You might also like
- Transformações de fases em materiais metálicosFrom EverandTransformações de fases em materiais metálicosRating: 5 out of 5 stars5/5 (1)
- NBR6118 - 1980 - Projeto e Execução de Obras de Concreto Armado - ProcedimentoDocument53 pagesNBR6118 - 1980 - Projeto e Execução de Obras de Concreto Armado - ProcedimentoFelipe Fonseca100% (4)
- Fluidez de Metais LíquidosDocument7 pagesFluidez de Metais LíquidosAristides ReisNo ratings yet
- Pistao AutomotivoDocument2 pagesPistao AutomotivoAntonio Cappelletti FerreiraNo ratings yet
- Exercícios Metalurgia Pó e Processos ConformaçãoDocument4 pagesExercícios Metalurgia Pó e Processos ConformaçãoThiago Ribeiro0% (1)
- FundiçãoDocument20 pagesFundiçãoeliseuhenrique100% (1)
- Processos de fabricação de engrenagensDocument9 pagesProcessos de fabricação de engrenagensAndré ZuchettoNo ratings yet
- Exemplo Caderno de Encargos - CópiaDocument45 pagesExemplo Caderno de Encargos - CópiajoseNo ratings yet
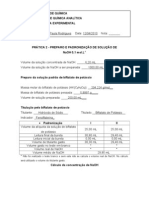
- Preparo Solução NaOH 0,1 mol L-1Document3 pagesPreparo Solução NaOH 0,1 mol L-1Andre PereiraNo ratings yet
- Processo FundiçãoDocument15 pagesProcesso FundiçãowagnercpcNo ratings yet
- Tecnologia Mecânica: Processos de FundiçãoDocument65 pagesTecnologia Mecânica: Processos de FundiçãoetokunNo ratings yet
- Atividade de Reforço de Conteúdo para o Dia 07Document5 pagesAtividade de Reforço de Conteúdo para o Dia 07Cristiano da Silva VieiraNo ratings yet
- Conformação Mecânica - 1a Lista de ExercíciosDocument4 pagesConformação Mecânica - 1a Lista de ExercíciosGabriel BrandãoNo ratings yet
- 05 PF Molde PermanenteDocument10 pages05 PF Molde PermanenteLucas LobãoNo ratings yet
- Fundição Shell: Processo de fabricação de peças metálicas em cascas de areia e resinaDocument23 pagesFundição Shell: Processo de fabricação de peças metálicas em cascas de areia e resinaejlima1980No ratings yet
- Processos de conformação e fundiçãoDocument15 pagesProcessos de conformação e fundiçãoju_domin100% (1)
- Questões sobre Processos de FundiçãoDocument7 pagesQuestões sobre Processos de FundiçãoAntonio MarinhoNo ratings yet
- Processos de Fundição emDocument7 pagesProcessos de Fundição emEmerson CastroNo ratings yet
- TEXTO APOIO - Tecnologias de FundicaoDocument161 pagesTEXTO APOIO - Tecnologias de Fundicaothejayv24No ratings yet
- Introdução à fundição e processos de produção de peças metálicasDocument93 pagesIntrodução à fundição e processos de produção de peças metálicasJoão PauloNo ratings yet
- Relatório Moldagem PlenaDocument15 pagesRelatório Moldagem PlenaRafael FariaNo ratings yet
- Plano de disciplina sobre fundição com introdução ao processoDocument155 pagesPlano de disciplina sobre fundição com introdução ao processoFilipe AzevedoNo ratings yet
- Avaliação Formativa de Introdução à Fabricação MecânicaDocument4 pagesAvaliação Formativa de Introdução à Fabricação MecânicaArlan FNNo ratings yet
- Introdução à Fundição: Processo de Fabricação de Peças FundidasDocument82 pagesIntrodução à Fundição: Processo de Fabricação de Peças FundidasLaura MorgensternNo ratings yet
- Aulas FundiçãoDocument146 pagesAulas FundiçãoElenilson SampaioNo ratings yet
- Produção de peças por metalurgia do póDocument57 pagesProdução de peças por metalurgia do pózmariogomesNo ratings yet
- 04-PF Cera PerdidaDocument8 pages04-PF Cera PerdidaDiego PerreraNo ratings yet
- Squeeze Casting ProcessDocument21 pagesSqueeze Casting ProcessMarta BaptistaNo ratings yet
