You might also like
- Assembly Drawing (Amplifier PCB Assembly, 055-227-10)Document1 pageAssembly Drawing (Amplifier PCB Assembly, 055-227-10)thiep tranNo ratings yet
- Piping Isometric - 8Document1 pagePiping Isometric - 8CosminMarianNo ratings yet
- Apple Iphone 4s n94 MLB v3 SCH PDFDocument33 pagesApple Iphone 4s n94 MLB v3 SCH PDFwadeNo ratings yet
- Piping Isometric - 4Document1 pagePiping Isometric - 4CosminMarianNo ratings yet
- HDL 61cuDocument1 pageHDL 61curiza jakaNo ratings yet
- DWG SPCTool-A Sheet 1Document1 pageDWG SPCTool-A Sheet 1AdeImanudinNo ratings yet
- VMP113BP-2-1#1 SUCTION (203-K-002 1st Stage)Document1 pageVMP113BP-2-1#1 SUCTION (203-K-002 1st Stage)Aryo Arief Adhitomo SaifudinNo ratings yet
- GE ED: ToolboxDocument1 pageGE ED: ToolboxstefanNo ratings yet
- VB-000075 Rev ADocument1 pageVB-000075 Rev AelmoNo ratings yet
- Iphone 6 PLUS Schematics - 1197859924Document54 pagesIphone 6 PLUS Schematics - 1197859924María ShirleyNo ratings yet
- Arihant Industries: Side View Front ViewDocument1 pageArihant Industries: Side View Front Viewthe vaultNo ratings yet
- Moving coil actuator specifications sheetDocument2 pagesMoving coil actuator specifications sheetivan torresNo ratings yet
- Key Plan: Engineering Consultants GroupDocument1 pageKey Plan: Engineering Consultants GroupRashidNo ratings yet
- 0STXOSDocument1 page0STXOSDinesh YkatilNo ratings yet
- 电话:18602029640 微信:wywen1: iphone6 4.7 iphone6 5.5 iphone6 4.7Document55 pages电话:18602029640 微信:wywen1: iphone6 4.7 iphone6 5.5 iphone6 4.7Derrick AgbodziNo ratings yet
- CN345 - 2.5mm Jack PlugDocument1 pageCN345 - 2.5mm Jack PlugAymen CheffiNo ratings yet
- CN345 - 2.5mm Jack PlugDocument1 pageCN345 - 2.5mm Jack PlugAymen CheffiNo ratings yet
- GT3-1 Default SetupDocument1 pageGT3-1 Default SetupBruno D.No ratings yet
- Avento 1: Installation Instructions IECDocument3 pagesAvento 1: Installation Instructions IECHALCON DE LOS ANDESNo ratings yet
- Revisions C: REVISED PER ECO-11-005150 RK HMR New Creo Drawing BV GBDocument1 pageRevisions C: REVISED PER ECO-11-005150 RK HMR New Creo Drawing BV GBhulaneNo ratings yet
- Imp Ring Fire Pum No 3Document1 pageImp Ring Fire Pum No 3Ade ImanudinNo ratings yet
- SW1210!04!00059 - Geodesic Dome DrawingsDocument6 pagesSW1210!04!00059 - Geodesic Dome DrawingsApdb GalabnodNo ratings yet
- 500-30-008 Corner Cap Die Cast New Version - 05-11-2020Document1 page500-30-008 Corner Cap Die Cast New Version - 05-11-2020Mirza MešanovićNo ratings yet
- Extract Page 4Document1 pageExtract Page 4Damiano DaidoneNo ratings yet
- RTL9210-VB-CG Demo V203 PDFDocument5 pagesRTL9210-VB-CG Demo V203 PDFCenusa MihaiNo ratings yet
- Piping Isometric - 5Document1 pagePiping Isometric - 5CosminMarianNo ratings yet
- Option 2Document2 pagesOption 2Chien Dang VanNo ratings yet
- VR2D 245-4000 + 1xCD 101 - C25036ECDC09 - C PDFDocument6 pagesVR2D 245-4000 + 1xCD 101 - C25036ECDC09 - C PDFAhmed Nasr (By NAZRi)No ratings yet
- Lever 1Document1 pageLever 1balasubramani krishnamurthiNo ratings yet
- 2 PrhlegconrDocument1 page2 Prhlegconrsameer panigrahiNo ratings yet
- Iphone 6 Full schematic+IC BoardDocument86 pagesIphone 6 Full schematic+IC BoardSIDNEY TABOADANo ratings yet
- Tie Rod 4tpi 16MM SF Tird 393Document1 pageTie Rod 4tpi 16MM SF Tird 393m_prvcnNo ratings yet
- 25LPO10Document1 page25LPO10karthikNo ratings yet
- Piping Isometric - 10Document1 pagePiping Isometric - 10CosminMarianNo ratings yet
