You might also like
- PE Pipe Design and Engineering Guide (Polypipe)Document78 pagesPE Pipe Design and Engineering Guide (Polypipe)1zorro1100% (1)
- Code Requirements: Post Weld Heat Treatment: Asme Sec-Iii: Div.-1Document22 pagesCode Requirements: Post Weld Heat Treatment: Asme Sec-Iii: Div.-1Vinu RaveendranNo ratings yet
- WPS & PQR - 2021Document82 pagesWPS & PQR - 2021Subramanian RNo ratings yet
- Electroless NickelDocument5 pagesElectroless NickelvianaufgNo ratings yet
- Fundamentals of Welding - Chapter 30Document50 pagesFundamentals of Welding - Chapter 30xharpreetxNo ratings yet
- An Introduction to TIG WeldingDocument8 pagesAn Introduction to TIG WeldingnikhilconNo ratings yet
- Science Class 9 Notes SoundDocument4 pagesScience Class 9 Notes SoundsonamalhotrakukNo ratings yet
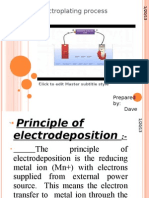
- ElectroplatingDocument16 pagesElectroplatingheemadave50% (2)
- Wet CompressionDocument6 pagesWet CompressionjdelosriosNo ratings yet
- Engineering Failure Analysis: Arulvel S., Elayaperumal A., Jagatheeshwaran M.SDocument14 pagesEngineering Failure Analysis: Arulvel S., Elayaperumal A., Jagatheeshwaran M.SAshok Kumar MohapatraNo ratings yet
- Farzaneh 2013Document8 pagesFarzaneh 2013aya younesNo ratings yet
- Corrosion Science: Zoran Bergant, Uroš Trdan, Janez GrumDocument15 pagesCorrosion Science: Zoran Bergant, Uroš Trdan, Janez GrumMislav TeskeraNo ratings yet
- Surface & Coatings Technology: Luo Sihai, He Weifeng, Zhou Liucheng, Nie Xiangfan, Li YinghongDocument8 pagesSurface & Coatings Technology: Luo Sihai, He Weifeng, Zhou Liucheng, Nie Xiangfan, Li YinghongGoutham AnandaNo ratings yet
- Surfaces and Interfaces: Santanu Duari, Arkadeb Mukhopadhyay, Tapan Kr. Barman, Prasanta SahooDocument13 pagesSurfaces and Interfaces: Santanu Duari, Arkadeb Mukhopadhyay, Tapan Kr. Barman, Prasanta SahooGustavoSierraNo ratings yet
- Mechanical and tribological properties of electroless nickel phosphorous and nickel phosphorous-titanium nitride coatingDocument5 pagesMechanical and tribological properties of electroless nickel phosphorous and nickel phosphorous-titanium nitride coatingvianaufgNo ratings yet
- Coatings 12 01010Document10 pagesCoatings 12 01010jitender singhNo ratings yet
- Ceramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniDocument14 pagesCeramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniLaryNo ratings yet
- 2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiDocument11 pages2005 - Chiu Et Al - Cavitation Erosion Resistance of AISI 316L Stainless Steel Laser Surface-Modified With NiTiCesar Fernando BenavidesNo ratings yet
- Electroless Tungsten Coating CNTDocument6 pagesElectroless Tungsten Coating CNTAmar JabarNo ratings yet
- Electrochemical Response of Laser Surface Melted Inconel 617 AlloyDocument8 pagesElectrochemical Response of Laser Surface Melted Inconel 617 AlloysenthilNo ratings yet
- 5 Badkar2010Document14 pages5 Badkar2010Prasanna VenkatNo ratings yet
- A Study of Laser Cladding NiCrBSi Mo Composite CoatingsDocument10 pagesA Study of Laser Cladding NiCrBSi Mo Composite Coatingsasad aliNo ratings yet
- Swami Vivekananda University: M. Tech in Mechanical EngineeringDocument8 pagesSwami Vivekananda University: M. Tech in Mechanical EngineeringNavneet namanNo ratings yet
- Ceramics International: S. Arul Xavier Stango, D. Karthick, S. Swaroop, U. Kamachi Mudali, U. VijayalakshmiDocument12 pagesCeramics International: S. Arul Xavier Stango, D. Karthick, S. Swaroop, U. Kamachi Mudali, U. VijayalakshmiFelipe Cepeda SilvaNo ratings yet
