You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Accident ReportingDocument7 pagesAccident ReportingSiddhesh Kamat MhamaiNo ratings yet
- Emergency Procedure - PlanDocument10 pagesEmergency Procedure - PlanSiddhesh Kamat Mhamai100% (1)
- HSE Company Improvement Plan: Presented by Sanjay NikamDocument25 pagesHSE Company Improvement Plan: Presented by Sanjay NikamSiddhesh Kamat MhamaiNo ratings yet
- Sieve Analysis ReportDocument4 pagesSieve Analysis ReportSiddhesh Kamat MhamaiNo ratings yet
- Concrete Family of MixesDocument9 pagesConcrete Family of MixesSiddhesh Kamat MhamaiNo ratings yet
- Executive Development Programme (Edp)Document7 pagesExecutive Development Programme (Edp)Siddhesh Kamat MhamaiNo ratings yet
- Hse Policy: - Get HSE Policy Copies in English and Local Language.Document15 pagesHse Policy: - Get HSE Policy Copies in English and Local Language.Siddhesh Kamat MhamaiNo ratings yet
- Feedback Form: Qcrete Readymix (India) Pvt. Ltd. Introduces Packcrete Shake It, Cut It, Pour It and Cure It!!!!!Document1 pageFeedback Form: Qcrete Readymix (India) Pvt. Ltd. Introduces Packcrete Shake It, Cut It, Pour It and Cure It!!!!!Siddhesh Kamat MhamaiNo ratings yet
- The Effect of Exposition Conditions On The Durability of Cement Concrete With Dolomite Aggregate Sourced Near Kraków, PolandDocument8 pagesThe Effect of Exposition Conditions On The Durability of Cement Concrete With Dolomite Aggregate Sourced Near Kraków, PolandSiddhesh Kamat MhamaiNo ratings yet
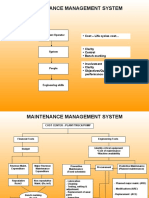
- Maintenance Management System: Cost - Life Cycles CostDocument3 pagesMaintenance Management System: Cost - Life Cycles CostSiddhesh Kamat MhamaiNo ratings yet
- Test Certificate: Counto Microfine Products Private LimitedDocument1 pageTest Certificate: Counto Microfine Products Private LimitedSiddhesh Kamat MhamaiNo ratings yet
- Sieve Analysis ReportDocument4 pagesSieve Analysis ReportSiddhesh Kamat MhamaiNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Ism Practical File NothingDocument84 pagesIsm Practical File NothingADITYA GUPTANo ratings yet
- Dragon Ball Z Project: R1 and R2J Dragon Boxes Merge: AcknowledgementsDocument11 pagesDragon Ball Z Project: R1 and R2J Dragon Boxes Merge: Acknowledgements8ASergio GamarraNo ratings yet
- Chen Probable Cause Affidavit 050714Document7 pagesChen Probable Cause Affidavit 050714USA TODAYNo ratings yet
- 10 TazmahalDocument12 pages10 TazmahalSifat E Noor SahibaNo ratings yet
- English Paper 1 Mark Scheme: Cambridge Lower Secondary Sample Test For Use With Curriculum Published in September 2020Document11 pagesEnglish Paper 1 Mark Scheme: Cambridge Lower Secondary Sample Test For Use With Curriculum Published in September 2020ABEER RATHINo ratings yet
- Essentials of Repertorization Tiwari Link PageDocument11 pagesEssentials of Repertorization Tiwari Link PageBibin TSNo ratings yet
- TODO Data Sheet PDFDocument70 pagesTODO Data Sheet PDFJake ZyrusNo ratings yet
- DSE4610 DSE4620 Operators ManualDocument86 pagesDSE4610 DSE4620 Operators ManualJorge Carrasco100% (6)
- Cultures of The West A History, Volume 1 To 1750 3rd PDFDocument720 pagesCultures of The West A History, Volume 1 To 1750 3rd PDFtonnyNo ratings yet
- Vững vàng nền tảng, Khai sáng tương lai: Trang - 1Document11 pagesVững vàng nền tảng, Khai sáng tương lai: Trang - 1An AnNo ratings yet
- Creating A Pathway For Every Student: Holyoke High School Redesign Strategic PlanDocument29 pagesCreating A Pathway For Every Student: Holyoke High School Redesign Strategic PlanMike PlaisanceNo ratings yet
- Nurse Education Today: Natalie M. Agius, Ann WilkinsonDocument8 pagesNurse Education Today: Natalie M. Agius, Ann WilkinsonSobiaNo ratings yet
- Classical Mechanics MCQ GamecampuscoDocument3 pagesClassical Mechanics MCQ GamecampuscoFaryal TalibNo ratings yet
- Assignment ProblemDocument3 pagesAssignment ProblemPrakash KumarNo ratings yet
- 10 Day Penniman Chart - Literacy NarrativesDocument5 pages10 Day Penniman Chart - Literacy Narrativesapi-502300054No ratings yet
- Quantum Data-Fitting: PACS Numbers: 03.67.-A, 03.67.ac, 42.50.DvDocument6 pagesQuantum Data-Fitting: PACS Numbers: 03.67.-A, 03.67.ac, 42.50.Dvohenri100No ratings yet
- Building Interactive AppsDocument17 pagesBuilding Interactive AppsJRoman OrtizNo ratings yet
- Creating Enterprise LeadersDocument148 pagesCreating Enterprise LeadersValuAidNo ratings yet
- Lesson 5 Flight of Projectile, Air Resistance Neglected: OverviewDocument7 pagesLesson 5 Flight of Projectile, Air Resistance Neglected: OverviewNadjer C. AdamNo ratings yet
- Pit Viper 351Document6 pagesPit Viper 351Sebastian Robles100% (2)
- GE2410 Student Booklet (UpdatedDec27)Document88 pagesGE2410 Student Booklet (UpdatedDec27)markhoNo ratings yet
- EASA CS-22 Certification of SailplanesDocument120 pagesEASA CS-22 Certification of SailplanessnorrigNo ratings yet
- Productstock 2021-01-18 (Produk Laku & Belum KinwatchDocument32 pagesProductstock 2021-01-18 (Produk Laku & Belum KinwatchKin WatchNo ratings yet
- Japanese Mythology: 2 Kuniumi and KamiumiDocument12 pagesJapanese Mythology: 2 Kuniumi and KamiumipdekraaijNo ratings yet
- Growth Performance of Papaya Plants As Influenced by Organic MulchesDocument9 pagesGrowth Performance of Papaya Plants As Influenced by Organic MulchesMa. Christine Lyn AustriaNo ratings yet
- Box Transport MechanismDocument36 pagesBox Transport MechanismInzi Gardezi81% (16)
- SD WanDocument3 pagesSD Wanraditio ghifiardiNo ratings yet
- Cutting Conics AsDocument3 pagesCutting Conics Asbabe09No ratings yet
- Explicit Lesson PlanDocument10 pagesExplicit Lesson PlanBanjo De Los SantosNo ratings yet
- Ecological Consideration of Site AnalysisDocument20 pagesEcological Consideration of Site AnalysisAUST BNo ratings yet