You might also like
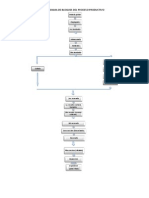
- Flujograma de Procesos Del LapizDocument3 pagesFlujograma de Procesos Del LapizLevy Franco100% (2)
- El Beso - Elizabeth HickeyDocument556 pagesEl Beso - Elizabeth HickeyPilar GalánNo ratings yet
- Ceramica Italia Su Proceso y FabricacionDocument3 pagesCeramica Italia Su Proceso y Fabricacionwilmer alexander ortega pabon100% (2)
- Sistemas de Manufactura - Semana 2 VirtualDocument3 pagesSistemas de Manufactura - Semana 2 Virtualsjdjd ddjdjfNo ratings yet
- Fabricación Del Sistema DrywallDocument6 pagesFabricación Del Sistema DrywallJose Ascate Ramos100% (1)
- Fabricacion de Botellas de VidrioDocument20 pagesFabricacion de Botellas de VidrioJhoan PerezNo ratings yet
- Tema 17 MúsicaDocument6 pagesTema 17 MúsicaDaniel DelgadoNo ratings yet
- Detalles de elementos estructurales de concreto armadoDocument7 pagesDetalles de elementos estructurales de concreto armadoEduardo Hurtado PulidoNo ratings yet
- Sostenibilidad en Interiorismo PDFDocument12 pagesSostenibilidad en Interiorismo PDFLuis Angel Razuri MatosNo ratings yet
- Ejercicio 1. Gestión Por ProcesosDocument2 pagesEjercicio 1. Gestión Por ProcesosJhonny ParkNo ratings yet
- Semana 6. (CE-442) .Cerámica II - 2020-IIDocument57 pagesSemana 6. (CE-442) .Cerámica II - 2020-IIOlmedo Aedo HUYHUA ACEVEDONo ratings yet
- Informe CeramicosDocument12 pagesInforme CeramicosjulianaNo ratings yet
- Proceso de Fabricación de Materiales CerámicosDocument7 pagesProceso de Fabricación de Materiales CerámicosJezux Aurelio VazkxNo ratings yet
- Lab 5 Diagrama Flujo MaikDocument8 pagesLab 5 Diagrama Flujo MaikEdson MirandaNo ratings yet
- Fabricación ladrillos: etapas proceso industrialDocument2 pagesFabricación ladrillos: etapas proceso industrialDiego Nicolas Muñoz RodríguezNo ratings yet
- Procesos y Produccion Industria de Los CeramicosDocument4 pagesProcesos y Produccion Industria de Los CeramicosRoger Zelada MoralesNo ratings yet
- UNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedDocument42 pagesUNIDAD IV - TEMA 12.9 ORIGEN ARTIFICIAL MINERAL, PÉTREOS ARTESANALES POR COCCIÓN-LADRILLOS Y TEJAS CERÁMICOS 2021 - GRUPO 9.0 - CompressedNICOLE GISELA MORALES ZAMBRANA0% (1)
- Proceso Productivo Del LadrilloDocument9 pagesProceso Productivo Del LadrilloSonyaChombaAcuñaNo ratings yet
- Técnica de ColajeDocument2 pagesTécnica de ColajeAngelaKarinaTozcanoNo ratings yet
- Procesamiento de Materiales CerámicosDocument4 pagesProcesamiento de Materiales Cerámicosvalentina sanchez100% (1)
- Ejercicio 2 Muñecas - UnlockedDocument19 pagesEjercicio 2 Muñecas - UnlockedAndrea Eunice Martínez SantosNo ratings yet
- Leccion14 VIDRIO Conformado procesoFLOTADODocument65 pagesLeccion14 VIDRIO Conformado procesoFLOTADOluisinblueNo ratings yet
- Proceso Productivo de La CerámicaDocument7 pagesProceso Productivo de La CerámicaCarlitos Sánchez Calla50% (2)
- Procesos CeramicosDocument28 pagesProcesos CeramicosGiovana Kathedry CordovaNo ratings yet
- Proceso de Obtencion de CeramicaDocument10 pagesProceso de Obtencion de CeramicaLuis SantillanoNo ratings yet
- Portafolio de ProyectosDocument99 pagesPortafolio de Proyectosjorleny falconezNo ratings yet
- LadrillosDocument7 pagesLadrillosjenniffer petitNo ratings yet
