You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- HR Policy For Hotel IndustriesDocument5 pagesHR Policy For Hotel IndustriesHR Forum India78% (9)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Immune System Quiz ResultsDocument6 pagesImmune System Quiz ResultsShafeeq ZamanNo ratings yet
- Case Studies On Industrial Accidents - 2Document84 pagesCase Studies On Industrial Accidents - 2Parth N Bhatt100% (2)
- ME JBP 70A Pen Dissolved Oxygen Meter PDFDocument1 pageME JBP 70A Pen Dissolved Oxygen Meter PDFpiknikmonsterNo ratings yet
- UntitledDocument4 pagesUntitledfraben1234No ratings yet
- UntitledDocument15 pagesUntitledfraben1234No ratings yet
- UntitledDocument15 pagesUntitledfraben1234No ratings yet
- UntitledDocument9 pagesUntitledfraben1234No ratings yet
- BIRADS Lexicon and Its Histopathological Corroboration in The Diagnosis of Breast LesionsDocument7 pagesBIRADS Lexicon and Its Histopathological Corroboration in The Diagnosis of Breast LesionsInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- SM RSJ 420 800Document77 pagesSM RSJ 420 800elshan_asgarovNo ratings yet
- A&P 2 - Digestive System Flashcards - QuizletDocument1 pageA&P 2 - Digestive System Flashcards - QuizletMunachande KanondoNo ratings yet
- Soal Upk B Inggris PKBM WinaDocument11 pagesSoal Upk B Inggris PKBM WinaCuman MitosNo ratings yet
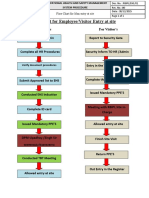
- fLOW CHART FOR WORKER'S ENTRYDocument2 pagesfLOW CHART FOR WORKER'S ENTRYshamshad ahamedNo ratings yet
- Valvula de Leve MasterDocument20 pagesValvula de Leve Masterguillermo trejosNo ratings yet
- Cement ReportDocument86 pagesCement ReportSohaibNo ratings yet
- RA8485 Animal Welfare Act (Carabao Slaughter)Document2 pagesRA8485 Animal Welfare Act (Carabao Slaughter)Jazreth Gaile100% (1)
- Cipac MT 185Document2 pagesCipac MT 185Chemist İnançNo ratings yet
- Reference For Biology AssignmentDocument2 pagesReference For Biology Assignmentdhanieya ganeishNo ratings yet
- Vaginal Examinations in Labour GuidelineDocument2 pagesVaginal Examinations in Labour GuidelinePooneethawathi Santran100% (1)
- Challenges of Tourism Students in Commercial CookingDocument29 pagesChallenges of Tourism Students in Commercial CookingMaeve Anne JaimeNo ratings yet
- The Danger of Microwave TechnologyDocument16 pagesThe Danger of Microwave Technologyrey_hadesNo ratings yet
- EP Series User Manual PDFDocument40 pagesEP Series User Manual PDFa.elwahabNo ratings yet
- Physical Education Worksheet AssessmentsDocument3 pagesPhysical Education Worksheet AssessmentsMichaela Janne VegigaNo ratings yet
- Farid Jafarov ENG Project FinanceDocument27 pagesFarid Jafarov ENG Project FinanceSky walkingNo ratings yet
- Very Easy Toeic Units 7 - 12 (Q1)Document39 pagesVery Easy Toeic Units 7 - 12 (Q1)Minh KhaiNo ratings yet
- Soal UTS Bahasa Inggris SMP Semester Genap Tahun Ajaran 2020Document5 pagesSoal UTS Bahasa Inggris SMP Semester Genap Tahun Ajaran 2020awan MustofaNo ratings yet
- Book 1Document94 pagesBook 1JOHNNo ratings yet
- Q1 Tle 4 (Ict)Document34 pagesQ1 Tle 4 (Ict)Jake Role GusiNo ratings yet
- 10059-DC-K-01-A Design BasisDocument34 pages10059-DC-K-01-A Design BasisAnonymous RvIgDUNo ratings yet
- 3-Step Mindset Reset: Overcome Self-Doubt with Mel Robbins' TrainingDocument11 pages3-Step Mindset Reset: Overcome Self-Doubt with Mel Robbins' TrainingBožana RadošNo ratings yet
- HTM 2025 2 (New) Ventilation in HospitalsDocument123 pagesHTM 2025 2 (New) Ventilation in HospitalsArvish RamseebaluckNo ratings yet
- Reading and Listening 2Document4 pagesReading and Listening 2Hải Anh TạNo ratings yet
- Construction and Operation 1. Air Conditioning Control PanelDocument18 pagesConstruction and Operation 1. Air Conditioning Control PanelRoma KuzmychNo ratings yet