You might also like
- Libro Estrategias Financieras Empresariales PDFDocument272 pagesLibro Estrategias Financieras Empresariales PDFjhonba1786% (14)
- Ensamblador SintesisDocument13 pagesEnsamblador SintesisSelena0% (2)
- 04 Introducción Al Cálculo Actuarial HUGO PALACIOSDocument212 pages04 Introducción Al Cálculo Actuarial HUGO PALACIOSYeremias Leso0% (1)
- Diseño de Maquina de Helado CaseraDocument8 pagesDiseño de Maquina de Helado CaseraPaulo Da Cruz Bravo0% (1)
- Conclusiones 2Document4 pagesConclusiones 2Joan GoodmanNo ratings yet
- Ejercicios TEMA 1Document4 pagesEjercicios TEMA 1Gonzalo Enrique Armijos MarchanNo ratings yet
- Diplomado de Profundización en Supply Chain Management y Logística (Opción de Grado)Document4 pagesDiplomado de Profundización en Supply Chain Management y Logística (Opción de Grado)jhonba17No ratings yet
- Formato para La Ejecución de La Guía para El Desarrollo Del Componente PrácticoDocument16 pagesFormato para La Ejecución de La Guía para El Desarrollo Del Componente Prácticojhonba17No ratings yet
- Forecasting Del Llano SADocument1 pageForecasting Del Llano SAjhonba17No ratings yet
- Estructura HorizontalDocument1 pageEstructura Horizontaljhonba17No ratings yet
- Procesos Estratégicos de Las Gestión Del ConocimientoDocument3 pagesProcesos Estratégicos de Las Gestión Del Conocimientojhonba17No ratings yet
- Guía para El Desarrollo Del Componente Práctico - Laboratorio Simulado Diseñar Una Planta Industrial Usando Un Software de Diseño 2D o 3D PDFDocument14 pagesGuía para El Desarrollo Del Componente Práctico - Laboratorio Simulado Diseñar Una Planta Industrial Usando Un Software de Diseño 2D o 3D PDFjhonba17No ratings yet
- Morales, F. & Martínez, N. (2015) de La Consultoría A La Intervención. Gestión y Estrategia, 2015Document17 pagesMorales, F. & Martínez, N. (2015) de La Consultoría A La Intervención. Gestión y Estrategia, 2015Josefina LiraNo ratings yet
- Contenido Unidad 1supply Chain Management PDFDocument42 pagesContenido Unidad 1supply Chain Management PDFMaribell Ordoñez ParraNo ratings yet
- La Simulacion Como Herramienta para La Mejora en El Uso de Recursos Empresariales.Document14 pagesLa Simulacion Como Herramienta para La Mejora en El Uso de Recursos Empresariales.jhonba17No ratings yet
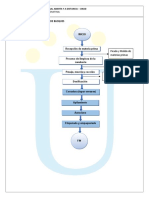
- Plantilla - Diagrama de BloquesDocument1 pagePlantilla - Diagrama de Bloquesjhonba17No ratings yet
- Morales, F. & Martínez, N. (2015) de La Consultoría A La Intervención. Gestión y Estrategia, 2015Document17 pagesMorales, F. & Martínez, N. (2015) de La Consultoría A La Intervención. Gestión y Estrategia, 2015Josefina LiraNo ratings yet
- Procesos Estratégicos de La Gestión Del ConocimientoDocument9 pagesProcesos Estratégicos de La Gestión Del Conocimientomasaco100% (1)
- Syllabus Del Curso Diplomado de Profundización Supply Chain Management y LogísticaDocument15 pagesSyllabus Del Curso Diplomado de Profundización Supply Chain Management y Logísticajhonba17No ratings yet
- OVI Dimensionamiento Planta IndustrialDocument34 pagesOVI Dimensionamiento Planta IndustrialMarce M0% (1)
- Diseño de PlantaDocument9 pagesDiseño de Plantajhonba17No ratings yet
- OVI Dimensionamiento Planta IndustrialDocument34 pagesOVI Dimensionamiento Planta IndustrialMarce M0% (1)
- Segunda WebDocument21 pagesSegunda Webjhonba17No ratings yet
- Manual Attach Electro PDFDocument44 pagesManual Attach Electro PDFjhonba17No ratings yet