- Los VitralesDocument11 pagesLos VitralesJefferson RomeroNo ratings yet
- Informe FinalDocument11 pagesInforme FinalAlejandro PlataNo ratings yet
- Visita A Planta CFG y Conservera El Ferrol 1 y 2Document10 pagesVisita A Planta CFG y Conservera El Ferrol 1 y 2Greissy EncinasNo ratings yet
- Informe 06 - Ceramica IIDocument13 pagesInforme 06 - Ceramica IIOlmedo HNo ratings yet
- Conclusion Comp. 4.1Document13 pagesConclusion Comp. 4.1Guillermo Pacheco OrtizNo ratings yet
- Producción de VidrioDocument25 pagesProducción de VidrioangelbroderNo ratings yet
- Reporte 4quimicaDocument10 pagesReporte 4quimicaVictor HaNo ratings yet
- Escenario 5 Proc 5Document14 pagesEscenario 5 Proc 5Karen Alexandra MeloNo ratings yet
- Moldeado arcilla procesoDocument4 pagesMoldeado arcilla procesoJose Levis Aquino GonzalesNo ratings yet
- Ejercicio 1. Gestión Por ProcesosDocument2 pagesEjercicio 1. Gestión Por ProcesosJhonny ParkNo ratings yet
- Nombre de Informa de Taller de CeramicaDocument3 pagesNombre de Informa de Taller de CeramicaBRYAN CCOLQQUENo ratings yet
- Procesamiento de cerámicas sanitarias y fabricación de vidrioDocument18 pagesProcesamiento de cerámicas sanitarias y fabricación de vidrioMichu Herreria CsbNo ratings yet
- Avance de Informe TarracoDocument7 pagesAvance de Informe TarracoJohanna AlfaroNo ratings yet
- Fabricación azulejos artesanales paso a pasoDocument1 pageFabricación azulejos artesanales paso a pasoPoly GonzalezNo ratings yet
- Proceso Del Vidrio FlotadoDocument9 pagesProceso Del Vidrio FlotadoLogan JulienNo ratings yet
- Industria Material CeramicoDocument16 pagesIndustria Material CeramicoJuan perezNo ratings yet
- Trabajo Final - Primer AvanceDocument18 pagesTrabajo Final - Primer AvanceMartin E ValdiviezoNo ratings yet
- Proceso de fabricación ladrillosDocument3 pagesProceso de fabricación ladrillosKrsna CepedaNo ratings yet
- Proceso de Produccion 2Document4 pagesProceso de Produccion 2Jimmy Idrogo Celis100% (1)
- Contr. Ladrillos Lab.Document5 pagesContr. Ladrillos Lab.Alejandra FarfanNo ratings yet
- Diagnóstico de causas en la fabricación de ladrillosDocument10 pagesDiagnóstico de causas en la fabricación de ladrillosNicole HuaytallaNo ratings yet
- Fabrica de LadrillosDocument1 pageFabrica de LadrillosWilder PokaNo ratings yet
- Procesos de producción de ladrillos, acero y drywallDocument1 pageProcesos de producción de ladrillos, acero y drywallWendy Vanessa Alania LeonNo ratings yet
- Proceso de Obtencion de La CeramicaDocument10 pagesProceso de Obtencion de La CeramicaLuis SantillanoNo ratings yet
- Choque Luque-Lab°7Document4 pagesChoque Luque-Lab°7Angela Choque LuqueNo ratings yet
- Proceso Tecnológico de Los Caramelos Duros Línea FizzDocument12 pagesProceso Tecnológico de Los Caramelos Duros Línea FizzMARIO ANDRES ALBINONo ratings yet
- Fabricacion de LadrillosDocument3 pagesFabricacion de LadrillosAlexis CaballeroNo ratings yet
- Proceso de FabricaciónDocument6 pagesProceso de Fabricacióncristhian sierraNo ratings yet
- Proceso de Creación de VidrioDocument30 pagesProceso de Creación de VidriohenryNo ratings yet
- Primer Examen de Procesos Industriales IiDocument11 pagesPrimer Examen de Procesos Industriales Iimiguel toledoNo ratings yet
- INFORME CeramicosDocument5 pagesINFORME CeramicosLuis Espinoza SanchezNo ratings yet
