You might also like
- Foaming Characteristics of Al-Si-Mg (LM25)Document6 pagesFoaming Characteristics of Al-Si-Mg (LM25)rahul kumarNo ratings yet
- Metal Foams - Manufacture and Physics of FoamingDocument17 pagesMetal Foams - Manufacture and Physics of FoamingDaniela Silva MolinaNo ratings yet
- MenuCommands EDocument30 pagesMenuCommands Erahul kumarNo ratings yet
- Budget DescriptionDocument1 pageBudget Descriptionrahul kumarNo ratings yet
- Chemical Engineering Department: Seminar OnDocument20 pagesChemical Engineering Department: Seminar Onrahul kumarNo ratings yet
- MenuCommands EDocument1 pageMenuCommands Erahul kumarNo ratings yet
- Hotstar CookiesDocument38 pagesHotstar Cookiesrahul kumarNo ratings yet
- Branches Available in NitDocument5 pagesBranches Available in Nitrahul kumarNo ratings yet
- Biodigester Manual EnglishDocument8 pagesBiodigester Manual Englishanapen100% (1)
- Biogas Power PlantsDocument11 pagesBiogas Power Plantsrahul kumarNo ratings yet
- CCNADocument225 pagesCCNArahul kumar0% (1)
- Biodigester-Manual 12 PDFDocument21 pagesBiodigester-Manual 12 PDFAnnah FolushoNo ratings yet
- BiogasDocument5 pagesBiogasrahul kumarNo ratings yet
- Small Scale Biogas PlansDocument3 pagesSmall Scale Biogas PlansQuinton357No ratings yet
- Biogas Imp ManualDocument131 pagesBiogas Imp Manualrahul kumarNo ratings yet
- IIT Bombay PHD TopicsDocument8 pagesIIT Bombay PHD Topicsrahul kumarNo ratings yet
- A Project Report On GREEN ENERGYDocument22 pagesA Project Report On GREEN ENERGYrahul kumar67% (3)
- Mars Orbiter MissionDocument13 pagesMars Orbiter Missionrahul kumarNo ratings yet
- Question & Answer Set-5Document8 pagesQuestion & Answer Set-5rahul kumar100% (1)
- Subpart V Final RuleDocument50 pagesSubpart V Final Rulemahmoud osama100% (1)
- What Is A ShuntDocument2 pagesWhat Is A Shuntrahul kumarNo ratings yet
- Part2 10Document75 pagesPart2 10kythyfNo ratings yet
- Lec 32Document17 pagesLec 32rahul kumarNo ratings yet
- Mars Orbiter Mission - MOMDocument17 pagesMars Orbiter Mission - MOMrahul kumarNo ratings yet
- No. of Passes Length of Specimen Width of Specimen Height of SpecimenDocument1 pageNo. of Passes Length of Specimen Width of Specimen Height of Specimenrahul kumarNo ratings yet
- 5 Plastic AnalysisDocument14 pages5 Plastic AnalysisParveen RidhalNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Tsi 20040109 PDFDocument2 pagesTsi 20040109 PDFenache_marian0% (1)
- Indigo GdpiDocument1 pageIndigo Gdpimanoj agrawallaNo ratings yet
- Multiple Stiffened Cold-Formed Steel Profiles For Cylindrical Vault Roofing SystemsDocument24 pagesMultiple Stiffened Cold-Formed Steel Profiles For Cylindrical Vault Roofing SystemsTiago LopesNo ratings yet
- Competency-Check-H e I ADocument20 pagesCompetency-Check-H e I Abaldo yellow4No ratings yet
- Thermocouple & PRT Cable Selection GuideDocument15 pagesThermocouple & PRT Cable Selection Guidetees220510No ratings yet
- GaAs solar cell modeling improves efficiencyDocument4 pagesGaAs solar cell modeling improves efficiencyTarak BenslimaneNo ratings yet
- LHR IndstryDocument84 pagesLHR Indstryabubakar09ect50% (2)
- Cathode Ray Oscilloscope (Cro)Document2 pagesCathode Ray Oscilloscope (Cro)jesunathan44@yahoo.comNo ratings yet
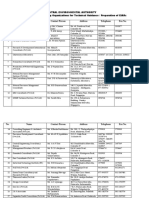
- New Consultant List 20177 For Cea Website 10.02.2016Document4 pagesNew Consultant List 20177 For Cea Website 10.02.2016hxian.y9333No ratings yet
- TachometerDocument51 pagesTachometerKiran SugandhiNo ratings yet
- What Is Transmission Channel ?Document12 pagesWhat Is Transmission Channel ?tusharNo ratings yet
- Foundation DesignDocument7 pagesFoundation DesignPrasad GNNo ratings yet
- Impact of Gadgets on Learning in Senior High StudentsDocument16 pagesImpact of Gadgets on Learning in Senior High StudentsBlessing Joy Capiz83% (36)
- Weigelt Experience With Stator End-Winding Vibrations Causes, Solutions and Monitoring EPRI 2011, AlbanyDocument53 pagesWeigelt Experience With Stator End-Winding Vibrations Causes, Solutions and Monitoring EPRI 2011, AlbanyKevin Luis Perez QuirozNo ratings yet
- Kitchen Equipment Dimensions and SpecsDocument25 pagesKitchen Equipment Dimensions and SpecselektrikCi124No ratings yet
- Local buckling classificationDocument10 pagesLocal buckling classificationHaya BakerNo ratings yet
- Fertilizer Granulating Machine TypesDocument4 pagesFertilizer Granulating Machine TypesMichael MedinaNo ratings yet
- OpenDSS Level 1 TrainingDocument85 pagesOpenDSS Level 1 Trainingraul_bsu100% (1)
- Group Presentation on CIM, Database Systems and Product Life CyclesDocument23 pagesGroup Presentation on CIM, Database Systems and Product Life Cyclesশাহীন আহেমদNo ratings yet
- Frame RelayDocument33 pagesFrame RelayDilsha AshrafNo ratings yet
- EC 351 AC Analog Communication Lab ManualDocument117 pagesEC 351 AC Analog Communication Lab Manualhodibaaba1No ratings yet
- Database transactions, recovery, and concurrencyDocument30 pagesDatabase transactions, recovery, and concurrencyIvan Jan AvigueteroNo ratings yet
- Satrack Full Report New2Document17 pagesSatrack Full Report New2ammayi9845_930467904No ratings yet
- Sae j419 1983 Methods of Measuring Decarburization PDFDocument8 pagesSae j419 1983 Methods of Measuring Decarburization PDFSumeet SainiNo ratings yet
- 10.4 Modes of TransportDocument12 pages10.4 Modes of TransportAya Magdy AhmedNo ratings yet
- Geotech Final ReportDocument38 pagesGeotech Final Reportapi-320590292No ratings yet
- Projection Achievement ReportDocument8 pagesProjection Achievement ReportPskaruppiah KarupsNo ratings yet
- SSP421 Body BasicsDocument76 pagesSSP421 Body Basicsmamuko100% (3)
- MIMO Capacity Increase in UMTS/HSPA+ SystemsDocument159 pagesMIMO Capacity Increase in UMTS/HSPA+ SystemslikameleNo ratings yet
- Ion Thruster GuideDocument16 pagesIon Thruster GuideMimsisiNo ratings yet