- Tailoring of The Microestructure of Laser Powder Bed Fused Inconel 718 Using Solution Annealing Aging TreatmentsDocument16 pagesTailoring of The Microestructure of Laser Powder Bed Fused Inconel 718 Using Solution Annealing Aging Treatmentsjulio garciaNo ratings yet
- Nitriding InglesDocument12 pagesNitriding InglesAlEm ShEzAr salazarNo ratings yet
- 1 s2.0 S2214785320399983 MainDocument5 pages1 s2.0 S2214785320399983 MainAnush RajNo ratings yet
- 1 s2.0 S092583881500119X MainDocument6 pages1 s2.0 S092583881500119X Mainyasemin gencbayNo ratings yet
- Effect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceDocument23 pagesEffect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceSantiago TuestaNo ratings yet
- Alloy ZN Ni PDFDocument8 pagesAlloy ZN Ni PDFElenaNo ratings yet
- 3 Alloy ZN NiDocument8 pages3 Alloy ZN NiDante Castillo CisnerosNo ratings yet
- Effects of Mg on morphologies and properties of hot dipped Zn-Mg CoatingsDocument7 pagesEffects of Mg on morphologies and properties of hot dipped Zn-Mg Coatingsrahul.meenaNo ratings yet
- Khodaei 2021Document9 pagesKhodaei 2021aya younesNo ratings yet
- 1 s2.0 S025789721630901X MainDocument7 pages1 s2.0 S025789721630901X MainBrunoNo ratings yet
- Electrodeposited Ni-SiO2 Nano-Composite Coatings Improve Magnesium Alloy Wear ResistanceDocument6 pagesElectrodeposited Ni-SiO2 Nano-Composite Coatings Improve Magnesium Alloy Wear ResistanceDhananjay ShimpiNo ratings yet
- Surface & Coatings Technology: SciencedirectDocument12 pagesSurface & Coatings Technology: Sciencedirectsalah eddineNo ratings yet
- Articulo de PulvimetalurgiaDocument6 pagesArticulo de PulvimetalurgiaDaniel MesaNo ratings yet
- Enhancing The Properties of The SAC305-Soldered Joint Heat Treatment of The Nickel-Plated Copper Substrate Before Reflow SolderingDocument12 pagesEnhancing The Properties of The SAC305-Soldered Joint Heat Treatment of The Nickel-Plated Copper Substrate Before Reflow SolderingBurak YILMAZNo ratings yet
- Ni-Co/SiC nanocomposite coating propertiesDocument9 pagesNi-Co/SiC nanocomposite coating propertiesRoseana PereiraNo ratings yet
- 1 s2.0 S0010938X04001659 MainDocument14 pages1 s2.0 S0010938X04001659 MainvianaufgNo ratings yet
- Eng The Heat Treatment Effect of Nickel-Coated Steel Plate Substrate by Electroless Plating On Hardness TestDocument3 pagesEng The Heat Treatment Effect of Nickel-Coated Steel Plate Substrate by Electroless Plating On Hardness TestAlan RohimatNo ratings yet
- Influence of SiC Nanoparticles and Saccharin On The StructuDocument5 pagesInfluence of SiC Nanoparticles and Saccharin On The StructumomenziNo ratings yet
- Electropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild SteelDocument8 pagesElectropolishing Parameters Optimization For Enhanced Performance of Nickel Coating Electroplated On Mild Steelqnk7No ratings yet
- Influence of Process Parameters On Electrodeposited Nickel Thin Film Coating Using Taguchi ApproachDocument5 pagesInfluence of Process Parameters On Electrodeposited Nickel Thin Film Coating Using Taguchi ApproacherpublicationNo ratings yet
- Laser Surface Treatment - An Overview - ScienceDirect TopicsDocument28 pagesLaser Surface Treatment - An Overview - ScienceDirect TopicsP.sravan KumarNo ratings yet
- Arrabal 2009Document8 pagesArrabal 2009manoj kumar GNo ratings yet
- 1 s2.0 S0924013623002339 MainDocument12 pages1 s2.0 S0924013623002339 MaincpucheNo ratings yet
- Droplet Erosion Performance of Composite Materials Electroplated With A HardDocument8 pagesDroplet Erosion Performance of Composite Materials Electroplated With A Hardxu KNo ratings yet
- J C Díaz-GuillénDocument14 pagesJ C Díaz-GuillénKArenNo ratings yet
