You might also like
- Brake Diagram FMDocument5 pagesBrake Diagram FMariwibowoNo ratings yet
- Reading Wiring Diagram FH 4Document1 pageReading Wiring Diagram FH 4ariwibowoNo ratings yet
- Reading Wiring Diagram FH 4Document1 pageReading Wiring Diagram FH 4ariwibowoNo ratings yet
- GJFDHGJHDocument1 pageGJFDHGJHariwibowoNo ratings yet
- Cat Electronic Technician 2015A v1.0 Status 20/ 10/ 2016 13:52Document2 pagesCat Electronic Technician 2015A v1.0 Status 20/ 10/ 2016 13:52ariwibowoNo ratings yet
- FD50 7 PDFDocument12 pagesFD50 7 PDFariwibowo0% (2)
- V Stay DescriptionDocument3 pagesV Stay DescriptionariwibowoNo ratings yet
- HOOJKJKJKDocument7 pagesHOOJKJKJKariwibowoNo ratings yet
- NonoooDocument5 pagesNonoooariwibowo100% (1)
- Air Drier Cassette, Replace PDFDocument3 pagesAir Drier Cassette, Replace PDFariwibowoNo ratings yet
- AC PowerDocument6 pagesAC PowerariwibowoNo ratings yet
- GJFDHGJHDocument1 pageGJFDHGJHariwibowoNo ratings yet
- CAIM 1000 Tech DescriptionDocument46 pagesCAIM 1000 Tech DescriptionRahmat Nur IlhamNo ratings yet
- Using CTs with DSE ProductsDocument2 pagesUsing CTs with DSE ProductsJoaquin Chavez ArquiñigoNo ratings yet
- Cat Electronic Technician 2015A v1.0 Status 20/ 10/ 2016 13:52Document2 pagesCat Electronic Technician 2015A v1.0 Status 20/ 10/ 2016 13:52ariwibowoNo ratings yet
- EMP Service Information Flowchart: YES NODocument1 pageEMP Service Information Flowchart: YES NOariwibowoNo ratings yet
- kVA, kW, KVAr and Power Factor ExplainedDocument2 pageskVA, kW, KVAr and Power Factor ExplainedGabriel OrellanNo ratings yet
- Air ConnectionDocument2 pagesAir ConnectionariwibowoNo ratings yet
- Fh64t6hb GBR EngDocument7 pagesFh64t6hb GBR EngariwibowoNo ratings yet
- GHGHGDocument2 pagesGHGHGariwibowoNo ratings yet
- BBM, Diagnostic Trouble CodesDocument3 pagesBBM, Diagnostic Trouble CodessengottaiyanNo ratings yet
- EBR-VEB+ Eng 08 2110357Document2 pagesEBR-VEB+ Eng 08 2110357ariwibowoNo ratings yet
- SEBD0640 OIL and Your EngineDocument50 pagesSEBD0640 OIL and Your EngineariwibowoNo ratings yet
- Volvo FM9Document4 pagesVolvo FM9ariwibowo0% (1)
- Fm64r1hb GBR EngDocument7 pagesFm64r1hb GBR EngariwibowoNo ratings yet
- RowDocument1 pageRowariwibowoNo ratings yet
- Volvo Trucks Driving Progress with the FH 16 6x4 TractorDocument7 pagesVolvo Trucks Driving Progress with the FH 16 6x4 TractorariwibowoNo ratings yet
- RowDocument1 pageRowariwibowoNo ratings yet
- JooDocument1 pageJooariwibowoNo ratings yet
- Cross Valve Directional ControlDocument36 pagesCross Valve Directional ControlariwibowoNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- OSN 6800 Electronic DocumentDocument159 pagesOSN 6800 Electronic DocumentRashid Mahmood SajidNo ratings yet
- CV Template ReceptionistDocument2 pagesCV Template ReceptionistMuhammad Waqas LatifNo ratings yet
- THE PASSION AND GLOBAL APPROACH DRIVING HONDA MOTORCYCLES TO SUCCESSDocument11 pagesTHE PASSION AND GLOBAL APPROACH DRIVING HONDA MOTORCYCLES TO SUCCESSjatinag990No ratings yet
