You might also like
- Global Base Metals Review: November, 2005Document3 pagesGlobal Base Metals Review: November, 2005user2127No ratings yet
- Industry 1957Document25 pagesIndustry 1957Yadbir SinghNo ratings yet
- PVFeedstockCost 5YearOutlookDocument8 pagesPVFeedstockCost 5YearOutlookthanhlinh9191No ratings yet
- Silicon: Domestic Production and UseDocument2 pagesSilicon: Domestic Production and UsedancercelNo ratings yet
- Nucor PDFDocument63 pagesNucor PDFJorge ViceNo ratings yet
- Conference9MagALLOY Paper Vancouver July2012Document9 pagesConference9MagALLOY Paper Vancouver July2012tarasasankaNo ratings yet
- Critical Financial Problems in the Steel Industry and Sub-Prime CrisisDocument1 pageCritical Financial Problems in the Steel Industry and Sub-Prime CrisisdebmatraNo ratings yet
- Article 1. The Future of CoalDocument4 pagesArticle 1. The Future of Coalwisnu fitraddyNo ratings yet
- KELOMPOK 10 StramenDocument7 pagesKELOMPOK 10 StramenhajarawNo ratings yet
- EU Duties: Yes or No? & More: Silicon CarbideDocument4 pagesEU Duties: Yes or No? & More: Silicon CarbidejhscribdaccNo ratings yet
- Nucor Strategy AnalysisDocument12 pagesNucor Strategy Analysisnoel_manroeNo ratings yet
- Case StudyDocument3 pagesCase StudyHarman SinghNo ratings yet
- British Steel Corporation BlankDocument2 pagesBritish Steel Corporation Blankস্বপন কুমার ঘটকNo ratings yet
- Question Paper Integrated Case Studies - IV (362) : October 2006 Case StudyDocument33 pagesQuestion Paper Integrated Case Studies - IV (362) : October 2006 Case StudyWise MoonNo ratings yet
- The Reorganization of Global Steel Industry and The Implications For POSCODocument9 pagesThe Reorganization of Global Steel Industry and The Implications For POSCOJames Won Seok KimNo ratings yet
- Future Trends in Ironmaking ProcessesDocument23 pagesFuture Trends in Ironmaking ProcessesJagadeesh NandamNo ratings yet
- The future of zinc amid volatility in the global metals marketDocument2 pagesThe future of zinc amid volatility in the global metals marketMash RanoNo ratings yet
- Working CapitalDocument58 pagesWorking CapitalNavaneedha RajNo ratings yet
- New From Old: The Global Potential For More Scrap Steel RecyclingDocument22 pagesNew From Old: The Global Potential For More Scrap Steel RecyclingdursunNo ratings yet
- Steel Industry Overview: Production, Demand & Global OutlookDocument2 pagesSteel Industry Overview: Production, Demand & Global OutlookMaithili SUBRAMANIANNo ratings yet
- The New Iron Age: Steel's Renaissance Beckons New Trade Policies, Cato Free Trade Bulletin No. 25Document8 pagesThe New Iron Age: Steel's Renaissance Beckons New Trade Policies, Cato Free Trade Bulletin No. 25Cato InstituteNo ratings yet
- Copper Market Outlook: Supply May Nearly Balance Demand by 2030Document30 pagesCopper Market Outlook: Supply May Nearly Balance Demand by 2030qleapNo ratings yet
- Newer Methods of Stainless Steel Production and Their Impact On Ferroalloy Consumption PatternDocument9 pagesNewer Methods of Stainless Steel Production and Their Impact On Ferroalloy Consumption Patternakanskah kumariNo ratings yet
- Methods Are We Going To Implement For Concentration 2222Document3 pagesMethods Are We Going To Implement For Concentration 2222Mash RanoNo ratings yet
- 2004 - Das Et. Al. - Energy Implications of The Changing World of Aluminum Metal SupplyDocument4 pages2004 - Das Et. Al. - Energy Implications of The Changing World of Aluminum Metal SupplynomolNo ratings yet
