You might also like
- Procesos de Fundición de MetalesDocument10 pagesProcesos de Fundición de Metalesjhonatan MoralesNo ratings yet
- Fundicion Informe COMPLETODocument29 pagesFundicion Informe COMPLETOROMEL VALQUI RAMIREZNo ratings yet
- Procesos de FundiciónDocument34 pagesProcesos de FundiciónKamila0No ratings yet
- Tema IiiDocument165 pagesTema IiidogpapaNo ratings yet
- Fundamentos de la fundición en moldes de arenaDocument107 pagesFundamentos de la fundición en moldes de arenaJorge A. GonzalezNo ratings yet
- Tecnología 1er Parcial ResumenDocument25 pagesTecnología 1er Parcial Resumenguerrerorubi2801No ratings yet
- Procesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraDocument155 pagesProcesos de Fundición de Metales y Aleaciones: Moldeo en Arena y CáscaraBel CoroNo ratings yet
- Cuestionario FundicionDocument8 pagesCuestionario FundicionLuz Selina de AceroNo ratings yet
- 1.tecnología de FundicionesDocument33 pages1.tecnología de FundicionesSofía RodriguezNo ratings yet
- Procesos de Fundición de MetalesDocument14 pagesProcesos de Fundición de MetalesAlberto chaconNo ratings yet
- Proceso de FundicionDocument13 pagesProceso de FundicionJhonatan GarciaNo ratings yet
- Conformacion Por Fusion y Moldeo12Document42 pagesConformacion Por Fusion y Moldeo12kimurapedrosNo ratings yet
- Fundamentos de fundición de metalesDocument8 pagesFundamentos de fundición de metalesレナト カステジャノスNo ratings yet
- Molde único - Fundición centrífugaDocument4 pagesMolde único - Fundición centrífugaAlex R Huillca DominguezNo ratings yet
- FundicionDocument84 pagesFundicionJuan •castro100% (1)
- Fundicion EstudiarDocument12 pagesFundicion EstudiarHarold La Fuente PalominoNo ratings yet
- Fundición Parte 1: Preguntas y RespuestasDocument5 pagesFundición Parte 1: Preguntas y RespuestasSelene Gonzalez LopezNo ratings yet
- Procesos de FundiciónDocument87 pagesProcesos de FundiciónChecko ValleNo ratings yet
- Cuestionario 12-1Document20 pagesCuestionario 12-1Leonel Cruz EspinozaNo ratings yet
- Vargas Aranibar Ilva - G1-Ing IndustrialDocument9 pagesVargas Aranibar Ilva - G1-Ing IndustrialIlva Vargas AranibarNo ratings yet
- Cuestionario de Procesos IndustrialesDocument9 pagesCuestionario de Procesos IndustrialesDanniel Bloom100% (1)
- Diseño de Moldes y DadosDocument18 pagesDiseño de Moldes y DadosJoanaHernandez100% (1)
- Informe de Practica de Fundicion en ArenaDocument12 pagesInforme de Practica de Fundicion en ArenaPaul Quimbiamba100% (2)
- Fundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionDocument31 pagesFundicion, Moldeo y Procesos Afines (Unidad 2) . - Procesos de FabricacionZendejas Ballesteros RafaelNo ratings yet
- FundicionDocument26 pagesFundicionLikanonNo ratings yet
- 1 Er Examen de FundiDocument4 pages1 Er Examen de FundiJOAN RODOLFO PURIS CONDORNo ratings yet
- Fundiciones 130327144615 Phpapp02Document98 pagesFundiciones 130327144615 Phpapp02DANIEL VARGAS RODRIGUEZNo ratings yet
- Fundición ActividadDocument11 pagesFundición ActividadFrancisco ArredondoNo ratings yet
- Procesos Primarios de Manufactura (Fundiciones y Procesos de Aceracion)Document11 pagesProcesos Primarios de Manufactura (Fundiciones y Procesos de Aceracion)Marlon Torres PerezNo ratings yet