- 1 - Metalurgia Do PóDocument45 pages1 - Metalurgia Do PóRicardo BogoNo ratings yet
- Fundição de precisão: processos e aplicaçõesDocument49 pagesFundição de precisão: processos e aplicaçõesricardomarjrNo ratings yet
- Apostila - Solidificaçao e Fundição em AreiaDocument9 pagesApostila - Solidificaçao e Fundição em AreiaClair FrighettoNo ratings yet
- Auto Macao Parte 6Document17 pagesAuto Macao Parte 6Thiago Marques IvaniskiNo ratings yet
- Conformação mecânica: equipamentos e processosDocument13 pagesConformação mecânica: equipamentos e processosVinicius Arthur LimaNo ratings yet
- Relatório Jurandir 20.05Document12 pagesRelatório Jurandir 20.05Luis EduardoNo ratings yet
- 5 - Relatório Fundição em CoquilhaDocument14 pages5 - Relatório Fundição em CoquilhaAlmir SktNo ratings yet
- Processo de Sinterização: IntroduçãoDocument12 pagesProcesso de Sinterização: IntroduçãoCíntia FischerNo ratings yet
- Lista 1 - PPMDocument9 pagesLista 1 - PPMlucasmsn38No ratings yet
- 5 Este Molde e Quase para SempreDocument10 pages5 Este Molde e Quase para SempreAriel da Silva FreitasNo ratings yet
- Fundição em areia e molde permanenteDocument2 pagesFundição em areia e molde permanenteDaniel GarciaNo ratings yet
- Processo de fabricação por fundiçãoDocument14 pagesProcesso de fabricação por fundiçãoJoão Enrique Leão GaspariniNo ratings yet
- Processos de fabricação por fundiçãoDocument58 pagesProcessos de fabricação por fundiçãoJose MatosNo ratings yet
- Processo de FabricaçãoDocument9 pagesProcesso de FabricaçãoWalcymara Fonseca Cavalcanti PinhaNo ratings yet
- Fundição molde metálicoDocument32 pagesFundição molde metálicoEduardo Domingues100% (1)
- FundiçãoDocument2 pagesFundiçãoPiero FioriNo ratings yet
- Conformação mecânica processosDocument39 pagesConformação mecânica processosRenato César Andrade100% (2)
- Tipos de FundiçãoDocument8 pagesTipos de FundiçãogelianeNo ratings yet
- Processo de FabricaçãoDocument19 pagesProcesso de Fabricaçãojonathan wesley da costaNo ratings yet
- Moldes PermanentesDocument7 pagesMoldes PermanentesBeto AraújoNo ratings yet
- Processos de Fundição e SinterizaçãoDocument30 pagesProcessos de Fundição e SinterizaçãoDavidson Soares da CostaNo ratings yet
- 2-Aula de FundiçãoDocument16 pages2-Aula de FundiçãoRafael Da Silva AlvesNo ratings yet
- Relat EMM14Document13 pagesRelat EMM14Marcos CastroNo ratings yet
- Projeto de peças forjadas: considerações sobre o desenho e fluxo de materialDocument16 pagesProjeto de peças forjadas: considerações sobre o desenho e fluxo de materialLEONIDASNo ratings yet
- Eee 2016-03-14 FeitoDocument5 pagesEee 2016-03-14 FeitoDuarte RoqueNo ratings yet
- Aplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoFrom EverandAplicação de insertos de metal duro com diferentes acabamentos no torneamento da liga Ti-15MoNo ratings yet
- Modelagem matemática do fluxo de líquidos no cadinho de alto-fornoFrom EverandModelagem matemática do fluxo de líquidos no cadinho de alto-fornoNo ratings yet
- Pisos Cerâmicos Antiderrapantes E/ou Antideslizantes?From EverandPisos Cerâmicos Antiderrapantes E/ou Antideslizantes?No ratings yet
- Projeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMEFrom EverandProjeto mecânico de vasos de pressão: princípios, fundamentos e filosofia do ASMENo ratings yet
- Elevação Artificial Por Bombeio MecânicoFrom EverandElevação Artificial Por Bombeio MecânicoNo ratings yet
