You might also like
- Boiler TroublesDocument12 pagesBoiler TroublesHARSH CHAUHAN 20SCSE1010094No ratings yet
- Boiler Treatment, Lecture 3Document75 pagesBoiler Treatment, Lecture 3Eisar Khan100% (1)
- Silica RemovalDocument2 pagesSilica Removaladehriya100% (1)
- Cooling Water Chemistry Problems and SolutionsDocument60 pagesCooling Water Chemistry Problems and Solutionspavanchem61No ratings yet
- Boiler Feed Water and Its Treatments 1Document27 pagesBoiler Feed Water and Its Treatments 1Rahul AhujaNo ratings yet
- Essentials For A Sound Boiler Water Treatment ProgramDocument60 pagesEssentials For A Sound Boiler Water Treatment ProgramambuenaflorNo ratings yet
- STD Spec For Boiler Chemical CompoundDocument21 pagesSTD Spec For Boiler Chemical CompoundSunny Ooi100% (1)
- Inhibitor Choice & DosageDocument6 pagesInhibitor Choice & DosagemnasiroleslamiNo ratings yet
- HRSG Water ChemistryDocument83 pagesHRSG Water ChemistrynivasssvNo ratings yet
- 11.boiler Water ChemistryDocument9 pages11.boiler Water Chemistrykcp1986No ratings yet
- Nalco ACT: Boiler Water Operator Training NotesDocument4 pagesNalco ACT: Boiler Water Operator Training NotesSheikh Sahab100% (1)
- Diethyl Hydroxylamine As Oxygen Scavanger For Boiler Water TreatmentDocument10 pagesDiethyl Hydroxylamine As Oxygen Scavanger For Boiler Water TreatmentDvsrani AnbananthanNo ratings yet
- Your Problems & Our Solutions: Problems Related To Cooling Water TreatmentDocument6 pagesYour Problems & Our Solutions: Problems Related To Cooling Water TreatmentBidyut ChakrabortyNo ratings yet
- The Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High StressedDocument23 pagesThe Use of Polymers To Improve Control of Calcium Phosphonate and Calcium Carbonate in High Stressedwilmar100% (1)
- Silica Scaling in Water TreatmentDocument5 pagesSilica Scaling in Water TreatmentRais Nur FuadiNo ratings yet
- Boiler Feed Water Specifications - Specifications of Boiler WaterDocument9 pagesBoiler Feed Water Specifications - Specifications of Boiler WaterJean YureNo ratings yet
- GE Handbook Guide to Preventing Corrosion in Steam SystemsDocument19 pagesGE Handbook Guide to Preventing Corrosion in Steam SystemsEngr Irfan AkhtarNo ratings yet
- 07 - Lime SofteningDocument4 pages07 - Lime SofteningRAJ_1978No ratings yet
- Different Systems For Boiler Feed Water TreatmentDocument30 pagesDifferent Systems For Boiler Feed Water TreatmentsudirmanNo ratings yet
- Boiler Corrosion & Feedwater TreatmentDocument24 pagesBoiler Corrosion & Feedwater Treatmentmohan4175No ratings yet
- Pi Bond Collodial Silica in Power Plant Water ChemistryDocument4 pagesPi Bond Collodial Silica in Power Plant Water Chemistryak_thimiriNo ratings yet
- Tannin BasedDocument5 pagesTannin BasedVinod SindhavNo ratings yet
- Calcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionsDocument8 pagesCalcium Phosphate Scale Formation From Simulated Milk Ultrafiltrate SolutionssegundosoporteNo ratings yet
- DOW UF Case Study For High Turbid WaterDocument5 pagesDOW UF Case Study For High Turbid WaterWendyNo ratings yet
- Water Impact Index: Evaluating the Impact of Human Activity on Water ResourcesDocument33 pagesWater Impact Index: Evaluating the Impact of Human Activity on Water ResourcesSunny OoiNo ratings yet
- Water Treatment Chemicals ListDocument1 pageWater Treatment Chemicals ListPrashanth JeerNo ratings yet
- Cooling Water Treatment Advanced Training Course Cooling Water Treatment ... (Pdfdrive)Document266 pagesCooling Water Treatment Advanced Training Course Cooling Water Treatment ... (Pdfdrive)mohamed YaakoupNo ratings yet
- Closed System Protection Handbook PDFDocument10 pagesClosed System Protection Handbook PDFBrightwaterprocessNo ratings yet
- Water Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniDocument24 pagesWater Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniAbhishek Prakash Srivastava100% (1)
- Water Treatment EssentialsDocument24 pagesWater Treatment EssentialsNagaraju BasaNo ratings yet
- Boiler Water TreatmentDocument5 pagesBoiler Water TreatmentUsamaNo ratings yet
- Water Treatment Chemistry - Cooling TowersDocument44 pagesWater Treatment Chemistry - Cooling TowersM muzamil RM3No ratings yet
- Boiler Water Treatment - Lessons LearntDocument22 pagesBoiler Water Treatment - Lessons LearntDidier SanonNo ratings yet