- TP 3 Materiales CerámicosDocument6 pagesTP 3 Materiales Cerámicosdemian demian demian demianNo ratings yet
- CERAMICA DEL ESTE MichelleDocument12 pagesCERAMICA DEL ESTE Michellemichelle benavidesNo ratings yet
- Diagrama de BloquesDocument6 pagesDiagrama de BloquesElias Sulca Quispe0% (2)
- Informe 2 Procesos (Tarraco Creo)Document5 pagesInforme 2 Procesos (Tarraco Creo)alberto quispe gonzales100% (1)
- Proyecto de Aula Procesos y Sistemas TermicosDocument6 pagesProyecto de Aula Procesos y Sistemas TermicosJuan Andrés VelásquezNo ratings yet
- Procedimiento de Inspeccion y Calidad - Cambio de Tuberia de 10 y 18Document8 pagesProcedimiento de Inspeccion y Calidad - Cambio de Tuberia de 10 y 18darkzero20No ratings yet
- DocumentoDocument6 pagesDocumentoGuillermo Enrique Romay VillaNo ratings yet
- Ejemplos de Figuras RetóricasDocument18 pagesEjemplos de Figuras RetóricasManuel VNo ratings yet
- Sobre Señorita EtcDocument17 pagesSobre Señorita EtcJosé CastilloNo ratings yet
- Esquematica, Diseño de InformacionDocument3 pagesEsquematica, Diseño de InformacionFelipePGNo ratings yet
- Evaluación infografía Educación InclusivaDocument2 pagesEvaluación infografía Educación InclusivaLuis UlloaNo ratings yet
- Análisis de Bodas de Sangre de LorcaDocument12 pagesAnálisis de Bodas de Sangre de LorcaAlejandro MugruzaNo ratings yet
- Museo Cerralbo reabre tras reformaDocument26 pagesMuseo Cerralbo reabre tras reformaJose Luis SesmaNo ratings yet
- ClasicismoDocument20 pagesClasicismoYaneth Coy IxmayNo ratings yet
- Arte Plumario de La Nueva EspañaDocument4 pagesArte Plumario de La Nueva EspañaSalvador RamzNo ratings yet
- Liber. Semiótica Del Cómic PDFDocument24 pagesLiber. Semiótica Del Cómic PDFJorge Sanchez SanchezNo ratings yet
- Nivel B RetratoDocument3 pagesNivel B RetratoMaria Raquel CampiNo ratings yet
- Herreria Padua 2Document1 pageHerreria Padua 2Allen LopezNo ratings yet
- Anotaciones Importantes de La Historia y Arte en Grecia y RomaDocument3 pagesAnotaciones Importantes de La Historia y Arte en Grecia y RomaArtemis BalbNo ratings yet
- InformeDocument42 pagesInformeAlberto MelgarNo ratings yet
- Creación de Servidores Mágicos: Fase 1 - DiseñoDocument15 pagesCreación de Servidores Mágicos: Fase 1 - DiseñoDiego CasanovaNo ratings yet
- Esquema de JuegosDocument2 pagesEsquema de JuegosMaria FeNo ratings yet
- Las VanguardiasDocument7 pagesLas VanguardiasLaura No EstáNo ratings yet
- Presentación COLOR PDFDocument36 pagesPresentación COLOR PDFfonkerNo ratings yet
- Arte y CulturaDocument3 pagesArte y CulturaBradley Castillo Inca100% (1)
- Eett Utiles de Escritorio - SupervisorDocument5 pagesEett Utiles de Escritorio - SupervisorElvis MFNo ratings yet
- Repertorio para Recepciones de Boda 2016 PDFDocument11 pagesRepertorio para Recepciones de Boda 2016 PDFGerson de la Cruz0% (1)
- Wa0009Document4 pagesWa0009HenryNo ratings yet
- S.5 Metrado y Arco de Medio PuntoDocument27 pagesS.5 Metrado y Arco de Medio PuntoMarcelo NeiraNo ratings yet
- Módulo III Diseñar Archivos Digitales para Aplicacion Editorial PDFDocument34 pagesMódulo III Diseñar Archivos Digitales para Aplicacion Editorial PDFZuly Nuñez100% (1)
- 3ro - Intensificacion 2024 - PDL SecuenciaDocument15 pages3ro - Intensificacion 2024 - PDL SecuenciaSilvina TenganNo ratings yet