You might also like
- Optimisation of PB-ZN FlotationDocument10 pagesOptimisation of PB-ZN Flotationrajeevup2004No ratings yet
- (1996) West J. N. - Nifty - Hydrometallurgy in The Sand DunesDocument4 pages(1996) West J. N. - Nifty - Hydrometallurgy in The Sand DunesLuis Miguel La TorreNo ratings yet
- Extraction and The Platinum Metals: Refining ofDocument8 pagesExtraction and The Platinum Metals: Refining ofBORUTO ANIMEZONENo ratings yet
- Heap Leaching Copper OreDocument6 pagesHeap Leaching Copper OreRodrigo GarcíaNo ratings yet
- The Selective Mining of Iow-Ash Blend - Coking Coal at Van Dyks Drift CollieryDocument12 pagesThe Selective Mining of Iow-Ash Blend - Coking Coal at Van Dyks Drift CollieryJohan Pranata BarusNo ratings yet
- Extraction and Refining of Platinum MetalsDocument8 pagesExtraction and Refining of Platinum MetalsPrie TeaNo ratings yet
- V 082 N 04 P 112Document6 pagesV 082 N 04 P 112Romi FadliNo ratings yet
- Gold SilverDocument20 pagesGold SilverNicolas Cristobal Correa HernandezNo ratings yet
- Goode 1993 (Tails Reclaim)Document16 pagesGoode 1993 (Tails Reclaim)john_goodeNo ratings yet
- Grade Control Techniques at Paddington Gold MineDocument14 pagesGrade Control Techniques at Paddington Gold MinesikujuaNo ratings yet
- Sample Mine EssayDocument3 pagesSample Mine EssayHeli Senn VentenillaNo ratings yet
- Fine Gold Recovery Sluice BoxesDocument85 pagesFine Gold Recovery Sluice BoxesKristiana Anna83% (6)
- Acacia ReactorDocument11 pagesAcacia ReactorelmonemNo ratings yet
- Recent Process Developments at The Phu Kham Concentrator PDFDocument16 pagesRecent Process Developments at The Phu Kham Concentrator PDFfran01334No ratings yet
- Byron KnelsonDocument8 pagesByron KnelsonJuan Carlos Quintuna EspinNo ratings yet
- The Prieska Experience - Flotation Developments in Copper-Zinc SeparationDocument9 pagesThe Prieska Experience - Flotation Developments in Copper-Zinc Separationmushava nyokaNo ratings yet
- Telfer Project Process Plant DesignDocument23 pagesTelfer Project Process Plant Designmushava nyokaNo ratings yet
- Leach S X Ew Production Oof CopperDocument10 pagesLeach S X Ew Production Oof CopperJeromeNo ratings yet
- Flotation Behaviour of Gold During Processing of Porphyry Cu-AuDocument14 pagesFlotation Behaviour of Gold During Processing of Porphyry Cu-AuFabian MansillaNo ratings yet
- History of Gravity Separation at Richards Bay MineralsDocument8 pagesHistory of Gravity Separation at Richards Bay MineralsWareyho HarkatekNo ratings yet
- Magnetic Separation in South AfricaDocument28 pagesMagnetic Separation in South AfricaDaniel TangkauNo ratings yet
- Jamson Flotation CellsDocument10 pagesJamson Flotation CellsErland Yennfred Zegarra MezaNo ratings yet
- Solvent Extraction in Southern AfricaDocument27 pagesSolvent Extraction in Southern AfricaYassine GouzzaliNo ratings yet
- Improved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFDocument9 pagesImproved Cleaner Circut Performance at The Degrussa Copper Mine With An in Situ Column Sparging System PDFAllen GaoNo ratings yet
- Selective Mining Techniques - TelferDocument16 pagesSelective Mining Techniques - TelfersikujuaNo ratings yet
- Optimisation of The Proeminent Hill Flotation CircuitDocument14 pagesOptimisation of The Proeminent Hill Flotation CircuitThiago JatobáNo ratings yet
- 279-286 RhodesDocument8 pages279-286 Rhodes约翰No ratings yet
- CH07 - Birla Nifty PDFDocument14 pagesCH07 - Birla Nifty PDFJessica100% (1)
- Acacia ReactorDocument11 pagesAcacia ReactorPedrin Cha OlivosNo ratings yet