- 240x64 LCD Module with RA6963 ControllerDocument11 pages240x64 LCD Module with RA6963 ControllerMitchell DanielsNo ratings yet
- Tohatsu MFS20D MFS30D SMDocument413 pagesTohatsu MFS20D MFS30D SMpowerserviceNo ratings yet
- Touch Screen SpecificationDocument1 pageTouch Screen SpecificationDJ_CROWNNo ratings yet
- Bill of MaterialDocument1 pageBill of Materialriza jakaNo ratings yet
- AnsambluDocument1 pageAnsambluFlorin BuruNo ratings yet
- Top View: 300 1000 1000 150 300 0.25 0.5 1.0 1.0 2.5 1.5 Nominal Size 0.1 Fabrication MachiningDocument2 pagesTop View: 300 1000 1000 150 300 0.25 0.5 1.0 1.0 2.5 1.5 Nominal Size 0.1 Fabrication MachiningPunky IrlanditoNo ratings yet
- Tunnel-2 Lining Geometry (Without Invert) Typical Tunnel-2 Lining Section (Without Invert)Document1 pageTunnel-2 Lining Geometry (Without Invert) Typical Tunnel-2 Lining Section (Without Invert)Hemant YesajiNo ratings yet
- Imp Ring Fire Pump No 1Document1 pageImp Ring Fire Pump No 1Ade ImanudinNo ratings yet
- M2910369 ZG 01-03 HingeDocument1 pageM2910369 ZG 01-03 HingeSarfaraj ShaikhNo ratings yet
- NG50501 Knee Clamp AssemblyDocument1 pageNG50501 Knee Clamp AssemblyAlejandro González TorresNo ratings yet
- TS 3000 door closer series specificationsDocument2 pagesTS 3000 door closer series specificationsguzde38383No ratings yet
- D2 D3 D4 D5: Revisions CDocument2 pagesD2 D3 D4 D5: Revisions CSemih YelkenNo ratings yet
- Acme-002 - Baker Stub Acme Form Thread - Rev DDocument1 pageAcme-002 - Baker Stub Acme Form Thread - Rev Dsumansri459No ratings yet
- Cable M12-Picospox 0.5MDocument1 pageCable M12-Picospox 0.5MBoxerpower GasNo ratings yet
- Panel ATS 400A technical drawingDocument4 pagesPanel ATS 400A technical drawingardi yansaNo ratings yet
- D-Me-Ms-152r0 Side Wheel of Spillway Service GateDocument1 pageD-Me-Ms-152r0 Side Wheel of Spillway Service Gateolalekan fatai RotimiNo ratings yet
- GAD For Strainer - StampedDocument2 pagesGAD For Strainer - StampedAnıl ÖztürkNo ratings yet
- tc-000099Document1 pagetc-000099magiNo ratings yet
- Ball Base 12.0 20.0: Letourneau Technologies™Document1 pageBall Base 12.0 20.0: Letourneau Technologies™Mikel1020No ratings yet
- Detail A Detail B: Stinger, FLD AssyDocument2 pagesDetail A Detail B: Stinger, FLD Assybends1408No ratings yet
- Proto 3: Nano SensorDocument12 pagesProto 3: Nano SensorkadiravannNo ratings yet
- Imp Ring Fire Pump No. 2,3,4Document1 pageImp Ring Fire Pump No. 2,3,4Ade ImanudinNo ratings yet
- Va536 3Document1 pageVa536 3陆军No ratings yet
- NG 910CV11 04 00 (Rev00)Document4 pagesNG 910CV11 04 00 (Rev00)Saeed MahmoudabadiNo ratings yet
- Approved by Project: Client: - Check by H/R Designed by H/R Drawing by R/H RevDocument1 pageApproved by Project: Client: - Check by H/R Designed by H/R Drawing by R/H RevBudi CahyonoNo ratings yet
- Full 3-4 10unc 115 B7 BlackodisingDocument1 pageFull 3-4 10unc 115 B7 BlackodisingGauravNo ratings yet
- Full 3-4 10unc 130 B7 BlackodisingDocument1 pageFull 3-4 10unc 130 B7 BlackodisingGauravNo ratings yet
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - RollingDocument1 pageSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - RollingGauravNo ratings yet
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingDocument1 pageSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingGauravNo ratings yet
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - BlankingDocument1 pageSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - BlankingGauravNo ratings yet