- Metal Mining Sector Update - MNC SekuritasDocument8 pagesMetal Mining Sector Update - MNC SekuritasZhuanjian LiuNo ratings yet
- CobaltInstitute Market Report 2020Document20 pagesCobaltInstitute Market Report 2020Elie MaltzNo ratings yet
- Copper Report IIFLDocument14 pagesCopper Report IIFLAmish AggarwalNo ratings yet
- 2008 Minerals Yearbook: Ferroalloys (Advance Release)Document16 pages2008 Minerals Yearbook: Ferroalloys (Advance Release)böhmitNo ratings yet
- Arcelor Undervaluation CaseDocument19 pagesArcelor Undervaluation CaseJerry K Floater100% (1)
- Ferro-alloys Market Tracker provides price forecasts and analysisDocument16 pagesFerro-alloys Market Tracker provides price forecasts and analysisKK SinghNo ratings yet
- Aluminium and Challenges For SustainabilityDocument4 pagesAluminium and Challenges For SustainabilityNarasimharaghavanPuliyurKrishnaswamyNo ratings yet
- 30 Years of Niobium Steel Development in ChinaDocument26 pages30 Years of Niobium Steel Development in ChinaRepública Maternidade Ouro PretoNo ratings yet
- Virtual Steel MillDocument15 pagesVirtual Steel Millscribdfan123No ratings yet
- Literature Review On Copper MiningDocument9 pagesLiterature Review On Copper Miningc5j2ksrg100% (1)
- Global and Regional Developments in Primary and Secondary Lead SupplyDocument4 pagesGlobal and Regional Developments in Primary and Secondary Lead SupplyetayojcNo ratings yet
- Iron and Steel ReportDocument31 pagesIron and Steel ReportDinesh Kumar KarurNo ratings yet
- The Chinese Steel Industry: Recent Developments and ProspectsDocument8 pagesThe Chinese Steel Industry: Recent Developments and ProspectssupyinmanNo ratings yet
- U.S. Silicon Production and Use in 2014Document2 pagesU.S. Silicon Production and Use in 2014Willian Boneli de AlmeidaNo ratings yet
- Asammd 0309Document7 pagesAsammd 0309AkimBiNo ratings yet
- Economic ForcesDocument83 pagesEconomic Forcesgajanan.bochareNo ratings yet
- Direct Reduced Iron and Iron OreDocument20 pagesDirect Reduced Iron and Iron OrepdiconpNo ratings yet
- SixtyYearsCastingResearch10.1007 - s11661 015 2955 8Document9 pagesSixtyYearsCastingResearch10.1007 - s11661 015 2955 8Sangram ChougaleNo ratings yet
- Background of Recovered Mineral Components in ConcreteDocument24 pagesBackground of Recovered Mineral Components in ConcreteTgemunuNo ratings yet
- Five Forces AnalysisDocument4 pagesFive Forces Analysisneekuj malikNo ratings yet
- Future of Steel in IndiaDocument41 pagesFuture of Steel in IndiaSatish TrivediNo ratings yet
- MS 2012 Outlook: Base MetalsDocument11 pagesMS 2012 Outlook: Base Metalsz2009z2009No ratings yet
- Monopoly The Case of Egyptian SteelDocument9 pagesMonopoly The Case of Egyptian SteelhananNo ratings yet
- 0909 PDFDocument3 pages0909 PDFCris CristyNo ratings yet
- High Coking Coal Prices Provide Glimpse Into Steelmaking's FutureDocument5 pagesHigh Coking Coal Prices Provide Glimpse Into Steelmaking's FutureHadi PurnomoNo ratings yet
- 2 Electric Arc Furnace Steelmaking and Slag Formation, Composition, and DistributionDocument14 pages2 Electric Arc Furnace Steelmaking and Slag Formation, Composition, and DistributionAnca ElenaNo ratings yet
- Business Strategy: in (And For) A Decarbonised WorldDocument13 pagesBusiness Strategy: in (And For) A Decarbonised WorldSameer KhanNo ratings yet
- 2015-07 - ZR - A Closer Look at Magnesium 10p ===رامین فریدی - ترجمه کاملDocument10 pages2015-07 - ZR - A Closer Look at Magnesium 10p ===رامین فریدی - ترجمه کاملraminNo ratings yet