- Design of Coin Sorter Counter Based On MCU: Articles You May Be Interested inDocument5 pagesDesign of Coin Sorter Counter Based On MCU: Articles You May Be Interested inArchana BenkarNo ratings yet
- The Comeback of Caterpillar (CAT), 1985-2001Document12 pagesThe Comeback of Caterpillar (CAT), 1985-2001Anosh IlyasNo ratings yet
- Pid Handbook 1002-02 PDFDocument94 pagesPid Handbook 1002-02 PDFMUHAMMAD TAUFEEQNo ratings yet
- Ficha Tecnica Viking PDFDocument11 pagesFicha Tecnica Viking PDFRichie ChicolNo ratings yet
- Datasheet Modevapac v2.1 PDFDocument4 pagesDatasheet Modevapac v2.1 PDFParvezNo ratings yet
- Engine and vehicle parameter monitoringDocument170 pagesEngine and vehicle parameter monitoringAlejandro Samuel100% (2)
- EXCEL Formula DictionaryDocument1 pageEXCEL Formula Dictionarysprk4uNo ratings yet
- How to ping NodeB and RNC using RTN transmission IPDocument14 pagesHow to ping NodeB and RNC using RTN transmission IPPaulo DembiNo ratings yet
- Terminals of Ecm: For M/TDocument4 pagesTerminals of Ecm: For M/TTdco SonicoNo ratings yet
- Understanding Calculation ScriptsDocument17 pagesUnderstanding Calculation ScriptsKrishna TilakNo ratings yet
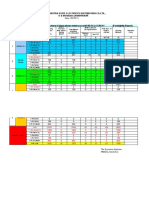
- Maharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARDocument3 pagesMaharashtra State Electricity Distribution Co - LTD., O & M Division, NANDURBARPuru BornareNo ratings yet
- AllProducts catalogGREENHECKDocument52 pagesAllProducts catalogGREENHECKGenes Macalintal GalleneroNo ratings yet
- AGA3Document1 pageAGA3Alan BkNo ratings yet
- 1302 FF6SF6DosingMachine 0Document3 pages1302 FF6SF6DosingMachine 0Fawzi ChakirNo ratings yet
- Catalog Filters PDFDocument53 pagesCatalog Filters PDFAlexandre Hugen100% (1)
- DTMF Proximity DetectorDocument1 pageDTMF Proximity DetectorAlagappan ArunachalamNo ratings yet
- Wet Scrapper Equipment SpecificationDocument1 pageWet Scrapper Equipment Specificationprashant mishraNo ratings yet
- HazMat DOTDocument48 pagesHazMat DOTRenalyn TorioNo ratings yet
- Checklist For BrickworkDocument2 pagesChecklist For Brickworkइंजि कौस्तुभ पवारNo ratings yet
- 2018 PAPER 1 Communication Studies PDFDocument14 pages2018 PAPER 1 Communication Studies PDFKimNo ratings yet
- What is a Gear Motor? - An In-Depth GuideDocument15 pagesWhat is a Gear Motor? - An In-Depth GuidePuneet KumarNo ratings yet
- MS 1472-2017Document65 pagesMS 1472-2017Thinagaran100% (2)
- Screw Conveyor O&M ManualDocument20 pagesScrew Conveyor O&M Manualjay b100% (1)
- Bio BatteryDocument29 pagesBio BatteryDileepChowdary100% (1)
- Answer Key Workbook Academic Plan DynEd Pro Certification B1 1Document22 pagesAnswer Key Workbook Academic Plan DynEd Pro Certification B1 1Dendel Ciprado EbioNo ratings yet
- The Electromagnetic Spectrum: Multiple ChoiceDocument10 pagesThe Electromagnetic Spectrum: Multiple ChoiceVannie MonderoNo ratings yet
- Icest 2013 02 PDFDocument424 pagesIcest 2013 02 PDFphanduy1310No ratings yet