You might also like
- Vinos, otras bebidas alcohólicas, aguas, cafés e infusiones. HOTR0209From EverandVinos, otras bebidas alcohólicas, aguas, cafés e infusiones. HOTR0209No ratings yet
- Instituto Tecnológico del Putumayo analiza balance de materia y energíaDocument1 pageInstituto Tecnológico del Putumayo analiza balance de materia y energíaDIANA YURLEY ZUnIGA RODRIGUEZNo ratings yet
- Elaboración de vinos, otras bebidas alcohólicas, aguas, cafés e infusiones. HOTR0209From EverandElaboración de vinos, otras bebidas alcohólicas, aguas, cafés e infusiones. HOTR0209No ratings yet
- Elaboración y Conservación de Bebidas A Base de FrutasDocument12 pagesElaboración y Conservación de Bebidas A Base de FrutasFiorella MioNo ratings yet
- 4 Problemas de Intercabiador de CalorDocument9 pages4 Problemas de Intercabiador de Calorluis carlosNo ratings yet
- Evaporador de jugo: caudales, vapor y economíaDocument4 pagesEvaporador de jugo: caudales, vapor y economíaIsabel OlivaNo ratings yet
- Manual de Operación FermentadorDocument11 pagesManual de Operación FermentadorjoaquinNo ratings yet
- Sistemas Ternarios.Document8 pagesSistemas Ternarios.yaniretlayaNo ratings yet
- PDFDocument20 pagesPDFmaria beltranNo ratings yet
- Practica de Laboratorio de Decantacion, Centrifugacion y Destilacion PDFDocument6 pagesPractica de Laboratorio de Decantacion, Centrifugacion y Destilacion PDFYenny Calcina100% (1)
- Practica 6. Elaboracion de QuesoDocument7 pagesPractica 6. Elaboracion de Quesodayana mejiaNo ratings yet
- Operaciones Unitarias ComplementariasDocument1 pageOperaciones Unitarias ComplementariasPABLO HERRERA SILLASNo ratings yet
- Ejercicio Reactor Semicontinuo - Gabriel Diaz - 245038Document3 pagesEjercicio Reactor Semicontinuo - Gabriel Diaz - 245038Andrés Esteban Granada ZapataNo ratings yet
- Balance de Materia y EnergiaDocument3 pagesBalance de Materia y EnergiaAbii BHernandezNo ratings yet
- Produccion de Vitamina B12 Por Fermentacion Microbiana - Bertholet MercatanteDocument332 pagesProduccion de Vitamina B12 Por Fermentacion Microbiana - Bertholet MercatanteDuilio Dante LunaNo ratings yet
- Práctica 1. Balance de Masa en Estado Transitorio.Document7 pagesPráctica 1. Balance de Masa en Estado Transitorio.angel Benavides100% (1)
- Práctica de Neutralizacion de ResiduosDocument5 pagesPráctica de Neutralizacion de Residuosnicxy caballeroNo ratings yet
- Protocolo José 27 Mayo 2020Document47 pagesProtocolo José 27 Mayo 2020Jose RegaladoNo ratings yet
- Recirculación y PurgaDocument8 pagesRecirculación y PurgaDIANA MARCELA PEREZ PEREZNo ratings yet
- Informe de LOU 2-HumidificaciónDocument17 pagesInforme de LOU 2-HumidificaciónAnthonyVelaNo ratings yet
- Tercer Parcial BMYEDocument3 pagesTercer Parcial BMYEAlma GarciaNo ratings yet
- Permeabilidad de La MembranaDocument4 pagesPermeabilidad de La MembranaCarlos PilcoNo ratings yet
- Fase 4 Desarrollar Balances de Materia y Energia Grupo 301103 - 18Document14 pagesFase 4 Desarrollar Balances de Materia y Energia Grupo 301103 - 18Leidy Yaneth QuiñonezNo ratings yet
- Carta psicrométrica secadero 40°C 32°CDocument7 pagesCarta psicrométrica secadero 40°C 32°CANTHONY FREIRENo ratings yet
- HARINAS DE MINATITlANDocument14 pagesHARINAS DE MINATITlANWILBER DE JESUS TORRES TORRESNo ratings yet
- Tarea 1 - Juan Camilo HerreraDocument16 pagesTarea 1 - Juan Camilo HerreraJimmy DelgadoNo ratings yet
- Trabajo Colaborativo No 3.0Document48 pagesTrabajo Colaborativo No 3.0frijoldrilo100% (1)
