You might also like
- Certification Test QuestionsDocument3 pagesCertification Test Questionspatitay036817100% (5)
- Synthesis and Analysis of A Coordination CompoundDocument3 pagesSynthesis and Analysis of A Coordination CompoundDozdi67% (6)
- PhotosynthesisDocument33 pagesPhotosynthesisyusfa khildhaNo ratings yet
- Aci Code ListDocument9 pagesAci Code ListkarunaNo ratings yet
- Austral Wright Metals: CuttingDocument10 pagesAustral Wright Metals: CuttingScribdSnake123100% (1)
- Corrosion Resistance of Cupronickels - An Overview PDFDocument39 pagesCorrosion Resistance of Cupronickels - An Overview PDFrabnixNo ratings yet
- Pipe Supports DesignDocument29 pagesPipe Supports DesignkarunaNo ratings yet
- Determination of Volatile Fatty Acid in Enviromental Aqueos Samples PDFDocument6 pagesDetermination of Volatile Fatty Acid in Enviromental Aqueos Samples PDFNierza Alfiannur100% (1)
- AutoCAD BegineersDocument82 pagesAutoCAD BegineerskarunaNo ratings yet
- The Corrosion of Superduplex SS in Different Types of SeawaterDocument9 pagesThe Corrosion of Superduplex SS in Different Types of SeawaterdevangmajithiaNo ratings yet
- 01131129.pdf CorrosionDocument2 pages01131129.pdf Corrosionade2012No ratings yet
- Welding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsDocument6 pagesWelding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsErdem ÜnelNo ratings yet
- Piping Info - Piping Drawings Checking ProcedureDocument8 pagesPiping Info - Piping Drawings Checking ProcedurekarunaNo ratings yet
- Model Code of Safe Practice: 2nd EditionDocument166 pagesModel Code of Safe Practice: 2nd EditionkarunaNo ratings yet
- Galvanic CorrDocument6 pagesGalvanic CorrdhlinvaNo ratings yet
- Monel Sheathing Technial PaperDocument15 pagesMonel Sheathing Technial Paperharan2000No ratings yet
- Check List For Equipment Layout (Design)Document5 pagesCheck List For Equipment Layout (Design)karunaNo ratings yet
- Organic Structural Spectroscopy 2nd Edition Lambert Solutions ManualDocument7 pagesOrganic Structural Spectroscopy 2nd Edition Lambert Solutions Manualkevahung907e100% (28)
- Splash Zone Michels PowellDocument18 pagesSplash Zone Michels PowellMohammed Shareef ShaikhNo ratings yet
- BS en 12056 5 2000Document22 pagesBS en 12056 5 2000Vino Ratheesh50% (2)
- Trunnion CalculationDocument92 pagesTrunnion CalculationkarunaNo ratings yet
- Check List For Piping GADDocument3 pagesCheck List For Piping GADkaruna100% (2)
- Corrosion Problems in The Oil IndustryDocument8 pagesCorrosion Problems in The Oil IndustryUNIISCRIBDNo ratings yet
- Qmax Solids Control EquipmentDocument18 pagesQmax Solids Control Equipment2591995No ratings yet
- Electrochemical Behaviour of Copper-Nickel Alloy Cuni 90-10 in Chlorinated Seawater Under Stagnating ConditionsDocument16 pagesElectrochemical Behaviour of Copper-Nickel Alloy Cuni 90-10 in Chlorinated Seawater Under Stagnating Conditionsyw_oulalaNo ratings yet
- Technicalupdate RepairWeldingofSeawaterpipesDocument8 pagesTechnicalupdate RepairWeldingofSeawaterpipesSpeederz freakNo ratings yet
- The Rotating Cylinder Electrode PDFDocument11 pagesThe Rotating Cylinder Electrode PDFbuvanseaNo ratings yet
- Cu-Ni Corrosion BehaviourDocument14 pagesCu-Ni Corrosion BehaviourSivaraman VisvanathanNo ratings yet
- Copper Nickel - Splash Zone Sheathing of Oil-Gas PlatformsDocument11 pagesCopper Nickel - Splash Zone Sheathing of Oil-Gas Platformsbello imamNo ratings yet
- 654SMO Vs C276Document16 pages654SMO Vs C276陳維中No ratings yet