- FundicionDocument13 pagesFundicionAlvaro RodriguezNo ratings yet
- Unidad 2-Tema 2 - FundicionDocument155 pagesUnidad 2-Tema 2 - Fundicionanthony190205No ratings yet
- Cap 1Document25 pagesCap 1Mary CastilloNo ratings yet
- FundiDocument11 pagesFundiRolycito Ccahuana CNo ratings yet
- Presentación Guía Fundición de MetalesDocument71 pagesPresentación Guía Fundición de MetalesVictor Acevedo HerreraNo ratings yet
- Cuestionario Nº2Document5 pagesCuestionario Nº2alicia zaraNo ratings yet
- Fundición en Moldes Permanentes y DesechablesDocument15 pagesFundición en Moldes Permanentes y DesechablesCarlos Antonio Fernández SalazarNo ratings yet
- Procesos de FundicionDocument37 pagesProcesos de FundicionAlexis Reyes100% (1)
- Presentación ManufacturaDocument20 pagesPresentación Manufacturadaniel2056No ratings yet
- Apuntes FundicionDocument7 pagesApuntes FundicionYago Zumaquero GonzálezNo ratings yet
- Trabajo de AluminioDocument22 pagesTrabajo de Aluminiokleyjarh100% (1)
- Fundición Tecno II Pa ImprimirDocument3 pagesFundición Tecno II Pa Imprimiralvaro uagrteiNo ratings yet
- Moldeo y ColadaDocument14 pagesMoldeo y ColadaPaul CarcasiNo ratings yet
- Modelos para FundiciónDocument14 pagesModelos para FundiciónAldwolver CourviniousNo ratings yet
- Fibra de VidrioDocument20 pagesFibra de VidrioHumberto Pucho ChinoNo ratings yet
- FundiciónDocument21 pagesFundiciónapi-26980787100% (10)
- FUNDICIONDocument63 pagesFUNDICIONArleth SilesNo ratings yet
- Tecnica Del MoldeoDocument6 pagesTecnica Del MoldeoLuis Angel MioNo ratings yet
- Informe Final de Colada de EstañoDocument21 pagesInforme Final de Colada de EstañoGRACIELA QUISPE HUAMANNo ratings yet
- Informe FundicionDocument7 pagesInforme FundicionDayana LizethNo ratings yet
- Procesos de fundición comparativosDocument8 pagesProcesos de fundición comparativosAngel AraujoNo ratings yet
- Fundamentos Del Proceso de FundiciónDocument10 pagesFundamentos Del Proceso de FundiciónAnonymous vU7CuP100% (1)
- 1.1 NicoDocument18 pages1.1 NicoJEFFERSON JOHAN RODRIGUEZ CHILANo ratings yet
- Oficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoFrom EverandOficios Artísticos. Forja: Las técnicas de la forja explicadas paso a pasoRating: 5 out of 5 stars5/5 (1)
- Métodos de unión y desunión de elementos fijos estructurales. TMVL0309From EverandMétodos de unión y desunión de elementos fijos estructurales. TMVL0309Rating: 5 out of 5 stars5/5 (1)
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Soldadura MAG de estructuras de acero al carbono. FMEC0210From EverandSoldadura MAG de estructuras de acero al carbono. FMEC0210No ratings yet
- Conformado y curvado en la fabricación de tuberías. FMEC0108From EverandConformado y curvado en la fabricación de tuberías. FMEC0108No ratings yet
- Bladesmithing: Secretos del tratamiento térmico de la forja de cuchillosFrom EverandBladesmithing: Secretos del tratamiento térmico de la forja de cuchillosNo ratings yet
- Soldadura MIG de acero inoxidable y aluminio. FMEC0210From EverandSoldadura MIG de acero inoxidable y aluminio. FMEC0210No ratings yet
- Operación de Máquinas CNC: Docente: Pía Farías MDocument15 pagesOperación de Máquinas CNC: Docente: Pía Farías MJosue MadariagaNo ratings yet