- Journal PDFDocument15 pagesJournal PDFAditya PrakashNo ratings yet
- 10 1088@2053-1591@ab1c22Document18 pages10 1088@2053-1591@ab1c22zidan ojaNo ratings yet
- J Jallcom 2016 05 096Document39 pagesJ Jallcom 2016 05 096M Adrees SafdarNo ratings yet
- Anusha 2020Document13 pagesAnusha 2020zidan ojaNo ratings yet
- Review On Wear Behavior of Nickel-Silicon Carbide Electrodeposition CoatingDocument7 pagesReview On Wear Behavior of Nickel-Silicon Carbide Electrodeposition Coatingankarthik11No ratings yet
- Msec2018 6457Document6 pagesMsec2018 6457zidan ojaNo ratings yet
- Microstructure and Corrosion Resistance of Laser Cladding and FrictionDocument7 pagesMicrostructure and Corrosion Resistance of Laser Cladding and FrictionYohanesNo ratings yet
- An Experimental Investigation of Metallurgical Properties of Thermally Coated Stainless Steel: A ReviewDocument3 pagesAn Experimental Investigation of Metallurgical Properties of Thermally Coated Stainless Steel: A ReviewIJSTENo ratings yet
- Journal of Materials Processing Technology: M.R. Nekouie Esfahani, J. Coupland, S. MarimuthuDocument8 pagesJournal of Materials Processing Technology: M.R. Nekouie Esfahani, J. Coupland, S. MarimuthupradeepNo ratings yet
- MG CF BondingDocument7 pagesMG CF BondinggugugagaNo ratings yet
- Thermal Barrier Coating in ANSYSDocument10 pagesThermal Barrier Coating in ANSYSchandruNo ratings yet
- (24509469 - Archives of Mechanical Technology and Materials) Laser Heat Treatment of Nickel-Based Alloys - A ReviewDocument8 pages(24509469 - Archives of Mechanical Technology and Materials) Laser Heat Treatment of Nickel-Based Alloys - A ReviewSérgio SilvaNo ratings yet
- Abioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingDocument11 pagesAbioye Et Al. - Effect of Carbide Dissolution On The Corrosion Performance of Tungsten Carbide Reinforced Inconel 625 Wire Laser CoatingÉlida AlvesNo ratings yet
- Paper On Corrosion BehaviourDocument11 pagesPaper On Corrosion BehaviourEr Pravin V TembeNo ratings yet
- ZN GrapheneDocument8 pagesZN GrapheneRahul kumarNo ratings yet
- On The Adhesion Performance of Gradient-Structured Ni-P Metallic CoatingsDocument10 pagesOn The Adhesion Performance of Gradient-Structured Ni-P Metallic CoatingsYlinNo ratings yet
- Fulltext 50Document7 pagesFulltext 50momenziNo ratings yet
- Alloys For Application Al Ultra High Temperatures - Nb-Silicide in Situ CompositesDocument42 pagesAlloys For Application Al Ultra High Temperatures - Nb-Silicide in Situ CompositesAna Maria NiculescuNo ratings yet
- Mark'S Achiever: Standard: 11 Subject: Physics, Chemistry Date: 02/10/2021 Marks: 240 Topic 1 Time: 03H:00MDocument4 pagesMark'S Achiever: Standard: 11 Subject: Physics, Chemistry Date: 02/10/2021 Marks: 240 Topic 1 Time: 03H:00MWakkuNo ratings yet
- 11th Standard Physics Test PaperDocument3 pages11th Standard Physics Test PaperWakkuNo ratings yet
- Boiler Plant InvestigationDocument5 pagesBoiler Plant InvestigationWakkuNo ratings yet
- PT Schedule CSME 2021 Engl 220322NDocument40 pagesPT Schedule CSME 2021 Engl 220322NWakkuNo ratings yet
- AIPMT 2016 Physics Paper With Ans & Solution by Allen KotaDocument10 pagesAIPMT 2016 Physics Paper With Ans & Solution by Allen KotaMohitNo ratings yet
- Radioactivity's Hidden RaysDocument24 pagesRadioactivity's Hidden RaysRupesh KumarNo ratings yet
- 3 Magnetic Effects of Current & MagnetismDocument54 pages3 Magnetic Effects of Current & MagnetismNathanianNo ratings yet
- Electron Photon and X RayDocument21 pagesElectron Photon and X RayJuniordr_ZHNo ratings yet
- Mrs. Anju Wal Class 9 PHYSICS Booklist and Period OrdersDocument1 pageMrs. Anju Wal Class 9 PHYSICS Booklist and Period OrdersWakkuNo ratings yet