- Some Considerations in The Use of Gravity Concentration For The Recovery of GoldDocument4 pagesSome Considerations in The Use of Gravity Concentration For The Recovery of GoldMohamed DraaNo ratings yet
- Pongkor Process Plant OverviewDocument17 pagesPongkor Process Plant OverviewImam SidikNo ratings yet
- SGS MIN 2001 04 Cyanide Management by SART en 11 09Document7 pagesSGS MIN 2001 04 Cyanide Management by SART en 11 09Jon CastilloNo ratings yet
- Vertical Crater Retreat Mining in The Sudbury Basin: Mining Science and TechnologyDocument13 pagesVertical Crater Retreat Mining in The Sudbury Basin: Mining Science and TechnologyStajic MilanNo ratings yet
- The Challenger Gold MineDocument10 pagesThe Challenger Gold MinegeolukeNo ratings yet
- PWC Basics of Mining 2 Som Mining MethodsDocument75 pagesPWC Basics of Mining 2 Som Mining Methodsaxel_gutierrez_11No ratings yet
- Mountatns Copper Mining in The Sudety: Room and PillarDocument4 pagesMountatns Copper Mining in The Sudety: Room and PillarJonatan Isaac Huaman AraujoNo ratings yet
- Jabal Sayid ProjectDocument11 pagesJabal Sayid ProjectmchathirNo ratings yet
- Developments in Milling Practice at The LeadZinc ConcentratorDocument20 pagesDevelopments in Milling Practice at The LeadZinc ConcentratorbaberoniNo ratings yet
- Carmen and Lutopan-BOADO - SALVADORDocument39 pagesCarmen and Lutopan-BOADO - SALVADORJhaze Allestain PalleraNo ratings yet
- Canadian Milling Practice 421 FinalDocument5 pagesCanadian Milling Practice 421 Finalapi-594954613No ratings yet
- Remocion de Fluor en OKtedi MineDocument7 pagesRemocion de Fluor en OKtedi Mineivan_popezNo ratings yet
- Selective Blast in Gold MinesDocument4 pagesSelective Blast in Gold Minespleasure masango100% (1)
- Mineral Processing TopicDocument12 pagesMineral Processing TopicBima AbdillahNo ratings yet
- Recovery of Gold Using Gravity Concentration The Hemlo ExperienceDocument14 pagesRecovery of Gold Using Gravity Concentration The Hemlo Experienceboanerges wino pattyNo ratings yet
- Sistema de DecantacionDocument12 pagesSistema de DecantacionGerardo ArandaNo ratings yet
- URAnium PDFDocument5 pagesURAnium PDFSehry SyedNo ratings yet
- Gold Recovery by Heap LeachingDocument33 pagesGold Recovery by Heap LeachingGeologs31 broNo ratings yet
- Recovery: Routes For Maximum CoalDocument10 pagesRecovery: Routes For Maximum CoalDoniPrasetyoNo ratings yet
- 75 Gold Recovery MethodsDocument91 pages75 Gold Recovery MethodsJosé Julio Pantac Li100% (2)
- Development of The Argo MineDocument7 pagesDevelopment of The Argo MineCraig ThomasNo ratings yet
- HCL Surda Report FinalDocument30 pagesHCL Surda Report FinalSHIVAM GUPTA100% (1)
- Introduction To Cyanide Gold Mining: Orcr Usepa July 2012Document14 pagesIntroduction To Cyanide Gold Mining: Orcr Usepa July 2012Tingwe PoulNo ratings yet
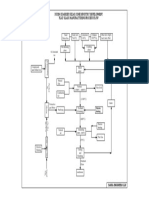
- SC Siderurgica SA Hunedoara Company Profile 1994Document24 pagesSC Siderurgica SA Hunedoara Company Profile 1994combobyrudolf2No ratings yet
- Lecture 2 Mineral Exploration and MiningDocument6 pagesLecture 2 Mineral Exploration and MiningKIPKURUINo ratings yet
- Sluice Design - Wyatt Yeager MSC PDFDocument42 pagesSluice Design - Wyatt Yeager MSC PDFWyattYeager100% (8)
- The Development of Drilling and Blasting Practice at Palabora Mining Company LimitedDocument16 pagesThe Development of Drilling and Blasting Practice at Palabora Mining Company LimitedPaul MatshonaNo ratings yet
- W-Sn Skarn Deposits: and Related Metamorphic Skarns and GranitoidsFrom EverandW-Sn Skarn Deposits: and Related Metamorphic Skarns and GranitoidsNo ratings yet
- The Determination of Impurities in Nuclear Grade Sodium MetalFrom EverandThe Determination of Impurities in Nuclear Grade Sodium MetalNo ratings yet