- Adsorcion HistoriaDocument53 pagesAdsorcion HistoriahernanfloresNo ratings yet
- Productividad 2Document16 pagesProductividad 2Carlos RojasNo ratings yet
- Experim.6 NeutralizaciónDocument5 pagesExperim.6 NeutralizaciónJose Gabriel Navarro GallegosNo ratings yet
- Bmye I 1Document67 pagesBmye I 1Daniel CordovaNo ratings yet
- Presentación 2Document8 pagesPresentación 2Kimberly Godoy VargasNo ratings yet
- Edoc - Pub Entrega-Final PDFDocument82 pagesEdoc - Pub Entrega-Final PDFRafael AlvarezNo ratings yet
- Bi Bbme U1 A2 AlgrDocument5 pagesBi Bbme U1 A2 Algraleanayeli100% (1)
- Extracción en Etapas MúltiplesDocument6 pagesExtracción en Etapas MúltiplesJharol Quilo OrtegaNo ratings yet
- Procesos Unitarios-WilliampechDocument13 pagesProcesos Unitarios-Williampechwillliam pechNo ratings yet
- Coeficientes de transferencia de masa para diversas geometríasDocument25 pagesCoeficientes de transferencia de masa para diversas geometríasLuisa Lopez VegaNo ratings yet
- Balances de Materia y Energia para Pasar A ExcelDocument1 pageBalances de Materia y Energia para Pasar A ExcelNayedith AlarcónNo ratings yet
- NTEDocument5 pagesNTEAdarian B.No ratings yet
- Balance Proteina de Suero de LecheDocument1 pageBalance Proteina de Suero de LechePedro ManceraNo ratings yet
- Tipos de Transferencia de MasaDocument7 pagesTipos de Transferencia de MasaJessy Moriitz100% (2)
- Evaporador Múltiple de Triple EfectoDocument7 pagesEvaporador Múltiple de Triple EfectoALEXANDER DAVID MELGAREJO COAQUIRANo ratings yet
- Rectificación de Una Mezcla de Benceno ToluenoDocument5 pagesRectificación de Una Mezcla de Benceno ToluenoamelizzzNo ratings yet
- Procesos de extracción y adsorción LI-LI y sólido-líquidoDocument22 pagesProcesos de extracción y adsorción LI-LI y sólido-líquidoIván GonzálezNo ratings yet
- Trabajo de Columna de Destilacion 1Document29 pagesTrabajo de Columna de Destilacion 1Anonymous wP6wa0ZmNo ratings yet
- Ejercicios Nº2 Ingeniería de Procesos Bioquímicos2015Document2 pagesEjercicios Nº2 Ingeniería de Procesos Bioquímicos2015Isaias Jara AlmarzaNo ratings yet
- Practica #6 Sistema TernarioDocument15 pagesPractica #6 Sistema TernarioIrving AmayaNo ratings yet
- Rhodosporidium ToruloidesDocument10 pagesRhodosporidium ToruloidesJoao Lecca RuízNo ratings yet
- Balances de Masa en Estado EstacionarioDocument13 pagesBalances de Masa en Estado EstacionarioSergio Marquez Barrios100% (1)
- Ejercicios de Turbina.Document3 pagesEjercicios de Turbina.juan vazquezNo ratings yet
- 3 Determinacion de Coeficiente de Transferencia de Calor en Un Evaporador de Doble EfectoDocument14 pages3 Determinacion de Coeficiente de Transferencia de Calor en Un Evaporador de Doble EfectoFranco Guadalupe Castillo VegaNo ratings yet
- Balance de Materia Con Respecto A La HumedadDocument2 pagesBalance de Materia Con Respecto A La HumedadaavvilaNo ratings yet
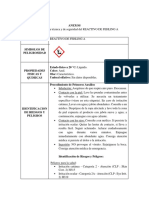
- Fichas técnicas y de seguridad de reactivos químicosDocument4 pagesFichas técnicas y de seguridad de reactivos químicosvanesa sierra0% (1)
- Artículo Cientifico YogurtDocument37 pagesArtículo Cientifico YogurtMayra Dayana100% (1)
- Determinacion de Difusividad de Un VaporDocument32 pagesDeterminacion de Difusividad de Un VaporJosé Juan MarselloNo ratings yet
- t3 Balance de Materia y Energia FinalDocument36 pagest3 Balance de Materia y Energia FinalKaterhine Juneth Castañeda EdquenNo ratings yet
