You might also like
- Iwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudDocument38 pagesIwozizcfyr Oaqøhv Ikbi (Fo'Ks"K LGK Dkax LFGR) Fof'Kf"V: HKKJRH EkudPratik KharmateNo ratings yet
- Indian Standard: Prestressed Concrete Pipes (Including Specials) - SpecificationDocument36 pagesIndian Standard: Prestressed Concrete Pipes (Including Specials) - Specificationsixramesh123No ratings yet
- Asme B31.4 - Allow Stress Sa - Factor FDocument1 pageAsme B31.4 - Allow Stress Sa - Factor Fjoaquin torrano veraNo ratings yet
- Bar / Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) - SpecificationDocument22 pagesBar / Wire Wrapped Steel Cylinder Pipes With Mortar Lining and Coating (Including Specials) - SpecificationPratik KharmateNo ratings yet
- Article 312 Inspection and Repair of Shell and Tube Heat ExchangersDocument12 pagesArticle 312 Inspection and Repair of Shell and Tube Heat ExchangersasifNo ratings yet
- Material-Specific Seismic Design and Detailing Requirements: Chapter C14Document2 pagesMaterial-Specific Seismic Design and Detailing Requirements: Chapter C14Mohamed ElshafaiNo ratings yet
- C12 - Installing Vitrified Clay Pipe LinesDocument7 pagesC12 - Installing Vitrified Clay Pipe LinesKingNo ratings yet
- CFR 2011 Title49 Vol3 Sec192 305Document1 pageCFR 2011 Title49 Vol3 Sec192 305AssemNo ratings yet
- ASTM C1433M 07aDocument10 pagesASTM C1433M 07aEyas hamadNo ratings yet
- Specification For Seamless Carbon Steel Pipe For High-Temperature ServiceDocument16 pagesSpecification For Seamless Carbon Steel Pipe For High-Temperature ServiceMichael ClaphamNo ratings yet
- Notable Clarifications To Directive 077 RequirementsDocument5 pagesNotable Clarifications To Directive 077 RequirementsgefNo ratings yet
- Companion Guide To The Asme Boiler & Pressure Vessel Code 215Document11 pagesCompanion Guide To The Asme Boiler & Pressure Vessel Code 215ClydeUnionNo ratings yet
- 14 PSC Poles Spec No 39Document7 pages14 PSC Poles Spec No 39sonu200186100% (1)
- WWW$W Qfi MGR : (168.3 1?! 2540 MM N I HIRE! 5%) - MDocument23 pagesWWW$W Qfi MGR : (168.3 1?! 2540 MM N I HIRE! 5%) - MocsspectroNo ratings yet
- Astm C825Document3 pagesAstm C825ivan_cm17100% (3)
- Asme BPVC 2021 Section Viii Div. 1-2 - Ug-27Document2 pagesAsme BPVC 2021 Section Viii Div. 1-2 - Ug-27canizales70No ratings yet
- Steel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeDocument6 pagesSteel Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeEligio Antonio CerdaNo ratings yet
- Astm C 76-00 PDFDocument11 pagesAstm C 76-00 PDFbladiNo ratings yet
- PSCC PolesDocument13 pagesPSCC PolesChaitanya Bhargav KotikeNo ratings yet
- Cement-Mortar Lined & Coated Steel Pipe - 2Document6 pagesCement-Mortar Lined & Coated Steel Pipe - 2dwi sutiknoNo ratings yet
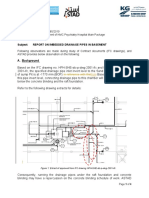
- A. Background: in Reference With ThefromDocument4 pagesA. Background: in Reference With Thefromyaseen457No ratings yet
- C 505 Â " 99 QZUWNS05OUEDocument5 pagesC 505 Â " 99 QZUWNS05OUEjorge napa magallanesNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification Forkevin.platinium23No ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDocument11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe: Standard Specification ForDalberto RamirezNo ratings yet
- CFR 2011 Title49 Vol3 Part192 SubparteDocument4 pagesCFR 2011 Title49 Vol3 Part192 SubparteAssemNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Việt VũNo ratings yet
- Installation of Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersDocument4 pagesInstallation of Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersEligio Antonio CerdaNo ratings yet
- Section 02717 - Concrete Sewer Rehabilitation by Machine-Wound PVC PipeDocument6 pagesSection 02717 - Concrete Sewer Rehabilitation by Machine-Wound PVC Pipefahren_de2015No ratings yet
- Cement Concrete PoleDocument30 pagesCement Concrete PoleGeno AgneNo ratings yet
- ASTM C-700 Vitrified Clay PipesDocument4 pagesASTM C-700 Vitrified Clay PipesAli MirzaiiNo ratings yet