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - RollingDocument1 pageSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - RollingGauravNo ratings yet
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingDocument1 pageSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - BlankingGauravNo ratings yet
- 3X45° Bar Stud Machining DrawingDocument1 page3X45° Bar Stud Machining DrawingGauravNo ratings yet
- SW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingDocument1 pageSW Full M16X2PX70 A193 B7 ZN Al SM0000000002 - GrindingGauravNo ratings yet
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - Blanking PDFDocument1 pageSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - Blanking PDFGauravNo ratings yet
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - GrindingDocument1 pageSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - GrindingGauravNo ratings yet
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - RollingDocument1 pageSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - RollingGauravNo ratings yet
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - GrindingDocument1 pageSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - GrindingGauravNo ratings yet
- SW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - MarkingDocument1 pageSW Full M16X2PX90 A193 B7 ZN Al SM0000000003 - MarkingGauravNo ratings yet
- SW Full M12X1.75PX60 B7 ZN Al SM0000000001 - MarkingDocument1 pageSW Full M12X1.75PX60 B7 ZN Al SM0000000001 - MarkingGauravNo ratings yet
- M16X2PX52L B8Document1 pageM16X2PX52L B8GauravNo ratings yet
- M16X2PX52L 4140 B7 BlackodisingDocument1 pageM16X2PX52L 4140 B7 BlackodisingGauravNo ratings yet
- KGC Full 3-4 10unc 110 MM A193 B7 Black Kgcfti34010110b7a193 - BlankingDocument1 pageKGC Full 3-4 10unc 110 MM A193 B7 Black Kgcfti34010110b7a193 - BlankingGauravNo ratings yet
- Eee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0Document1 pageEee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0GauravNo ratings yet
- BEC 013 Automotie ElectronicsDocument70 pagesBEC 013 Automotie Electronicsjimshith jimmuNo ratings yet
- Gargi EnterprisesDocument10 pagesGargi EnterprisesGauravNo ratings yet
- M20X2.5PX60L 4140 B7 BlackodisingDocument1 pageM20X2.5PX60L 4140 B7 BlackodisingGauravNo ratings yet
- Full M12X1.75PX60 B7 ZN Al - BlankingDocument1 pageFull M12X1.75PX60 B7 ZN Al - BlankingGauravNo ratings yet
- Full M20X2.5PX210L A193 B8M CL-1Document1 pageFull M20X2.5PX210L A193 B8M CL-1GauravNo ratings yet
- MPCPL BSR M10X1.5PX50 4140 B7 Blackodising M10-50-SB7 PDFDocument1 pageMPCPL BSR M10X1.5PX50 4140 B7 Blackodising M10-50-SB7 PDFGauravNo ratings yet
- Eee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0Document1 pageEee Full m12x1.75px65 b7 ZN Blue Hwst12065bf0GauravNo ratings yet
- Mic Full m12x1.75px45l b7 Blackodising Mi0000000011Document1 pageMic Full m12x1.75px45l b7 Blackodising Mi0000000011GauravNo ratings yet
- Mic Full m12x1.75px45l b7 Blackodising Mi0000000011Document1 pageMic Full m12x1.75px45l b7 Blackodising Mi0000000011GauravNo ratings yet
- MPCPL BSR M10X1.5PX45 4140 B7 Blackodising M10-45-SB7Document1 pageMPCPL BSR M10X1.5PX45 4140 B7 Blackodising M10-45-SB7GauravNo ratings yet
- MPCPL BSR M12X1.75PX45 4140 B7 Blackodising M12-45-SB7Document1 pageMPCPL BSR M12X1.75PX45 4140 B7 Blackodising M12-45-SB7GauravNo ratings yet
- IscarDocument158 pagesIscarDOBJAN100% (1)
