You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Refinery Wastewater Treatment TrainingDocument27 pagesRefinery Wastewater Treatment TrainingHariajahNo ratings yet
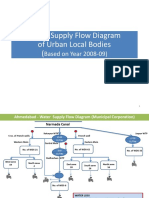
- Water - Supply - Flow - Diagram - of - Urban - Local - Bodies - Vol 1 2008 - 2009 PDFDocument179 pagesWater - Supply - Flow - Diagram - of - Urban - Local - Bodies - Vol 1 2008 - 2009 PDFNilesh AvhadNo ratings yet
- WATER Indonesia Water Investment Roadmap 2011 2014Document41 pagesWATER Indonesia Water Investment Roadmap 2011 2014Soenarto Soendjaja100% (1)
- Sewer GEMSDocument2 pagesSewer GEMSErika CorderoNo ratings yet
- Sample Implementation Plan SBM WinSDocument7 pagesSample Implementation Plan SBM WinSdel420No ratings yet
- RFP CMWSSBDocument70 pagesRFP CMWSSBVijay KumarNo ratings yet
- 1-16 - Hot and Cold Water SuppliesDocument43 pages1-16 - Hot and Cold Water Suppliesazarin98No ratings yet
- Coagulation / FlocculationDocument1 pageCoagulation / FlocculationElmaeen BagiohanonNo ratings yet
- Wellesley Island Holding Corp Aquires Thousand Island Club Water Company, Inc.Document4 pagesWellesley Island Holding Corp Aquires Thousand Island Club Water Company, Inc.pandorasboxofrocksNo ratings yet
- Filter PressDocument2 pagesFilter PresshassanalbhadlyNo ratings yet
- Categorization-Classification Table - 12052017Document2 pagesCategorization-Classification Table - 12052017Crystal DNo ratings yet
- Suspended growth treatment systemsDocument45 pagesSuspended growth treatment systemsNoureddine MerahNo ratings yet
- Imj JJ Iji1Iiiiiii1Document522 pagesImj JJ Iji1Iiiiiii1MT20WRE011 Girish BiradarNo ratings yet
- Water Treatment Plant, NigdiDocument37 pagesWater Treatment Plant, Nigdishyam2999No ratings yet
- Asian Development Bank: RRP:FIJ 32200Document70 pagesAsian Development Bank: RRP:FIJ 32200Shavin ChandNo ratings yet
- Design of Wastewater Treatment Plant, Case Study: "IPRC WEST"Document9 pagesDesign of Wastewater Treatment Plant, Case Study: "IPRC WEST"Tarun KumarNo ratings yet
- Water supply and sanitary drainage systemsDocument34 pagesWater supply and sanitary drainage systemsChristian Spade De LeonNo ratings yet
- Installation and User Instructions Flushing System Kit: Model: ACFSDocument8 pagesInstallation and User Instructions Flushing System Kit: Model: ACFSElla MariaNo ratings yet
- Desain IPAL Domestik Central Processing Plant (CPP) Gundih: PT. Pertamina EP Asset 4 Cepu FieldDocument10 pagesDesain IPAL Domestik Central Processing Plant (CPP) Gundih: PT. Pertamina EP Asset 4 Cepu FieldChrista GabrielaNo ratings yet
- Uniform Technical Guidelines For Water Reticulation and PlumbingDocument216 pagesUniform Technical Guidelines For Water Reticulation and Plumbingjames_chan2178100% (1)
- Sanitary Permit ApplicationDocument2 pagesSanitary Permit ApplicationRodan MortelNo ratings yet
- Saint-Gobain/Honeywell LetterDocument10 pagesSaint-Gobain/Honeywell LetterCasey SeilerNo ratings yet
- Public Market Drainage System Problem in The Municipality of ClaveriaDocument7 pagesPublic Market Drainage System Problem in The Municipality of ClaveriaAngelica Auguis CañeteNo ratings yet
- Water Efficiency ReportDocument41 pagesWater Efficiency ReportImran YasinNo ratings yet
- Cover mouth, wash hands, avoid contact, don't touch eyesDocument1 pageCover mouth, wash hands, avoid contact, don't touch eyesNassif HakimNo ratings yet
- Nit01 Iisertpart ADocument104 pagesNit01 Iisertpart ASanthoshKumarSharmaCHNo ratings yet
- Water Treatment PlantsDocument16 pagesWater Treatment PlantsKaten MistryNo ratings yet
- Ra 08508Document60 pagesRa 08508Noel GalitNo ratings yet
- Magtajas Vs Pryce Properties Case DigestDocument20 pagesMagtajas Vs Pryce Properties Case DigestKristy Dela CernaNo ratings yet
- Always To Be Trusted: - Ecomotive™ Sewage Treatment PlantDocument5 pagesAlways To Be Trusted: - Ecomotive™ Sewage Treatment PlantRoberto Matias Moya RamirezNo ratings yet