- Ipc - 2022 Design and Finite Element Analysis (Fea) of Bulkheads For A Pipe-Inpipe Flowline Application of Asme Boiler and Pressure Vessel CodeDocument6 pagesIpc - 2022 Design and Finite Element Analysis (Fea) of Bulkheads For A Pipe-Inpipe Flowline Application of Asme Boiler and Pressure Vessel CodeOswaldo MontenegroNo ratings yet
- 2014 Reff2020Document15 pages2014 Reff2020Naresh ANo ratings yet
- Method of Dimensioning Piping Assemblies: Prepared Pipe Fabricatioll Imtitute Engineering CommitteeDocument4 pagesMethod of Dimensioning Piping Assemblies: Prepared Pipe Fabricatioll Imtitute Engineering CommitteeAlfian LeoanakNo ratings yet
- Asme B31.4 - 2016 EndDocument1 pageAsme B31.4 - 2016 Endwilliam cordero valverdeNo ratings yet
- 1.2#Tusr#ATA) API - 570 - Daily - Exam - 3B - Open @PC-RC@Document4 pages1.2#Tusr#ATA) API - 570 - Daily - Exam - 3B - Open @PC-RC@Ashish PatelNo ratings yet
- ASTM C1417M Standard Specification For Manufacture of Reinforced Concrete Sewer, Storm Drain, and Culvert Pipe For Direct DesignDocument8 pagesASTM C1417M Standard Specification For Manufacture of Reinforced Concrete Sewer, Storm Drain, and Culvert Pipe For Direct DesignLiu ZhenguoNo ratings yet
- Pages From ASME B31.1-2018Document2 pagesPages From ASME B31.1-2018Alexey BerkovskiyNo ratings yet
- Asme Pcc-2-2015 Article 3.12Document9 pagesAsme Pcc-2-2015 Article 3.12munawarNo ratings yet
- Sec Viii D2 Art F-3Document2 pagesSec Viii D2 Art F-3Manus79No ratings yet
- Ma App 23Document2 pagesMa App 23ahmedNo ratings yet
- Synthetic Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeDocument8 pagesSynthetic Fiber Reinforced Concrete Culvert, Storm Drain, and Sewer PipeConnieNo ratings yet
- C76M 14Document11 pagesC76M 14diego rodriguezNo ratings yet
- Fire Water System Design PDFDocument22 pagesFire Water System Design PDFktejankarNo ratings yet
- Piping ConstructionDocument17 pagesPiping Constructionadel rihana100% (1)
- Installing Vitrified Clay Pipe Lines: Standard Practice ForDocument7 pagesInstalling Vitrified Clay Pipe Lines: Standard Practice Forleo_pio_ochoaNo ratings yet
- File 70516Document6 pagesFile 70516Arturo Valles TerrazasNo ratings yet
- A716-08 (2014) Standard Specification For Ductile Iron Culvert PipeDocument5 pagesA716-08 (2014) Standard Specification For Ductile Iron Culvert PipejuegyiNo ratings yet
- 00-Contract 4C.4 Specifications For Pipeline WorksDocument9 pages00-Contract 4C.4 Specifications For Pipeline WorksALINo ratings yet
- Polyethylene Pipes For Sewerage and Industrial Chemicals and Effluent - SpecificationDocument28 pagesPolyethylene Pipes For Sewerage and Industrial Chemicals and Effluent - SpecificationVakkanthula SaikarthikNo ratings yet
- Precast Concrete Pipes (With and Without Reinforcement) - SpecificationDocument54 pagesPrecast Concrete Pipes (With and Without Reinforcement) - SpecificationdarshanNo ratings yet
- Corrugated Steel Manhole Assemblies: Standard Specification ForDocument8 pagesCorrugated Steel Manhole Assemblies: Standard Specification ForGilvan SilvaNo ratings yet
- Reinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Document11 pagesReinforced Concrete Culvert, Storm Drain, and Sewer Pipe (Metric)Cris BandaNo ratings yet
- C 505 Â " 03 QZUWNQDocument5 pagesC 505 Â " 03 QZUWNQjorge napa magallanesNo ratings yet
- Is 4721 2000Document7 pagesIs 4721 2000Premnath YadavNo ratings yet
- Is 784 - Pre-Stressed Concrete PipesDocument30 pagesIs 784 - Pre-Stressed Concrete PipesMuthu KumaranNo ratings yet
- Submersible (Wastewater) PumpsDocument7 pagesSubmersible (Wastewater) PumpsCristi TanasescuNo ratings yet
- Precast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersDocument25 pagesPrecast Reinforced Concrete Monolithic Box Sections For Culverts, Storm Drains, and SewersSadique K Muhammed100% (1)
- C1479Document8 pagesC1479Jesús Ernesto Flores RamírezNo ratings yet
- 16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsFrom Everand16th Edition IEE Wiring Regulations: Design and Verification of Electrical InstallationsRating: 4 out of 5 stars4/5 (1)
- Flow Measurement: By Square-Edged Orifice Plate Using Corner TappingsFrom EverandFlow Measurement: By Square-Edged Orifice Plate Using Corner TappingsRating: 5 out of 5 stars5/5 (1)