- On the Construction of a Silvered Glass Telescope: Fifteen and a half inches in aperture, and its use in celestial photographyFrom EverandOn the Construction of a Silvered Glass Telescope: Fifteen and a half inches in aperture, and its use in celestial photographyNo ratings yet
- D6.1 Project Quality Plan: Ref. Ares (2017) 5676689 - 21/11/2017Document21 pagesD6.1 Project Quality Plan: Ref. Ares (2017) 5676689 - 21/11/2017Vivek RanganathanNo ratings yet
- Pea GoldensummitDocument232 pagesPea GoldensummitVivek RanganathanNo ratings yet
- Midrex DFM 1stQtr2021 FinalDocument17 pagesMidrex DFM 1stQtr2021 FinalVivek RanganathanNo ratings yet
- Dri Update May - 2021Document31 pagesDri Update May - 2021Vivek RanganathanNo ratings yet
- Data Discovery and Marketplace PlatformDocument16 pagesData Discovery and Marketplace PlatformVivek RanganathanNo ratings yet
- The Global HBI/DRI Market: Outlook For Seaborne DR Grade Pellet SupplyDocument31 pagesThe Global HBI/DRI Market: Outlook For Seaborne DR Grade Pellet SupplyVivek RanganathanNo ratings yet
- The Road Ahead For e Mobility MCK - 01.2020Document45 pagesThe Road Ahead For e Mobility MCK - 01.2020fatank04No ratings yet
- Shreeji Instruments CataloguesDocument8 pagesShreeji Instruments CataloguesVivek RanganathanNo ratings yet
- Electricity Tariff Schedule: Night Rebate (10PM To 6 AM) 43 Paisa Per Unit PF Above 95% 0.5% RebateDocument2 pagesElectricity Tariff Schedule: Night Rebate (10PM To 6 AM) 43 Paisa Per Unit PF Above 95% 0.5% RebateVivek RanganathanNo ratings yet
- Intertek Minerals Schedule of Services and Charges 2020 AUSDocument48 pagesIntertek Minerals Schedule of Services and Charges 2020 AUSVivek RanganathanNo ratings yet
- Piedmont PEA 09132018Document57 pagesPiedmont PEA 09132018Vivek RanganathanNo ratings yet
- Cement2050 Article Web PDFDocument7 pagesCement2050 Article Web PDFVivek RanganathanNo ratings yet
- Catalog PACKINGDocument24 pagesCatalog PACKINGAnton FransiscusNo ratings yet
- Lithium - Brochure - ApprovedDocument1 pageLithium - Brochure - ApprovedVivek Ranganathan100% (1)
- Soda Price Revison 5-11-2019Document1 pageSoda Price Revison 5-11-2019Vivek RanganathanNo ratings yet
- Flat Glass Manufacturing Process FlowDocument1 pageFlat Glass Manufacturing Process FlowVivek RanganathanNo ratings yet
- IBM Year BookDocument26 pagesIBM Year BookVivek RanganathanNo ratings yet
- Cumulative Cost Assessment CCA of The EU GLASS Industry - Final ReportDocument288 pagesCumulative Cost Assessment CCA of The EU GLASS Industry - Final ReportVivek RanganathanNo ratings yet
- RAKIA-Glass SectorDocument29 pagesRAKIA-Glass SectorVivek RanganathanNo ratings yet
- NocDocument2 pagesNocL. K Jain100% (1)
- 07 Chapter 2Document20 pages07 Chapter 2Vivek RanganathanNo ratings yet
- Keto FoodDocument2 pagesKeto FoodVivek RanganathanNo ratings yet
- 12 Chapter 5Document48 pages12 Chapter 5Nir BNo ratings yet
- Flat Glass Manufacturing Process FlowDocument1 pageFlat Glass Manufacturing Process FlowVivek RanganathanNo ratings yet
- Pilkington Float GlassDocument27 pagesPilkington Float GlassVivek RanganathanNo ratings yet
- PGE Cement Baseline Study PDFDocument15 pagesPGE Cement Baseline Study PDFVivek RanganathanNo ratings yet
- MDO Tender Format PDFDocument61 pagesMDO Tender Format PDFVivek RanganathanNo ratings yet
- Pages 9-66 From Complete Idler Roller CatalogDocument59 pagesPages 9-66 From Complete Idler Roller CatalogjashmithNo ratings yet
- Oman Cement Sector PDFDocument22 pagesOman Cement Sector PDFVivek RanganathanNo ratings yet