- ThreadsDocument50 pagesThreadsSagar JathanNo ratings yet
- FANUC Series 0M-D Machining Center ManualDocument406 pagesFANUC Series 0M-D Machining Center Manualcesar_abdd100% (1)
- Machining: Machining Is Any of Various Processes in Which A Piece of RawDocument7 pagesMachining: Machining Is Any of Various Processes in Which A Piece of RawAshwin KumarNo ratings yet
- Description and Taxonomy of The Manufacturing Processes PDFDocument5 pagesDescription and Taxonomy of The Manufacturing Processes PDFBhupesh GuptaNo ratings yet
- NIKO Ball ScrewsDocument33 pagesNIKO Ball ScrewsAndrey RossiNo ratings yet
- NcStudio V8 Engraving CNC System Users' Manual-R5.1Document118 pagesNcStudio V8 Engraving CNC System Users' Manual-R5.1Yudhi HermawanNo ratings yet
- Digital Readouts Linear Encoders: For Manually Operated Machine ToolsDocument36 pagesDigital Readouts Linear Encoders: For Manually Operated Machine ToolsAdairNo ratings yet
- Modern Manufacturing Methods: Unit IDocument17 pagesModern Manufacturing Methods: Unit IharinathNo ratings yet
- Drill Stem Components GuideDocument28 pagesDrill Stem Components Guidechonubobby100% (1)
- Jig and FixturesDocument25 pagesJig and FixturesFadhli LieNo ratings yet
- Fabrication Erection and Installation Procedure For PipingDocument36 pagesFabrication Erection and Installation Procedure For PipingThiên Khánh67% (3)
- 10 1 1 1071 7012 PDFDocument7 pages10 1 1 1071 7012 PDFKombet 69No ratings yet
- Mitsubishi ManualsDocument4 pagesMitsubishi ManualsRevolusiSoekarnoNo ratings yet
- Geometric Errors Compensation of CNC Machine ToolDocument6 pagesGeometric Errors Compensation of CNC Machine ToolnenadNo ratings yet
- 2020 Ductile Mode Cutting of Brittle MaterialsDocument303 pages2020 Ductile Mode Cutting of Brittle MaterialsSasidhar Reddy MuramNo ratings yet
- ISO Turning Inserts GuideDocument36 pagesISO Turning Inserts GuideferNo ratings yet
- Top Reason Inventor HSM CAMDocument2 pagesTop Reason Inventor HSM CAMCha YessicaNo ratings yet
- 1Document64 pages1Leonardo GallegoNo ratings yet
- Reamers: Number of Cutting EdgeDocument5 pagesReamers: Number of Cutting EdgeSunilkumar ReddyNo ratings yet
- Machine Screws: DIN 965 & ISO 7045 TorxDocument1 pageMachine Screws: DIN 965 & ISO 7045 TorxDerekNo ratings yet
- Industrial Production Engineering Project IdeasDocument4 pagesIndustrial Production Engineering Project IdeasRahul Shrivas67% (3)
- METAL | MAATSURA | SUCCESS STORY CNCDocument5 pagesMETAL | MAATSURA | SUCCESS STORY CNCSander DuqueNo ratings yet
- Design and Fabrication of Multipurpose Wood Machining Device PDFDocument12 pagesDesign and Fabrication of Multipurpose Wood Machining Device PDFamsa yazeNo ratings yet
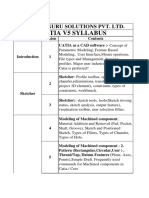
- Catia Syllabus-2017 - 18 AitDocument3 pagesCatia Syllabus-2017 - 18 Aitarun chandranNo ratings yet
- Catalogo 14 PDFDocument258 pagesCatalogo 14 PDFJuan Manuel VizosoNo ratings yet
- Mechanism of Chip Formation in Machining Process.: Presented byDocument19 pagesMechanism of Chip Formation in Machining Process.: Presented byShraddha SangoleNo ratings yet
- Project Report YamahaDocument23 pagesProject Report YamahaAman KumarNo ratings yet
- Nominal Diameter Minimum Diameter Imaginary Diameter Maximum DiameterDocument8 pagesNominal Diameter Minimum Diameter Imaginary Diameter Maximum DiameterHansyyy CarantoNo ratings yet
- Lukas KatalogDocument31 pagesLukas KatalogJosko SpehNo ratings yet