- American Steel IndustryDocument54 pagesAmerican Steel IndustryVikas YesajiNo ratings yet
- Industry Analysis of the Indian Steel SectorDocument26 pagesIndustry Analysis of the Indian Steel SectorVaibhav GangwarNo ratings yet
- Eco Project ReportDocument21 pagesEco Project Reportswapnil_thakre_1No ratings yet
- Iron & Steel IndustryDocument10 pagesIron & Steel IndustryRishav KhaitanNo ratings yet
- Project Report On: Oligopoly Market Structure of Aluminium Industry in IndiaDocument5 pagesProject Report On: Oligopoly Market Structure of Aluminium Industry in IndiaShruti SharmaNo ratings yet
- Lead Smelting and Refining, With Some Notes on Lead MiningFrom EverandLead Smelting and Refining, With Some Notes on Lead MiningNo ratings yet
- 2001 AFS - A New Approach To Ductile Iron InoculationDocument3 pages2001 AFS - A New Approach To Ductile Iron InoculationDouglas VidalNo ratings yet
- Inoculation of Grey and Ductile Iron A Comparison of Nucleation Sites and Some Practical AdvisesDocument12 pagesInoculation of Grey and Ductile Iron A Comparison of Nucleation Sites and Some Practical AdvisesZody YtuNo ratings yet
- 2001 Modern Casting - Inoculation Materials Improves Graphite Formation in Ductile Iron PDFDocument3 pages2001 Modern Casting - Inoculation Materials Improves Graphite Formation in Ductile Iron PDFDouglas VidalNo ratings yet
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Kumar 2015 IOP Conf. Ser.: Mater. Sci. Eng. 75 012015Document10 pagesKumar 2015 IOP Conf. Ser.: Mater. Sci. Eng. 75 012015Douglas VidalNo ratings yet
- The Engineered Metal FF PDFDocument5 pagesThe Engineered Metal FF PDFDouglas VidalNo ratings yet
- Journal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDocument10 pagesJournal of Materials Processing Technology: M. Soliman, H. Ibrahim, A. Nofal, H. PalkowskiDouglas VidalNo ratings yet
- A New Approach To Ductile Iron InoculationDocument12 pagesA New Approach To Ductile Iron InoculationZody YtuNo ratings yet
- 1999 Ductile Iron Production - A Comparison of Alternative Treatment Methods PDFDocument19 pages1999 Ductile Iron Production - A Comparison of Alternative Treatment Methods PDFDouglas VidalNo ratings yet
- Common Metallurgical Defects in Ductile Cast IronDocument10 pagesCommon Metallurgical Defects in Ductile Cast IronsateeshkoriNo ratings yet
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- 2005 AFS - Nucleations Mechanisms in Ductile IronDocument18 pages2005 AFS - Nucleations Mechanisms in Ductile IronDouglas Vidal100% (1)
- Kumar 2015 IOP Conf. Ser.: Mater. Sci. Eng. 75 012015Document10 pagesKumar 2015 IOP Conf. Ser.: Mater. Sci. Eng. 75 012015Douglas VidalNo ratings yet
- Inoculation of Grey and Ductile Iron A Comparison of Nucleation Sites and Some Practical AdvisesDocument12 pagesInoculation of Grey and Ductile Iron A Comparison of Nucleation Sites and Some Practical AdvisesZody YtuNo ratings yet
- 1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFDocument23 pages1996 Bombay Foundry Congress - Inoculation of Grey and Ductile Iron PDFhabibi1328100% (1)
- Ciencia Dos Materiais - Callister Utfpdf - TKDocument370 pagesCiencia Dos Materiais - Callister Utfpdf - TKDouglas VidalNo ratings yet
- Foreign Trade ECC6Document126 pagesForeign Trade ECC6MrManitouNo ratings yet
- SANCHITA BASU DAS (2014) TPP - An Agreement To Bridge The United States With ASEAN and AsiaDocument2 pagesSANCHITA BASU DAS (2014) TPP - An Agreement To Bridge The United States With ASEAN and AsiaKhath BunthornNo ratings yet