- SimbologiaTuberias PDFDocument28 pagesSimbologiaTuberias PDFManuel Guerrero CotaNo ratings yet
- Ejercicio Estudio de PlanoDocument1 pageEjercicio Estudio de PlanoJosue MadariagaNo ratings yet
- Aceros InoxidablesDocument11 pagesAceros InoxidablesFrankk JohnnNo ratings yet
- Libro SintesisDocument191 pagesLibro SintesisRocío QuijadaNo ratings yet
- Amortiguadores Portalón (Eagle Liftgate) (Brasil Local 61 B, Santiago)Document36 pagesAmortiguadores Portalón (Eagle Liftgate) (Brasil Local 61 B, Santiago)Josue MadariagaNo ratings yet
- Cierre SDocument26 pagesCierre SJosue MadariagaNo ratings yet
- Presentación CNC 1Document5 pagesPresentación CNC 1Josue MadariagaNo ratings yet
- Presentación CNC 1Document5 pagesPresentación CNC 1Josue MadariagaNo ratings yet
- Fibras y ResinasDocument0 pagesFibras y ResinasvivaaemulusNo ratings yet
- Comandos Avanzados AutocadDocument35 pagesComandos Avanzados AutocadFernando Pocohuanca FNo ratings yet
- AceroinoxDocument81 pagesAceroinoxJosue MadariagaNo ratings yet
- Catalogo Fab (Accesorios de Baño y Fitting)Document31 pagesCatalogo Fab (Accesorios de Baño y Fitting)Josue MadariagaNo ratings yet
- TrigonometrìaDocument10 pagesTrigonometrìaedgar_gNo ratings yet
- Amortiguadores Portalón (Eagle Liftgate) (Brasil Local 61 B, Santiago)Document36 pagesAmortiguadores Portalón (Eagle Liftgate) (Brasil Local 61 B, Santiago)Josue MadariagaNo ratings yet
- Montagem Simples Motor StirlingDocument12 pagesMontagem Simples Motor StirlingRodrigo PredolinNo ratings yet
- Tabla de Roscas Equivalencias y ConversionesDocument4 pagesTabla de Roscas Equivalencias y ConversionesIldefonso Jaquez LunaNo ratings yet
- Relaciones Trigonometricas PDFDocument17 pagesRelaciones Trigonometricas PDFCarlos BlondelNo ratings yet
- Tipos de Roscas Dibujo TecnicoDocument5 pagesTipos de Roscas Dibujo TecnicoGabriela RuizNo ratings yet
- Render en AutocadDocument18 pagesRender en AutocadFrancisco MuñozNo ratings yet
- 6th Central Pay Commission Salary CalculatorDocument15 pages6th Central Pay Commission Salary Calculatorrakhonde100% (436)
- GUÍA Vistas de sólidosAutoCAD 2010Document8 pagesGUÍA Vistas de sólidosAutoCAD 2010Josue MadariagaNo ratings yet
- Programación Abierta JULIODocument2 pagesProgramación Abierta JULIOJosue MadariagaNo ratings yet
- Manual Expediente TécnicoDocument165 pagesManual Expediente TécnicoIbar Ivan Prieto Desulovich83% (18)
- Plano Planta 1 PisoDocument1 pagePlano Planta 1 PisoJosue MadariagaNo ratings yet
- Catalogo FullDocument32 pagesCatalogo FullJosue MadariagaNo ratings yet
- Interpretación de Planos Estructurales 2008Document2 pagesInterpretación de Planos Estructurales 2008Josue MadariagaNo ratings yet
- Catálogo NYLOFIXDocument48 pagesCatálogo NYLOFIXJosue MadariagaNo ratings yet
- Apunte n7 Clasificacion de Los Aceros Segn SaeDocument11 pagesApunte n7 Clasificacion de Los Aceros Segn SaeJ. Fabián MenaNo ratings yet
- Manual de Acero Al CarbonDocument17 pagesManual de Acero Al CarbonLuis Yobal100% (1)
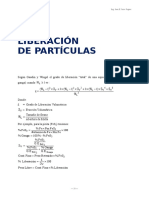
- 3 Liberación de PartículasDocument5 pages3 Liberación de PartículasFrank Pizarro IbáñezNo ratings yet
