You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Mastering IBM I Mcpress 2011 Ed1 PDFDocument953 pagesMastering IBM I Mcpress 2011 Ed1 PDFLuis Panao100% (5)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Chap1 IstqbDocument42 pagesChap1 IstqbAnil Nag100% (2)
- Sample Test Cases For Testing Web and Desktop ApplicationsDocument7 pagesSample Test Cases For Testing Web and Desktop ApplicationsRohit Khurana100% (1)
- MCUXpresso SDK API Reference Manual - MK66F18Document1,201 pagesMCUXpresso SDK API Reference Manual - MK66F18Guilherme Leite JSNo ratings yet
- Croatian Mobility Startup Greyp Bikes Raises FundsDocument18 pagesCroatian Mobility Startup Greyp Bikes Raises FundsDrazenMarjanovicNo ratings yet
- Design and Improvement of A Control System For A Wet Mix Plant With Iot ControlDocument7 pagesDesign and Improvement of A Control System For A Wet Mix Plant With Iot ControlWan Barmawi Mhd. RazaqNo ratings yet
- 1 en 61 ChapterDocument9 pages1 en 61 ChapterWan Barmawi Mhd. RazaqNo ratings yet
- PerforMax Plant Optimization Scorecard OverviewDocument12 pagesPerforMax Plant Optimization Scorecard OverviewWan Barmawi Mhd. RazaqNo ratings yet
- Tito Lucchini - SusannaDocument74 pagesTito Lucchini - SusannaWan Barmawi Mhd. RazaqNo ratings yet
- PerforMax Plant Optimization Scorecard SampleDocument7 pagesPerforMax Plant Optimization Scorecard SampleWan Barmawi Mhd. RazaqNo ratings yet
- Smart Tourism - Product Concept - 25 March 2019Document32 pagesSmart Tourism - Product Concept - 25 March 2019Wan Barmawi Mhd. RazaqNo ratings yet
- PerforMax Plant Optimization Scorecard ServicesDocument1 pagePerforMax Plant Optimization Scorecard ServicesWan Barmawi Mhd. RazaqNo ratings yet
- The Mine To Market Value Chain A Hidden Gem VFDocument8 pagesThe Mine To Market Value Chain A Hidden Gem VFWan Barmawi Mhd. RazaqNo ratings yet
- Industrial IoT - Market ResearchDocument37 pagesIndustrial IoT - Market ResearchWan Barmawi Mhd. Razaq100% (1)
- World-wide Input Output Power Boost XL120DDocument2 pagesWorld-wide Input Output Power Boost XL120DJavier CastilloNo ratings yet
- EN 15232 - BMS For Eficiency of HVAC Buildings PDFDocument87 pagesEN 15232 - BMS For Eficiency of HVAC Buildings PDFStroe George100% (1)
- Preface 2016 Innovative Bridge Design HandbookDocument2 pagesPreface 2016 Innovative Bridge Design HandbookGroupe MilleniumNo ratings yet
- WachsDocument64 pagesWachsJorgeNo ratings yet
- Cooling Fan Motor (Spin-On Element) (Round Solenoid Coil) - S510Document3 pagesCooling Fan Motor (Spin-On Element) (Round Solenoid Coil) - S510JayashankerPeriyaswamyNo ratings yet
- ECE 124 Week 7 ReviewDocument55 pagesECE 124 Week 7 Reviewjahnavi thotaNo ratings yet
- PS Series: Robotic Total StationsDocument4 pagesPS Series: Robotic Total StationsAlina Gabriela TodicaNo ratings yet
- 2021-12-Clamp Proximity Sensor TestingDocument4 pages2021-12-Clamp Proximity Sensor TestingSARET respaldoNo ratings yet
- p328.07x - Vogue Wireless Charging Speaker 2Document28 pagesp328.07x - Vogue Wireless Charging Speaker 2Georgie SNo ratings yet
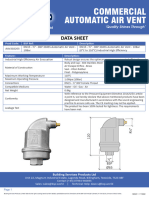
- BSP - Commercial AAV - 10bar - DataSheet - V1.1 - 11-2022Document1 pageBSP - Commercial AAV - 10bar - DataSheet - V1.1 - 11-2022j.iqubalNo ratings yet
- Ooad4 5Document91 pagesOoad4 5B happyNo ratings yet
- Extended Reality XR Over 5G and 5G-Advanced New RaDocument7 pagesExtended Reality XR Over 5G and 5G-Advanced New Ra1RN20IS411No ratings yet
- Learning & Performance Catalog: We Empower People WorldwideDocument56 pagesLearning & Performance Catalog: We Empower People WorldwideStar BreakerNo ratings yet
- Samsung CS29A5HT8XBWT PDFDocument53 pagesSamsung CS29A5HT8XBWT PDFHootOwl IDNo ratings yet
- Bus Bar and LBB Protection PDFDocument33 pagesBus Bar and LBB Protection PDFAlind Dubey100% (5)
- Hirakud-Odisha: S.No Equipment Specification Qty (Nos) SpecificationDocument2 pagesHirakud-Odisha: S.No Equipment Specification Qty (Nos) SpecificationHytech Pvt. Ltd.No ratings yet
- SPLK 1002Document6 pagesSPLK 1002XSayan K XtxtNo ratings yet
- A7800 PDFDocument9 pagesA7800 PDFkarkonNo ratings yet
- Holiday Accident Reduction Program: SSGT 32 Comm/ElectDocument3 pagesHoliday Accident Reduction Program: SSGT 32 Comm/ElectSteven GarrisNo ratings yet
- Nid Automotive Mechtronics Curriculum and Course SpecificationsDocument220 pagesNid Automotive Mechtronics Curriculum and Course SpecificationsSamuel KwaghterNo ratings yet
- SRS SampleDocument31 pagesSRS SampleAbhishek DuttaNo ratings yet
- Quality Management System (ISO 9001) and Environmental Quality Management System (ISO 14001) : Towards An Integrated ModelDocument12 pagesQuality Management System (ISO 9001) and Environmental Quality Management System (ISO 14001) : Towards An Integrated ModelAtul EknathNo ratings yet
- 2.manual ETR300S V1.0 EngDocument142 pages2.manual ETR300S V1.0 EngAgustinus Phatub KurniawanNo ratings yet
- Denver Ac-5000w Mk2 - EnglishDocument2 pagesDenver Ac-5000w Mk2 - EnglishPrva CetaNo ratings yet
- Writing For The Technical ProfessionsDocument557 pagesWriting For The Technical Professionsnewfut93% (14)