- Corrosion of Galvanized Steel and Copper in Aqueous EnvironmentsDocument7 pagesCorrosion of Galvanized Steel and Copper in Aqueous EnvironmentsAmrul KaishNo ratings yet
- Uhl Mann 2009Document6 pagesUhl Mann 2009Dwi NandaNo ratings yet
- Cavitation Erosion Behaviour of Niobium:, A.N. Allenstein, C.L.M. Allenstein, A.J.A. BuschinelliDocument9 pagesCavitation Erosion Behaviour of Niobium:, A.N. Allenstein, C.L.M. Allenstein, A.J.A. BuschinelliLarry SmithNo ratings yet
- Corrsion P110 Casing CO2 Saturated (2015)Document14 pagesCorrsion P110 Casing CO2 Saturated (2015)Alex VianaNo ratings yet
- Art 4-Etching and Heating TreatmentDocument8 pagesArt 4-Etching and Heating TreatmentVictor MerlanoNo ratings yet
- Ace 2009Document9 pagesAce 2009MaytabanNo ratings yet
- Materials Selection For Membrane Plants HandlingDocument12 pagesMaterials Selection For Membrane Plants HandlingSiddharth VNo ratings yet
- Seaview Wharf: A Concrete CP Case StudyDocument8 pagesSeaview Wharf: A Concrete CP Case StudyLy KhoaNo ratings yet
- Nickel Added To Aluminoum Bronze AlloyDocument11 pagesNickel Added To Aluminoum Bronze AlloyOrnella MancinelliNo ratings yet
- Pub 157 Preventing Bio Fouling With Copper NickelDocument4 pagesPub 157 Preventing Bio Fouling With Copper NickelBiyong SantocildesNo ratings yet
- CP Criteria 01Document15 pagesCP Criteria 01Sheik DawoodNo ratings yet
- WSS Technical Update - Repair Welding of Seawater PipesDocument8 pagesWSS Technical Update - Repair Welding of Seawater PipesIvan GrbacNo ratings yet
- 90-10 Copper-Nickel vs. Aluminum BrassDocument7 pages90-10 Copper-Nickel vs. Aluminum BrassMohamed AshfaqNo ratings yet
- Corrosion (1) .Monograph - Ica 2.01.00Document82 pagesCorrosion (1) .Monograph - Ica 2.01.00riveram2013No ratings yet
- Stainless Steel Foil For Bipolar Plates of Pefcs Nssmc-Nar-316BcDocument6 pagesStainless Steel Foil For Bipolar Plates of Pefcs Nssmc-Nar-316BcMirghani MohamedNo ratings yet
- Corrosion Evolution of Scaled Rebar in Concrete Under Dry/Wet Cyclic Condition in 3.5% Nacl SolutionDocument15 pagesCorrosion Evolution of Scaled Rebar in Concrete Under Dry/Wet Cyclic Condition in 3.5% Nacl Solutionjack21abNo ratings yet
- Salt Spray ChamberDocument6 pagesSalt Spray Chamberazize hosseinjanyNo ratings yet
- Corrodium MarineDocument2 pagesCorrodium Marinekelvinc256No ratings yet
- Improving The Corrosion Protection of Aluminium Alloys Using Reactive Magnetron SputteringDocument12 pagesImproving The Corrosion Protection of Aluminium Alloys Using Reactive Magnetron SputteringPrinceNo ratings yet
- Stress-Corrosion Cracking in Aluminum Beverage Can Ends - Issues, Observations, and Potential SolutionsDocument8 pagesStress-Corrosion Cracking in Aluminum Beverage Can Ends - Issues, Observations, and Potential SolutionseliezerNo ratings yet
- Cupronickel - WikipediaDocument8 pagesCupronickel - Wikipediaramthecharm_46098467No ratings yet
- Electrochemical Characteristics of Hvof Spray Coated Layer With WC 27nicr and WC 10Co4Cr For Al BronzeDocument7 pagesElectrochemical Characteristics of Hvof Spray Coated Layer With WC 27nicr and WC 10Co4Cr For Al BronzeastronotusNo ratings yet
- Zinc-Rich Primers-Test Performance and Electrochemical PropertiesDocument6 pagesZinc-Rich Primers-Test Performance and Electrochemical PropertiesSyaiful Arif WicaksonoNo ratings yet
- Tajammal Imran, Bo Jacobson, Asad ShariffDocument10 pagesTajammal Imran, Bo Jacobson, Asad ShariffSteve OoiNo ratings yet