- Chap 11 Modern Physics Exercise PDFDocument48 pagesChap 11 Modern Physics Exercise PDFWakkuNo ratings yet
- Diffraction at a single slit and double slit: measurement of hair diameter and laser wavelengthDocument9 pagesDiffraction at a single slit and double slit: measurement of hair diameter and laser wavelengthWakkuNo ratings yet
- Phy Paper With SolutionsDocument9 pagesPhy Paper With SolutionsSanjeev KumarNo ratings yet
- 2m Current ElectricityDocument20 pages2m Current ElectricityRohitt MathurNo ratings yet
- 6 OpticsDocument68 pages6 OpticsNathanianNo ratings yet
- ATOMS NUCLEI (Cbseworldonline - Blogspot.com)Document24 pagesATOMS NUCLEI (Cbseworldonline - Blogspot.com)Sagar VermaNo ratings yet
- Ryton PPS Design GuideDocument24 pagesRyton PPS Design GuideAnonymous l2sT4aENo ratings yet
- TE2601E FM 03p FluidKinematicsDocument5 pagesTE2601E FM 03p FluidKinematicsthamtri03No ratings yet
- Humidity Control Unit: Hcuc SeriesDocument2 pagesHumidity Control Unit: Hcuc SeriesRafael RuizNo ratings yet
- NASA - cr-1999-208994 Facesheet Wrinkling in Sandwich StructuresDocument49 pagesNASA - cr-1999-208994 Facesheet Wrinkling in Sandwich Structuresmattrix007No ratings yet
- AQA As Unit 2 Sample PageDocument34 pagesAQA As Unit 2 Sample Pagenchauhan2120% (1)
- Bab 9 Tingkatan 1Document16 pagesBab 9 Tingkatan 1DANAL YEAP VII ZENN MoeNo ratings yet
- Review Article: Aerogels As Promising Thermal Insulating Materials: An OverviewDocument11 pagesReview Article: Aerogels As Promising Thermal Insulating Materials: An OverviewWullidaNo ratings yet
- Momentum and its conservation in collisionsDocument5 pagesMomentum and its conservation in collisionslemoniteNo ratings yet
- Acceleration in MechanismsDocument38 pagesAcceleration in Mechanismsmurali_330No ratings yet
- J Fluids Engineering 2009 Vol 131 N1Document130 pagesJ Fluids Engineering 2009 Vol 131 N1Нильва АлександрNo ratings yet
- CEB 706 Group Project - QuestionDocument6 pagesCEB 706 Group Project - QuestionKrishan ChaudharyNo ratings yet
- Environmental Technology & InnovationDocument13 pagesEnvironmental Technology & InnovationAnonymous NSbxWMNo ratings yet
- Coefficient of Friction Equation and Table ChartDocument11 pagesCoefficient of Friction Equation and Table ChartBobNo ratings yet
- Workshop Exercise - CogenerationDocument3 pagesWorkshop Exercise - CogenerationJurij BlaslovNo ratings yet
- Activity 5 Physioex 9.0 Exercise 1Document4 pagesActivity 5 Physioex 9.0 Exercise 1Adela Lhuz50% (2)
- Modern Physics Formula SheetDocument4 pagesModern Physics Formula SheetIntrovert xyzNo ratings yet
- Charging Methods for Conductors: Rubbing, Conduction & InductionDocument18 pagesCharging Methods for Conductors: Rubbing, Conduction & InductionLora GarciaNo ratings yet
- Module 8Document3 pagesModule 8k baNo ratings yet
- Main - Sample Welding Procedure Specification Wps FormDocument2 pagesMain - Sample Welding Procedure Specification Wps FormmuhammaddanishafandiNo ratings yet
- Studies On Bound Water in PvaDocument4 pagesStudies On Bound Water in PvasggdgdNo ratings yet
- F 2013 - 00 - RjiwmtmtmdaDocument9 pagesF 2013 - 00 - RjiwmtmtmdaAndres Camilo BenitezNo ratings yet
- VINNAPAS (R) 4042H and VINNAPAS (R) 5048 H ... - Wacker ChemieDocument2 pagesVINNAPAS (R) 4042H and VINNAPAS (R) 5048 H ... - Wacker ChemieLong An ĐỗNo ratings yet
- Lecture 9 Solubility and Complex Ion Equilibria - Chap 16Document17 pagesLecture 9 Solubility and Complex Ion Equilibria - Chap 16Yahmeela SernaNo ratings yet
- Elements of Earthquake SeismologyDocument8 pagesElements of Earthquake SeismologylevyaiiNo ratings yet