- Dosagem e controle da qualidade de concretos convencionais de cimento portlandFrom EverandDosagem e controle da qualidade de concretos convencionais de cimento portlandNo ratings yet
- Parâmetros de projeto de alvenaria estrutural com blocos de concretoFrom EverandParâmetros de projeto de alvenaria estrutural com blocos de concretoNo ratings yet
- SHER-TAR 200 BR: tinta epóxi alcatrão de hulha de alta espessuraDocument2 pagesSHER-TAR 200 BR: tinta epóxi alcatrão de hulha de alta espessuraRoger SchvepperNo ratings yet
- Fispq Acido Perclorico Pa AcsDocument6 pagesFispq Acido Perclorico Pa AcsIodamil Miranda JúniorNo ratings yet
- Catálogo de produtos para banheiro com conjuntos de banheira e armáriosDocument9 pagesCatálogo de produtos para banheiro com conjuntos de banheira e armáriosVithinhagi GiNo ratings yet
- SEMANA 4 A1 Fisico-Quimica GeorgeDocument33 pagesSEMANA 4 A1 Fisico-Quimica GeorgeLucas Teixeira CoelhoNo ratings yet
- Manual Do Usuário: Por Favor, Leia Este Manual Com Atenção para Uso Do EquipamentoDocument39 pagesManual Do Usuário: Por Favor, Leia Este Manual Com Atenção para Uso Do EquipamentoRodrigo DelfinoNo ratings yet
- Pedralva Caderno de EncargosDocument47 pagesPedralva Caderno de EncargoscondelipoNo ratings yet
- 3 AULA - Água No Solo - Propriedades Físicas Do SoloDocument23 pages3 AULA - Água No Solo - Propriedades Físicas Do SoloCésar Antônio da Silva100% (1)
- Moradia unifamiliar tipo 2 BeiraDocument6 pagesMoradia unifamiliar tipo 2 BeiraBelmiro40% (5)
- Publicações - Anais Do 1º Simpósio Internacional Das Engenharias UniDoctumDocument27 pagesPublicações - Anais Do 1º Simpósio Internacional Das Engenharias UniDoctumAna CruzNo ratings yet
- Contrapiso aderido à lajeDocument20 pagesContrapiso aderido à lajeMateus OliveiraNo ratings yet
- 11 20polaridade 20de 20mol C3 A9culasDocument5 pages11 20polaridade 20de 20mol C3 A9culasTatiana Ronsani MartinsNo ratings yet
- Ácidos de Arrhenius: classificação e propriedadesDocument10 pagesÁcidos de Arrhenius: classificação e propriedadesCaio De Paula ColnagoNo ratings yet
- Processo AdiabáticoDocument4 pagesProcesso AdiabáticoDiliana_Rebelo_4798No ratings yet
- Mapa - Mecânica e Resistência Dos Materiais - 52 2023Document7 pagesMapa - Mecânica e Resistência Dos Materiais - 52 2023Fabio GuimaraesNo ratings yet
- Trabalho Ibracon FinalDocument7 pagesTrabalho Ibracon Finalfabricio.fontenelleNo ratings yet
- CGE01Document220 pagesCGE01kurilosoNo ratings yet
- Reforma escolas CametáDocument50 pagesReforma escolas CametáVictor AndreiNo ratings yet
- Catálogo de Peças BocudaDocument305 pagesCatálogo de Peças BocudaMarcos Paulo LimaNo ratings yet
- Ligas Ni PDFDocument55 pagesLigas Ni PDFHenry Shinji JoutiNo ratings yet
- 201107101853010.catalogo EssenceDocument5 pages201107101853010.catalogo EssenceyurikjackowNo ratings yet
- Escolha de fundaçãoDocument10 pagesEscolha de fundaçãoAbrão JuniorNo ratings yet
- Tratamento TermicoDocument7 pagesTratamento TermicoFabinho GarciaNo ratings yet
- Tratamento de Água - Caldeira - Daw Power PDFDocument25 pagesTratamento de Água - Caldeira - Daw Power PDFEvandro VianaNo ratings yet
- Aditivos para Produtos de PetroleoDocument14 pagesAditivos para Produtos de PetroleoJefferson T. GiraoNo ratings yet
- Ductile iron parametersDocument1 pageDuctile iron parametersRonaldo RodriguesNo ratings yet
- Propriedades coligativas: ebulioscopia e crioscopiaDocument11 pagesPropriedades coligativas: ebulioscopia e crioscopiaCarlos Silva AlvesNo ratings yet