- Colisionador de HadronesDocument24 pagesColisionador de HadronesjdeloyolaNo ratings yet
- S.P.A.T. PararrayosDocument17 pagesS.P.A.T. PararrayosjdeloyolaNo ratings yet
- Estados de La MateriaDocument12 pagesEstados de La MateriajdeloyolaNo ratings yet
- Interferencia de OndasDocument9 pagesInterferencia de OndasjdeloyolaNo ratings yet
- AES Energy StorageDocument34 pagesAES Energy StoragejdeloyolaNo ratings yet
- Falla Kilomëtrica PDFDocument15 pagesFalla Kilomëtrica PDFjdeloyolaNo ratings yet
- Grounding and BondingDocument47 pagesGrounding and BondingCharles BenwariNo ratings yet
- Surge Protection of Distribution EquipmentDocument3 pagesSurge Protection of Distribution EquipmentjdeloyolaNo ratings yet
- Cisco 3750 DatasheetDocument12 pagesCisco 3750 Datasheetjdeloyola0% (1)
- El Valor de 0: Los Artículos Hopital Cursos de Cálculo DelDocument3 pagesEl Valor de 0: Los Artículos Hopital Cursos de Cálculo DeljdeloyolaNo ratings yet
- Falla Kilomëtrica PDFDocument15 pagesFalla Kilomëtrica PDFjdeloyolaNo ratings yet
- Determination of The Earth Fault Factor in Power Systems For Different Earthed NeutralsDocument6 pagesDetermination of The Earth Fault Factor in Power Systems For Different Earthed Neutralsbisas_rishiNo ratings yet
- UTP Module 1Document82 pagesUTP Module 1Bhargavi SNo ratings yet
- Baldor. Pump MotorsDocument550 pagesBaldor. Pump MotorsJavier SumozaNo ratings yet
- Memorandum Right of WayDocument8 pagesMemorandum Right of Wayrondie27100% (1)
- How Cities DevelopDocument16 pagesHow Cities DevelopRahul Deodhar33% (3)
- GMDSS GantiolerDocument104 pagesGMDSS GantiolerSimou NassimNo ratings yet
- AIR LAW ReviewerDocument11 pagesAIR LAW ReviewerRyanNo ratings yet
- Gulfstream SV PFDDocument3 pagesGulfstream SV PFDArslanKhan100% (1)
- Loadstar Shipping Vs CADocument2 pagesLoadstar Shipping Vs CARocky C. BaliaoNo ratings yet
- Roadnote 19Document94 pagesRoadnote 19Bernard Kipng'eno100% (1)
- Training ReportDocument119 pagesTraining ReportSachin KheveriaNo ratings yet
- Argumentative EssayDocument2 pagesArgumentative EssaydanamezeiNo ratings yet
- Renr2165 06 01 All PDFDocument88 pagesRenr2165 06 01 All PDFYimmy Macías Pérez100% (3)
- Schengen Visa PresentationDocument17 pagesSchengen Visa PresentationRizwan Anjum ChaudhryNo ratings yet
- Sew Movidrive Setup PositioningDocument46 pagesSew Movidrive Setup Positioningnagaraj5581No ratings yet
- Calculation of Slab On Grade 15 CMDocument2 pagesCalculation of Slab On Grade 15 CMRJNo ratings yet
- UttarakhandDocument2 pagesUttarakhandfaisal begNo ratings yet
- Transport FormDocument1 pageTransport Formkunal khandelwalNo ratings yet
- Customer NameDocument8 pagesCustomer Namesyed Hassan50% (4)
- English: by Elan NopriadiDocument18 pagesEnglish: by Elan NopriadiZwolf N. LanNo ratings yet
- Caso Frederic GodéDocument7 pagesCaso Frederic Godéandre.dmoliveira4306No ratings yet
- Technical Note: I - Subject: Apm and Ebs 5 (Operation and Diagnostics)Document13 pagesTechnical Note: I - Subject: Apm and Ebs 5 (Operation and Diagnostics)mebarki aberraoufNo ratings yet
- Givewell Charity PitchDocument2 pagesGivewell Charity PitchRishi BhagatNo ratings yet
- Geography CoastsDocument3 pagesGeography Coastshruser123No ratings yet
- Smart Drive Two Wheeler Insurance Policy: Certificate of Insurance Cum ScheduleDocument2 pagesSmart Drive Two Wheeler Insurance Policy: Certificate of Insurance Cum ScheduleSHILADITYA DEYNo ratings yet
- DMir - 1912 - 04!26!001-8 Mortos Na Mesma FamiliaDocument15 pagesDMir - 1912 - 04!26!001-8 Mortos Na Mesma FamiliaTitanicwareNo ratings yet
- GSC TODCO Ordinance As of 01 27 20Document36 pagesGSC TODCO Ordinance As of 01 27 20Jeng Gacal100% (1)
- Manual of FUA India V 1.0Document109 pagesManual of FUA India V 1.0Ambrish YadavNo ratings yet
- New Holland T7.235 (EN)Document538 pagesNew Holland T7.235 (EN)George Stoican100% (2)
- 11 Crane Hydra Monthly Check ListDocument1 page11 Crane Hydra Monthly Check Listjohn rajNo ratings yet
- Documentation Procedure of An Export HouseDocument17 pagesDocumentation Procedure of An Export HousePooja SikariaNo ratings yet