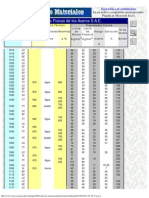
- Tablas de Acero: Propiedades FísicasDocument5 pagesTablas de Acero: Propiedades FísicasArbeth CarrionNo ratings yet
- Protocolo de Acero Corrugado PedestalesDocument1 pageProtocolo de Acero Corrugado PedestalesWill Vel100% (1)
- Clasificación de Los Procesos de FabricaciónDocument2 pagesClasificación de Los Procesos de FabricaciónNoé Lara MtzNo ratings yet
- Punzón y MatricesDocument7 pagesPunzón y MatricesOSCAR YOBANNY ROMERONo ratings yet
- 1 Introducción Al Procesamiento de MineralesDocument9 pages1 Introducción Al Procesamiento de MineralesNoel Arthur Vasquez AnamariaNo ratings yet
- CadmioDocument36 pagesCadmiozammy21No ratings yet
- Composicion Centesimal Quimica CarrionDocument2 pagesComposicion Centesimal Quimica CarrionBeltran Remigio Champi NoaNo ratings yet
- 20grillete de Tension 5 8Document2 pages20grillete de Tension 5 8René Luis Perez MagneNo ratings yet
- Ficha Técnica de Perno HelicoidalDocument1 pageFicha Técnica de Perno HelicoidalEdson LayzaNo ratings yet
- Procedimiento de Ejecución SoldaduraDocument6 pagesProcedimiento de Ejecución SoldaduraAlex AstuhuamanNo ratings yet
- Laboratorio Nº5Document18 pagesLaboratorio Nº5lopezfloreslaNo ratings yet
- Normas IramDocument9 pagesNormas IramMARIA100% (1)
- Tesis Aceros - EspecialesDocument68 pagesTesis Aceros - EspecialesRodolfo OlorteguiNo ratings yet
- Tabla 310-16Document1 pageTabla 310-16Alexandra Costa100% (1)
- Diseño y construcción de una entenallaDocument38 pagesDiseño y construcción de una entenallaNicolasJHBNo ratings yet
- TrunnionDocument13 pagesTrunnionmax_powerNo ratings yet
- Aspectos Generales de La MetalurgiaDocument3 pagesAspectos Generales de La MetalurgiaPatiVidalNo ratings yet
- Procesos y Equipos para La Fundicion deDocument9 pagesProcesos y Equipos para La Fundicion deVictorDiazMegoNo ratings yet
- Grapa de retención para cable neutro mensajeroDocument2 pagesGrapa de retención para cable neutro mensajeroDELMAR QUIROGA CALDERONNo ratings yet
- Perfiles estructurales de acero y sus usos en ingenieríaDocument9 pagesPerfiles estructurales de acero y sus usos en ingenieríaFlor Edith LopezNo ratings yet
- Lixiviación en MontónDocument7 pagesLixiviación en MontónLuis Quinteros MendozaNo ratings yet
- Estructuras metálicas: Cálculo de áreas netas de vigas y placas de aceroDocument12 pagesEstructuras metálicas: Cálculo de áreas netas de vigas y placas de aceroMadara Uchija100% (3)
- PANELA MONITOR 3 Nutritional and Functional Components of Non Centrifugal Cane Sugar A Compilation of The Data From The Analytical Li - En.esDocument9 pagesPANELA MONITOR 3 Nutritional and Functional Components of Non Centrifugal Cane Sugar A Compilation of The Data From The Analytical Li - En.esAndres RuizNo ratings yet
- Inverter welding machine MMA-TIGDocument1 pageInverter welding machine MMA-TIGPatricio HerreraNo ratings yet
- Pa-01 Perfil Ha-CDocument2 pagesPa-01 Perfil Ha-CHector Perez SanchezNo ratings yet
- Diagram ADocument3 pagesDiagram AMayerly PeñaNo ratings yet
- Partes de Un Pozo A TierraDocument1 pagePartes de Un Pozo A TierraDennis GarayNo ratings yet
- Ult HelbertDocument28 pagesUlt HelbertGeisy Guerrero VallejoNo ratings yet