- IBE Important QuestionsDocument6 pagesIBE Important QuestionsNikitha Sreekantha0% (2)
- UNWTO Tourism Highlights 2018 EditionDocument20 pagesUNWTO Tourism Highlights 2018 EditionTatianaNo ratings yet
- Evidencia 3 Ensayo Free Trade Agreement (FTA) Advantages and DisadvantagesDocument5 pagesEvidencia 3 Ensayo Free Trade Agreement (FTA) Advantages and DisadvantagesERVIN FABIAN ENRIQUEZ DIAZNo ratings yet
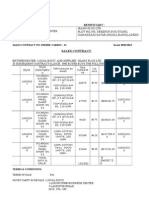
- Sales Contract For Pierre Cardin Microfiber & Chino StylesDocument2 pagesSales Contract For Pierre Cardin Microfiber & Chino StylesArnab ChowdhuryNo ratings yet
- Business Model For Angora Rabbit FarmingDocument8 pagesBusiness Model For Angora Rabbit FarmingOsama Ali Khan UsafxaiNo ratings yet
- Sugar Corporate OfferDocument2 pagesSugar Corporate OfferalehillarNo ratings yet
- 캄보디아 물류 정책Document92 pages캄보디아 물류 정책H DNo ratings yet
- My Dissertation On Impactof TRIPS Agreement On Trademarklawin IndiaDocument279 pagesMy Dissertation On Impactof TRIPS Agreement On Trademarklawin Indiasrvrushali84% (32)
- SG01 PG03 Nucor Case PresentationDocument51 pagesSG01 PG03 Nucor Case PresentationSharon GohNo ratings yet
- Sales ContractDocument1 pageSales ContractaywindaNo ratings yet
- Econ111 Assignment Marking Guide - Q1Document2 pagesEcon111 Assignment Marking Guide - Q1jejoullie162No ratings yet
- Saravanan India's Foreign TradeDocument25 pagesSaravanan India's Foreign TradeSaravanan TkNo ratings yet
- 8 (1) .Factor Endowment TheoryDocument64 pages8 (1) .Factor Endowment Theorylilianamici59No ratings yet
- Prons and Cons of GiDocument29 pagesProns and Cons of Gimalik salinovic0% (1)
- EKM Worldwide Jan14Document389 pagesEKM Worldwide Jan14Muhammed RazaNo ratings yet
- International Trade TheoriesDocument41 pagesInternational Trade TheoriesShruti VadherNo ratings yet
- Unctad: United Nations Conference On Trade and DevelopmentDocument10 pagesUnctad: United Nations Conference On Trade and DevelopmentPooja Kaushiki ShandilyaNo ratings yet
- Population, Output and Trade: Erzo G.J. Luttmer University of MinnesotaDocument19 pagesPopulation, Output and Trade: Erzo G.J. Luttmer University of MinnesotaescialspedNo ratings yet
- Wto & IndiaDocument24 pagesWto & IndiaAnonymous y3E7iaNo ratings yet
- Vietnam to become second largest furniture exporter by 2027Document2 pagesVietnam to become second largest furniture exporter by 2027Anthony WongNo ratings yet
- Ciber Café: Registro de Horas de Uso Por ComputadoraDocument60 pagesCiber Café: Registro de Horas de Uso Por ComputadoraWalther StrongerNo ratings yet
- WTO SPS Agreement and Dispute SettlementDocument5 pagesWTO SPS Agreement and Dispute SettlementSatyam RastogiNo ratings yet
- Guidelines Doing Business in MalaysiaDocument39 pagesGuidelines Doing Business in Malaysiashm064No ratings yet
- Lecture at Tel Aviv University by Esther Guluma of Fair Trade InternationalDocument54 pagesLecture at Tel Aviv University by Esther Guluma of Fair Trade InternationalIsraelDevNo ratings yet
- Concept of International TradeDocument14 pagesConcept of International TradeAshwini Kumar100% (1)
- Adam Smith's Absolute Advantage TheoryDocument2 pagesAdam Smith's Absolute Advantage TheoryBadhon KhanNo ratings yet
- Significance of International TradeDocument4 pagesSignificance of International Tradeboss_144569224No ratings yet
- Flow FW24 FJALLRAVEN Bulk Shipping InstructionDocument13 pagesFlow FW24 FJALLRAVEN Bulk Shipping InstructionNguyễn Phương LanNo ratings yet