- Sillabus Administración FinancieraDocument13 pagesSillabus Administración Financierajhonba17No ratings yet
- Primera WebDocument24 pagesPrimera Webjhonba17No ratings yet
- Syllabus Del Curso Productividad Humana.Document14 pagesSyllabus Del Curso Productividad Humana.jhonba17No ratings yet
- Clientes para Entidades FinancierasDocument12 pagesClientes para Entidades Financierastochtsp0No ratings yet
- Clientes para Entidades FinancierasDocument12 pagesClientes para Entidades Financierastochtsp0No ratings yet
- Libro Estrategias Financieras EmpresarialesDocument61 pagesLibro Estrategias Financieras Empresarialesjhonba17No ratings yet
- Guía Paso 2 - Diagnóstico FinancieroDocument8 pagesGuía Paso 2 - Diagnóstico FinancieroMilena SalazarNo ratings yet
- Cadena de Formación en IndustrialDocument10 pagesCadena de Formación en Industrialjhonba17No ratings yet
- 2da LeyDocument3 pages2da Leyjhonba17No ratings yet
- Administracion FinancieraDocument9 pagesAdministracion Financierajhonba170% (1)
- 7 Termodinamica Celda Electroq P SDocument9 pages7 Termodinamica Celda Electroq P SHania Martinez ValleNo ratings yet
- Interpol Ac I OnDocument8 pagesInterpol Ac I OnEdwin Ramiro Torrico VargasNo ratings yet
- Informe Dilatación LinealDocument9 pagesInforme Dilatación LinealyuryNo ratings yet
- Actividad de Nivelacion para Matemc3a1ticas Grado Decimo BCDocument2 pagesActividad de Nivelacion para Matemc3a1ticas Grado Decimo BCJuan Carlos MosqueraNo ratings yet
- Inteligencia Y Formatos GeoespacialesDocument11 pagesInteligencia Y Formatos Geoespacialesjuan jose Ortiz TorradoNo ratings yet
- Guía de Estudio IParcial ADA IP2022Document6 pagesGuía de Estudio IParcial ADA IP2022Edgar Adolfo Mejia EnamoradoNo ratings yet
- Nomenclatura InorganicaDocument47 pagesNomenclatura Inorganicalujul100% (8)
- Historia Del Algebra - DominguezDocument12 pagesHistoria Del Algebra - Dominguezjluisorozco66100% (1)
- Práctica 3Document3 pagesPráctica 3Diego SantanderNo ratings yet
- Carpeta de Evidencia PasteleriaDocument25 pagesCarpeta de Evidencia PasteleriaLeilani Cabrera100% (1)
- Puente RESISDocument25 pagesPuente RESISdiegoNo ratings yet
- Semejanza y congruencia: Reconociendo formas geométricas igualesDocument2 pagesSemejanza y congruencia: Reconociendo formas geométricas igualesGabriel González Santibañez100% (1)
- 1435-Article Text-43071-1-10-20190506Document16 pages1435-Article Text-43071-1-10-20190506Luis Miguel Giraldo GonzálezNo ratings yet
- Número Transfinito PDFDocument4 pagesNúmero Transfinito PDFKelly PerryNo ratings yet
- RepasoDocument8 pagesRepasoClaudia QuinoNo ratings yet
- Algoritmo FIFODocument19 pagesAlgoritmo FIFOgregorio2020No ratings yet
- Cálculo diferencial aplicacionesDocument2 pagesCálculo diferencial aplicacionesMelissadiaz26No ratings yet
- El agua en la Tierra: ciclo, usos y contaminaciónDocument60 pagesEl agua en la Tierra: ciclo, usos y contaminaciónNÉRIDA CECILIA MAMANI QUISPENo ratings yet
- LABORATORIO 01 DETERMINACION DE PHDocument4 pagesLABORATORIO 01 DETERMINACION DE PHRAZNAVANo ratings yet
- Matematica Basica - Fmh-3Document13 pagesMatematica Basica - Fmh-3Paola PHNo ratings yet
- Guia No.2Document3 pagesGuia No.2Cristian E.MNo ratings yet
- Fisica Hugo MedinaDocument250 pagesFisica Hugo MedinaAndreé Vásquez TiconaNo ratings yet
- Mini FracDocument85 pagesMini FracRikardo HReyNo ratings yet
- Determinación de cianuro total en aguaDocument5 pagesDeterminación de cianuro total en aguaMaria Viginia Gonzalez GilNo ratings yet