- Elbarocaion de Cerveza Artesanal A Base de UvaDocument37 pagesElbarocaion de Cerveza Artesanal A Base de UvaBRAYAN PABLO TENORIO ROJASNo ratings yet
- Far 173 DDocument40 pagesFar 173 DPlan Beer La SerenaNo ratings yet
- Reporte de Prácticas de LabDocument20 pagesReporte de Prácticas de Laba01704802No ratings yet
- Carta de Presentacion de Catering MenusDocument1 pageCarta de Presentacion de Catering MenusDavid Yturrióz CárdenasNo ratings yet
- Análisis Administativo - San RoqueDocument17 pagesAnálisis Administativo - San RoqueJimmy Idrogo Celis67% (3)
- Guía Sobre Seguridad y Salud en El Uso de Productos AgroquímicosDocument99 pagesGuía Sobre Seguridad y Salud en El Uso de Productos AgroquímicosMILENA_AGNo ratings yet
- Análisis de Cadena de Valor de La Miel de AbejasDocument123 pagesAnálisis de Cadena de Valor de La Miel de AbejasYader Ramos100% (2)
- Pedro JacintoDocument26 pagesPedro JacintomartinadanNo ratings yet
- Pavita rellena horno receta ArgentinaDocument2 pagesPavita rellena horno receta ArgentinaCristina AndreuNo ratings yet
- Pescado y MariscoDocument67 pagesPescado y MariscoAitana Tejedor CalapNo ratings yet
- Estudio de Mercado en Productos AndinosDocument6 pagesEstudio de Mercado en Productos AndinosEva Luz AquinoNo ratings yet
- Hojuelas de YaconDocument9 pagesHojuelas de YaconRccNo ratings yet
- Generalidades Campo GirasolDocument16 pagesGeneralidades Campo GirasolEliana MorenoNo ratings yet
- Memoria100 Final2019Document23 pagesMemoria100 Final2019reymoodNo ratings yet
- Proyecto Mermelada de GuayabaDocument21 pagesProyecto Mermelada de GuayabaGilson Francisco Sanchez ManzabaNo ratings yet
- Proyecto MarketingDocument10 pagesProyecto MarketingJose ChangNo ratings yet
- Tinto AsperoDocument7 pagesTinto AsperoIvan Balcazar VacaNo ratings yet
- Diagrama HMDocument13 pagesDiagrama HMTatiana BenitezNo ratings yet
- 1 Activ Ensayo FrutalesDocument7 pages1 Activ Ensayo FrutalesEmel berrio GuzmanNo ratings yet
- Fabricacion de PinturasDocument13 pagesFabricacion de PinturasKristian Astocaza100% (1)
- Cambio Conductual Revisado RaquelDocument5 pagesCambio Conductual Revisado RaquelNeyi Quispe CalisayaNo ratings yet
- argMJ 159 AcDocument18 pagesargMJ 159 Acmariela100% (1)
- Apreciaciones Sobre Las Líneas de Investigación en Ingeniería AgroindustrialDocument11 pagesApreciaciones Sobre Las Líneas de Investigación en Ingeniería Agroindustrial19valdiviaNo ratings yet
- Yogurt de Leche de Cabra DiapositivasDocument15 pagesYogurt de Leche de Cabra DiapositivasSemiramis UscaNo ratings yet
- Pollos y Parrillas El MesonDocument12 pagesPollos y Parrillas El MesonMarcos Flores Quispe100% (3)
- PLANTAS PPT FINAL SarayDocument59 pagesPLANTAS PPT FINAL SaraySarah Chumbile CalleNo ratings yet
- Crema CapuchinoDocument2 pagesCrema CapuchinoMixuri L PalaciosNo ratings yet
- El Chocolate en La Cultura Olmeca-MAyaDocument31 pagesEl Chocolate en La Cultura Olmeca-MAyaIsidro CM100% (1)
- Marco TeóricoDocument2 pagesMarco TeóricoReyi Zegarra100% (2)
- Factibilidad piscicultura trucha LoncocheDocument104 pagesFactibilidad piscicultura trucha LoncocheEmiliano SanNo ratings yet
- Tequila: Generalidades, historia y proceso de elaboraciónDocument5 pagesTequila: Generalidades, historia y proceso de elaboraciónoctaviokreaNo ratings yet
- Normatividad y Otras CosasDocument7 pagesNormatividad y Otras CosasLUISA FERNANDA COY VARGASNo ratings yet
- Atributos Sensoriales de AcDocument12 pagesAtributos Sensoriales de AcAnder MaceaNo ratings yet