You might also like
- PDFDocument1 pagePDFTakanoah Ibabao EndoNo ratings yet
- Production Forecasting of Petroleum Reservoir Applying Higher-Order Neural Networks (HONN) With Limited Reservoir DataDocument13 pagesProduction Forecasting of Petroleum Reservoir Applying Higher-Order Neural Networks (HONN) With Limited Reservoir DataAnre Thanh HungNo ratings yet
- 2020 SampleRecommendationDocument3 pages2020 SampleRecommendationDauda Baba0% (1)
- Heat ExchangersDocument48 pagesHeat ExchangersRiccat Shio'TangNo ratings yet
- UP PHD Commonwealth Award - 2018 - FinalDocument3 pagesUP PHD Commonwealth Award - 2018 - FinalDauda BabaNo ratings yet
- Oil Production Predicting With Modified BP Neural Network MethodDocument3 pagesOil Production Predicting With Modified BP Neural Network MethodDauda BabaNo ratings yet
- ChemDocument12 pagesChemPradeep MishraNo ratings yet
- Determination of Sustainable Energy Mix To Meet Nigeria Vision 20:2020 On Power Using Linear ProgrammingDocument7 pagesDetermination of Sustainable Energy Mix To Meet Nigeria Vision 20:2020 On Power Using Linear ProgrammingAZOJETENo ratings yet
- AA General Product Brochure PDFDocument28 pagesAA General Product Brochure PDFDauda BabaNo ratings yet
- Al-Bulushi Et Al Neural Comput and Applic 2012Document13 pagesAl-Bulushi Et Al Neural Comput and Applic 2012Dauda BabaNo ratings yet
- 6103 13166 1 SM PDFDocument5 pages6103 13166 1 SM PDFDauda BabaNo ratings yet
- UP PHD Commonwealth Award - 2018 - FinalDocument3 pagesUP PHD Commonwealth Award - 2018 - FinalDauda BabaNo ratings yet
- 6103 13166 1 SMDocument19 pages6103 13166 1 SMDauda BabaNo ratings yet
- C Co Certif Ompl Ficat Pletio Te On: Thi Sistoc Ertify TH HatDocument1 pageC Co Certif Ompl Ficat Pletio Te On: Thi Sistoc Ertify TH HatDauda BabaNo ratings yet
- MS Access 2013Document26 pagesMS Access 2013sreekanthNo ratings yet
- Editorial Aifa JPSE 2014Document15 pagesEditorial Aifa JPSE 2014Dauda BabaNo ratings yet
- Production and Analysis of Pyrolysis Oil From Waste Plastic in Kolhapur CityDocument6 pagesProduction and Analysis of Pyrolysis Oil From Waste Plastic in Kolhapur CityBabatunde Olawale AfeezNo ratings yet
- High Throughput Screening of Clopidogrel Resistance Using MicroflDocument185 pagesHigh Throughput Screening of Clopidogrel Resistance Using MicroflDauda BabaNo ratings yet
- Experimental Investigation of Two-Phase GAS-Liquid Slug Flow Inclined PipeDocument13 pagesExperimental Investigation of Two-Phase GAS-Liquid Slug Flow Inclined PipeDauda BabaNo ratings yet
- Comparisons of Oil Production Predicting Models: Yishen Chen, Xianfeng Ding, Haohan Liu, Yongqin YanDocument5 pagesComparisons of Oil Production Predicting Models: Yishen Chen, Xianfeng Ding, Haohan Liu, Yongqin YanDauda BabaNo ratings yet
- 2018 Application FormDocument1 page2018 Application FormDauda BabaNo ratings yet
- Post Utme Screening For 2017/2018 Admissions Exercise: University of MaiduguriDocument1 pagePost Utme Screening For 2017/2018 Admissions Exercise: University of MaiduguriDauda BabaNo ratings yet
- The Application of Artificial Neural Networks For The Prediction of Oil Production Flow RateDocument12 pagesThe Application of Artificial Neural Networks For The Prediction of Oil Production Flow RateDauda BabaNo ratings yet
- Development of An Adaptive Surrogate Model For Production OptimizationDocument25 pagesDevelopment of An Adaptive Surrogate Model For Production OptimizationDauda BabaNo ratings yet
- Academic Calender 2016 2017Document13 pagesAcademic Calender 2016 2017Dauda BabaNo ratings yet
- GRS CV Template 03-06-162Document3 pagesGRS CV Template 03-06-162Dauda BabaNo ratings yet
- BAU Agricultural Admission List 2016/2017Document69 pagesBAU Agricultural Admission List 2016/2017Dauda BabaNo ratings yet
- Guidelines For Referencing Electronic SourcesDocument10 pagesGuidelines For Referencing Electronic SourcesDauda BabaNo ratings yet
- BAU Agricultural Admission List 2016/2017Document69 pagesBAU Agricultural Admission List 2016/2017Dauda BabaNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Algae Biofuel DissertationDocument5 pagesAlgae Biofuel DissertationWriteMyPaperInApaFormatUK100% (1)