- Boiler Water TreatmentDocument8 pagesBoiler Water TreatmenthorascanmanNo ratings yet
- Treatment and Corrosion Control of Cooling WaterDocument57 pagesTreatment and Corrosion Control of Cooling Waterlonelystar19No ratings yet
- Open Cooling System Guide ALP 25 July 2013 Final VerDocument42 pagesOpen Cooling System Guide ALP 25 July 2013 Final VerivanrhsNo ratings yet
- Adv 885 Ro Pac M QuickrefguideDocument8 pagesAdv 885 Ro Pac M QuickrefguideAlejandroOdioCastilloNo ratings yet
- Feed Water ManagementDocument31 pagesFeed Water ManagementAnmol AgarwalNo ratings yet
- 216Document16 pages216Mehdi NasiroleslamiNo ratings yet
- Cathotic ProtectionDocument5 pagesCathotic Protectionkrishna_swaroop99No ratings yet
- Orthopolyphosphate Corrosion Inhibitors PDFDocument2 pagesOrthopolyphosphate Corrosion Inhibitors PDFmudassarhussainNo ratings yet
- Real Time Boiler TreatmentDocument4 pagesReal Time Boiler TreatmentJustin GentryNo ratings yet
- Zinc Chloride Sol and Solid DataDocument4 pagesZinc Chloride Sol and Solid DataAnonymous jDvJoTNo ratings yet
- Cooling Water TreatmentDocument31 pagesCooling Water Treatmentpadmesh awasthiNo ratings yet
- Document No. 13 - Oxygen ScavengersDocument3 pagesDocument No. 13 - Oxygen Scavengerssergio_perNo ratings yet
- Harga Bahan KimiaDocument2 pagesHarga Bahan KimiaAndre Gazali Malik100% (1)
- Drew DosageDocument2 pagesDrew DosagepjyotNo ratings yet
- Ion Exchange Process & Application ExplainedDocument12 pagesIon Exchange Process & Application ExplainedAbhisek BhattacharyaNo ratings yet
- TechSheet109 - Corrosion in DeaeratorsDocument1 pageTechSheet109 - Corrosion in DeaeratorsrinthusNo ratings yet
- Basic Guide To Boiler Water TreatmentDocument8 pagesBasic Guide To Boiler Water TreatmentjewettwaterNo ratings yet
- 3.de MineralisationDocument56 pages3.de MineralisationYogesh WadhwaNo ratings yet
- EPPWT HandoutDocument47 pagesEPPWT HandoutBhargav ChaudhariNo ratings yet
- Nalco ACT® Advanced CondensateDocument2 pagesNalco ACT® Advanced Condensatemirceablaga86No ratings yet
- Water Lecture Series: Scale, Sludge and Caustic EmbrittlementDocument23 pagesWater Lecture Series: Scale, Sludge and Caustic Embrittlementsayan halderNo ratings yet
- Module V LecDocument21 pagesModule V LecAman John TuduNo ratings yet
- Engineering Chemistry Unit 2 Notes RGPVDocument12 pagesEngineering Chemistry Unit 2 Notes RGPVMufaddal HamidNo ratings yet
- Unit II Boiler Corrosion and Softening MethodsDocument13 pagesUnit II Boiler Corrosion and Softening MethodsMohit PawarNo ratings yet
- Unit 2 - Chemistry - WWW - Rgpvnotes.inDocument14 pagesUnit 2 - Chemistry - WWW - Rgpvnotes.inRajesh KumarNo ratings yet
- OJT 6 - Boiler ProblemsDocument27 pagesOJT 6 - Boiler ProblemsAzizul IshakNo ratings yet
- Sludge and Scale Formation FullDocument15 pagesSludge and Scale Formation FullpwjoddNo ratings yet
- SIGMADUR 550 BASE RAL7035 EnglishDocument14 pagesSIGMADUR 550 BASE RAL7035 Englishbuitems11No ratings yet
- Introduction To Mass TransferDocument44 pagesIntroduction To Mass TransferGhazanferAliNo ratings yet
- Geology Report Group 6Document19 pagesGeology Report Group 6Muiz Sofi100% (1)
- Mechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresDocument39 pagesMechanical Properties of Concrete Using Flyash With Addition of Polypropylene FibresMohammed AzharuddinNo ratings yet
- Ds Oil and Grease TypesDocument2 pagesDs Oil and Grease TypesIsaias BarbaNo ratings yet
- Closures Technical Manual 14nov2008Document37 pagesClosures Technical Manual 14nov2008jjescudero100% (1)
- Items To Review at Hostel CHC ZAMKODocument1 pageItems To Review at Hostel CHC ZAMKOHumphrey OnyejegbuNo ratings yet
- A Report On Civil Engineering Student's Internship Programme (CESIP) of Building ConstructionDocument29 pagesA Report On Civil Engineering Student's Internship Programme (CESIP) of Building Constructionhammad dhillonNo ratings yet
- Building TechnologyDocument3 pagesBuilding TechnologyClaro III TabuzoNo ratings yet
- Schedule of Rates 2014Document10 pagesSchedule of Rates 2014A. S. M. Elias ShahNo ratings yet
- Asme b31.3 InterpretationsDocument18 pagesAsme b31.3 InterpretationsMallela Sampath KumarNo ratings yet
- E Waste SamsungDocument12 pagesE Waste SamsungaisahNo ratings yet
- The Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticDocument3 pagesThe Effectiveness of Cassava (Manihot Esculenta) Starch in Creating Biodegradable PlasticKimi Annika VillarealNo ratings yet