- TANZANIA. TECHNO-ECONOMIC STUDY. A SMALL SCALE SODA ASH PRODUCTION PLANT NEAR LAKE NATRON. TERMINAL REPORT (13007.en) PDFDocument231 pagesTANZANIA. TECHNO-ECONOMIC STUDY. A SMALL SCALE SODA ASH PRODUCTION PLANT NEAR LAKE NATRON. TERMINAL REPORT (13007.en) PDFVivek RanganathanNo ratings yet
- 101-116 BergerDocument16 pages101-116 BergerBalaji GuruNo ratings yet
- Chemicals Zetag MSDS Inverse Emulsion Zetag 8849 FS - 0710Document6 pagesChemicals Zetag MSDS Inverse Emulsion Zetag 8849 FS - 0710PromagEnviro.comNo ratings yet
- Building Materials Stones March 2016 PDFDocument100 pagesBuilding Materials Stones March 2016 PDFDanicaGanNo ratings yet
- Causes of KickDocument8 pagesCauses of KickAyman64No ratings yet
- 150ah C20Document2 pages150ah C20movick.25No ratings yet
- Bitumat TopsealDocument5 pagesBitumat TopsealsathiyanNo ratings yet
- BTech (Mechanical With Specialization in Energy Engineering) Curriculum For AY2012-13Document8 pagesBTech (Mechanical With Specialization in Energy Engineering) Curriculum For AY2012-13Akshat GargNo ratings yet
- 1-Internal Heat GainDocument15 pages1-Internal Heat GainWunNa100% (1)
- MT BitsDocument12 pagesMT BitsKundan KumarNo ratings yet
- Composites enDocument20 pagesComposites enpolymer_foam100% (1)
- Antimicrobial Activity and Chemical Composition of Essential Oil FromDocument9 pagesAntimicrobial Activity and Chemical Composition of Essential Oil FromTrần Thuý QuỳnhNo ratings yet
- Aiats Aieee 2012 Test-1 SolutionDocument10 pagesAiats Aieee 2012 Test-1 Solutionblue_l1No ratings yet
- Automatic Gear Changer in Two Wheelers - Pneumatic Model. (Report)Document69 pagesAutomatic Gear Changer in Two Wheelers - Pneumatic Model. (Report)tariq7633% (3)
- s20mdl1sm PDFDocument31 pagess20mdl1sm PDFvegamarco80No ratings yet
- Van't HoffDocument6 pagesVan't HoffKrisna PamungkasNo ratings yet
- Performance Qualification and MaintenanceDocument19 pagesPerformance Qualification and MaintenanceApoloTrevinoNo ratings yet
- L2472 Rev 9Document4 pagesL2472 Rev 9Ignacio León CornejoNo ratings yet
- Hosting Offer For Marie Sklodowska-Curie Postdoctoral Fellowships (PF) 2022 at University of Antwerp/Research Group A-Sense Lab/Centre of Excellence NanolabDocument3 pagesHosting Offer For Marie Sklodowska-Curie Postdoctoral Fellowships (PF) 2022 at University of Antwerp/Research Group A-Sense Lab/Centre of Excellence Nanolabznadeempk_423992578No ratings yet
- Elephant Toothpaste ExperimentDocument4 pagesElephant Toothpaste ExperimentMakariuos TharwatNo ratings yet
- JAP169 Chapter Summary 5Document6 pagesJAP169 Chapter Summary 5Ovelia KayuzakiNo ratings yet
- Continuum Electromechanics Cem - 811Document637 pagesContinuum Electromechanics Cem - 811kgrhoads100% (1)
- Masterlife Ci 222 TdsDocument3 pagesMasterlife Ci 222 TdsAbdelhamid MamdouhNo ratings yet
- PofsdkjnlkldsgDocument258 pagesPofsdkjnlkldsgzakizahirsyahNo ratings yet
- Analogies and Dimensionless NumbersDocument27 pagesAnalogies and Dimensionless NumbersShahla GondalNo ratings yet
- Ce140 PS 3 PDFDocument1 pageCe140 PS 3 PDFAydinAkhtarpour100% (1)
- Metal Sprays and Spray DepositionDocument569 pagesMetal Sprays and Spray DepositionPassanai100% (1)
- Viscosity of Fluids Lab Ball Drop MethodDocument4 pagesViscosity of Fluids Lab Ball Drop MethodNOKIANo ratings yet
- Vulcoferran 2194.20140129.en - TI.sy000152K00Document2 pagesVulcoferran 2194.20140129.en - TI.sy000152K00domingo_carbajalNo ratings yet
- 8.8A 2.0 EXPLAIN STEMscopedia EnglishDocument9 pages8.8A 2.0 EXPLAIN STEMscopedia Englishabdur2011No ratings yet
- AspenTech HYSYS Pipe ModelsDocument23 pagesAspenTech HYSYS Pipe ModelswidhisaputrawijayaNo ratings yet