- Effect of Biodiesel Concentration On: Corrosion of Carbon Steel by Bacillus MegateriumDocument15 pagesEffect of Biodiesel Concentration On: Corrosion of Carbon Steel by Bacillus MegateriumYustina Metanoia Pusparizkita PraxedisNo ratings yet
- BiodieselQualityEmissionsITO1116 PDFDocument391 pagesBiodieselQualityEmissionsITO1116 PDFN C NAGESH PRASAD KOTINo ratings yet
- Study On Biodiesel From Cotton Seed Oil by Using Heterogeneous Super Acid Catalyst So /zroDocument7 pagesStudy On Biodiesel From Cotton Seed Oil by Using Heterogeneous Super Acid Catalyst So /zroDyshelly Nurkartika PascapurnamaNo ratings yet
- Biodiesel Production From Waste Cooking Oil Using Ultrasonic Cavitation & Its CharacteristicsDocument5 pagesBiodiesel Production From Waste Cooking Oil Using Ultrasonic Cavitation & Its CharacteristicsOnkar BhosleNo ratings yet
- How a Fan Works & Biodiesel Production ProcessDocument2 pagesHow a Fan Works & Biodiesel Production ProcessHadiNo ratings yet
- LT32599 01 PDFDocument98 pagesLT32599 01 PDFulyjohnignacioNo ratings yet
- MICROALGAE IDENTIFICATION BY WAY OF LIFEDocument12 pagesMICROALGAE IDENTIFICATION BY WAY OF LIFErafumiNo ratings yet
- Group Contribution Model For Predicting Viscosity of Fatty CompoundsDocument8 pagesGroup Contribution Model For Predicting Viscosity of Fatty Compoundsmalek malakiNo ratings yet
- Recent Advancement in Deoxygenation of Fatty Acids Via Homogeneous Catalysis For Biofuel ProductionDocument12 pagesRecent Advancement in Deoxygenation of Fatty Acids Via Homogeneous Catalysis For Biofuel ProductionRoivan Salazar PalaciosNo ratings yet
- Technical Circular 019999030059 enDocument36 pagesTechnical Circular 019999030059 endonsallusNo ratings yet
- Application of Nanoparticles in Biofuels - An OverviewDocument18 pagesApplication of Nanoparticles in Biofuels - An OverviewYashvir SinghNo ratings yet
- Review Article: SciencedirectDocument15 pagesReview Article: SciencedirectDaniela CumbalazaNo ratings yet
- Manual Biotron STDocument18 pagesManual Biotron STLuis Fernado Gutiérrez MosqueraNo ratings yet
- NCJ May 2011Document102 pagesNCJ May 2011techkasambaNo ratings yet
- BETCK105E Mod3AzDOCUMENTS - inDocument27 pagesBETCK105E Mod3AzDOCUMENTS - inVELUANBALAGANNo ratings yet
- Evs Project & SeminarDocument21 pagesEvs Project & Seminarpratibhaawari01No ratings yet
- 2322-Article Text-11938-1-10-20221201Document6 pages2322-Article Text-11938-1-10-20221201fajarNo ratings yet
- RA 9367, Biofuels Act of 2006Document7 pagesRA 9367, Biofuels Act of 2006Marky RamoneNo ratings yet
- Airtronic D2-D4 ManualDocument35 pagesAirtronic D2-D4 ManualRob GustNo ratings yet
- Nano Nutrients For Improvement of Agricultural Productivity and Environmental Remediation. - Oilgae - Oil From AlgaeDocument5 pagesNano Nutrients For Improvement of Agricultural Productivity and Environmental Remediation. - Oilgae - Oil From AlgaeseydaozNo ratings yet
- Energy Plantation Roadmap Targets 1015 MW by 2017Document25 pagesEnergy Plantation Roadmap Targets 1015 MW by 2017Akhilesh GuptaNo ratings yet
- Biodiesel production process from algaeDocument3 pagesBiodiesel production process from algaeAlice ZubergNo ratings yet
- Experimental Investigations of Ignition Delay PeriodDocument9 pagesExperimental Investigations of Ignition Delay PeriodMuhammad Gian NovaldiNo ratings yet
- Palm Oil Outlook 2022: Production Constraints and Economic RecoveryDocument11 pagesPalm Oil Outlook 2022: Production Constraints and Economic RecoveryTar MiziNo ratings yet
- Development of Enzymes For Biomass Degradation and Other Bioenergy Activities at NovozymesDocument13 pagesDevelopment of Enzymes For Biomass Degradation and Other Bioenergy Activities at NovozymesDuy NguyễnNo ratings yet
- Minutes of the 7th Regular Session of the 20th City CouncilDocument40 pagesMinutes of the 7th Regular Session of the 20th City CouncilJournal SP DabawNo ratings yet
- Global BiofuelsDocument25 pagesGlobal Biofuelsxiaoshuang duanNo ratings yet
- Session5-2 ZakariaDocument36 pagesSession5-2 ZakariaJonas RiveraNo ratings yet
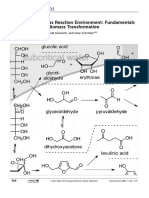
- Subcritical Water As Reaction Environment: Fundamentals of Hydrothermal Biomass TransformationDocument14 pagesSubcritical Water As Reaction Environment: Fundamentals of Hydrothermal Biomass TransformationSeptian Perwira YudhaNo ratings yet