- Sample Problem Mod 3 CPCDocument6 pagesSample Problem Mod 3 CPCAman PratikNo ratings yet
- Technical Design Information for Latrine ConstructionDocument24 pagesTechnical Design Information for Latrine Constructionchris mwauraNo ratings yet
- CLP Regulation (EC) No. 1272-2008 On The Classification, Labelling and Packaging of Substances and Mixtures PDFDocument1 pageCLP Regulation (EC) No. 1272-2008 On The Classification, Labelling and Packaging of Substances and Mixtures PDFCan YıldırımNo ratings yet
- DPW G2 Multi Pole Spec SheetDocument2 pagesDPW G2 Multi Pole Spec SheetlNo ratings yet
- Chemistry: Pearson EdexcelDocument16 pagesChemistry: Pearson EdexcelHosni ShowikeNo ratings yet
- Advanced Lab Course 50: PhotovoltaicsDocument18 pagesAdvanced Lab Course 50: PhotovoltaicsHamza OuerfelliNo ratings yet
- Lec 3Document14 pagesLec 3anuda09No ratings yet
- Soal QafcoDocument3 pagesSoal QafcoRatu CeliaNo ratings yet
- GC6000-2-4 Selection of Bearing SizeDocument5 pagesGC6000-2-4 Selection of Bearing SizeFrancisco AlessandriNo ratings yet
- ALLOTMENT DETAILS IN DA/DP EDAYARDocument30 pagesALLOTMENT DETAILS IN DA/DP EDAYARJoe Raj DaaluNo ratings yet
- Alphawool 1600 Vacuum Formed Board Data SheetDocument2 pagesAlphawool 1600 Vacuum Formed Board Data SheetGurdeep Sungh AroraNo ratings yet
- Lecture 3 Coagulation and FlocculationDocument53 pagesLecture 3 Coagulation and FlocculationAbo-Khaled Mohammed100% (1)
- (L17) Twinning F12 PlagioklasDocument30 pages(L17) Twinning F12 PlagioklasRadhitya Adzan HidayahNo ratings yet
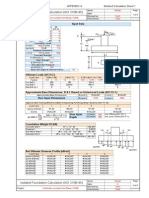
- Isolated Foundation Calculation (ACI 318M-95) : Input DataDocument5 pagesIsolated Foundation Calculation (ACI 318M-95) : Input DataJuan CarlosNo ratings yet
- Indian Railways MIG Wire Technical RequirementsDocument17 pagesIndian Railways MIG Wire Technical RequirementsJoherNo ratings yet
- WS1000-EN Table of ContentsDocument3 pagesWS1000-EN Table of ContentsNeesonNo ratings yet
- Dowsil 335 Butyl Sealant: Primary Sealant For Insulating GlassDocument2 pagesDowsil 335 Butyl Sealant: Primary Sealant For Insulating GlassKhurshed Alam IndiaNo ratings yet
- Asset Integrity Management for Offshore and Onshore StructuresFrom EverandAsset Integrity Management for Offshore and Onshore StructuresNo ratings yet
- Industrial Piping and Equipment Estimating ManualFrom EverandIndustrial Piping and Equipment Estimating ManualRating: 5 out of 5 stars5/5 (7)
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Hydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisFrom EverandHydraulic Fracturing in Unconventional Reservoirs: Theories, Operations, and Economic AnalysisNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Oil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionFrom EverandOil and Gas Pipelines and Piping Systems: Design, Construction, Management, and InspectionRating: 4.5 out of 5 stars4.5/5 (16)
- Pipeline Integrity: Management and Risk EvaluationFrom EverandPipeline Integrity: Management and Risk EvaluationRating: 4.5 out of 5 stars4.5/5 (6)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Practical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsFrom EverandPractical Wellbore Hydraulics and Hole Cleaning: Unlock Faster, more Efficient, and Trouble-Free Drilling OperationsRating: 5 out of 5 stars5/5 (1)
- Black Gold Stranglehold: The Myth of Scarcity and the Politics of OilFrom EverandBlack Gold Stranglehold: The Myth of Scarcity and the Politics of OilNo ratings yet
- Deepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationFrom EverandDeepwater Drilling: Well Planning, Design, Engineering, Operations, and Technology ApplicationRating: 4.5 out of 5 stars4.5/5 (2)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)
- Oil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsFrom EverandOil & Gas Design Engineering Guide Book: Useful Practices and Equipment & SystemsNo ratings yet
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Risk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesFrom EverandRisk Management in the Oil and Gas Industry: Offshore and Onshore Concepts and Case StudiesNo ratings yet
- Prevention of Valve Fugitive Emissions in the Oil and Gas IndustryFrom EverandPrevention of Valve Fugitive Emissions in the Oil and Gas IndustryNo ratings yet