- Paper NoDocument17 pagesPaper NoMatthew Tri DoanNo ratings yet
- Developing Cathodic Protection Based On Disbondment GeometryDocument8 pagesDeveloping Cathodic Protection Based On Disbondment GeometryMarcelo Varejão CasarinNo ratings yet
- Corrugated Metal Culverts - Durability in New Zealand ConditionsDocument3 pagesCorrugated Metal Culverts - Durability in New Zealand Conditionslouis donyNo ratings yet
- PDFDocument30 pagesPDFMihai RomulusNo ratings yet
- Accelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesDocument9 pagesAccelerated Corrosion of Steel Rebar in Concrete by Electromigration: Effect of Reservoir Length and Concrete MixesAlmas XamiNo ratings yet
- ValveWorld06 P0607 Strang-Valve Materials For Seawater NAB RivalsDocument18 pagesValveWorld06 P0607 Strang-Valve Materials For Seawater NAB RivalsYQNo ratings yet
- Effect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceDocument23 pagesEffect of Heat Treatment and Bath Composition of Electroless Nickel-Plating On Cavitation Erosion ResistanceSantiago TuestaNo ratings yet
- Chemistry AssignmentDocument10 pagesChemistry AssignmentGurupungav NarayananNo ratings yet
- Hot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclDocument7 pagesHot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclMelin YohanaNo ratings yet
- Hot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclDocument7 pagesHot Corrosion of An Electrodeposited Ni-11 WT % CR Nanocomposite Under Molten Na (Sub 2) So (Sub 4) - K (Sub 2) So (Sub 4) - NaclMelin YohanaNo ratings yet
- Corrosion Behaviour of Uncoated and Ceramic Coated 9Cr-1Mo Steel in Molten Licl-Kcl-Ucl SaltDocument9 pagesCorrosion Behaviour of Uncoated and Ceramic Coated 9Cr-1Mo Steel in Molten Licl-Kcl-Ucl SaltShameekaNo ratings yet
- Welding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power PlantsDocument6 pagesWelding and Corrosion Performance of INCO-WELD 686CPT Filler Metal in Waste-To-Energy Power Plantsmohamed AdelNo ratings yet
- Application of Electroslag Strip CladdingDocument12 pagesApplication of Electroslag Strip CladdingSANKET SINGHNo ratings yet
- Experience and Future Application of The RCPDocument9 pagesExperience and Future Application of The RCPhamidNo ratings yet
- Cathodic Protection For Soil SteelDocument8 pagesCathodic Protection For Soil Steeldhawk94No ratings yet
- Leif BerthagenDocument5 pagesLeif BerthagenCarlos PimentelNo ratings yet
- TribologyDocument7 pagesTribologymoney43No ratings yet
- 171020Document27 pages171020lort1971No ratings yet
- Journal Pre-Proof: Journal of Materials Research and TechnologyDocument18 pagesJournal Pre-Proof: Journal of Materials Research and TechnologyMahnooshNo ratings yet
- FW Vertical SDocument3 pagesFW Vertical SkarunaNo ratings yet
- 1055 Attachment 9 - QP GRP Piping SpecifiDocument8 pages1055 Attachment 9 - QP GRP Piping SpecifikarunaNo ratings yet
- Glass Reinforced PlasticDocument6 pagesGlass Reinforced PlastickarunaNo ratings yet
- Hynds GRP Pipe Specification Drinking WaterDocument8 pagesHynds GRP Pipe Specification Drinking WaterkarunaNo ratings yet
- Nozzle Orientation DrawingDocument5 pagesNozzle Orientation DrawingkarunaNo ratings yet
- Instructions For The CandidatesDocument2 pagesInstructions For The CandidatesBablu RajputNo ratings yet
- Ceramic-Types and PropertiesDocument8 pagesCeramic-Types and Propertiespriyanshu dhawanNo ratings yet
- Furanic Compounds PDFDocument6 pagesFuranic Compounds PDFAbdullah GhannamNo ratings yet
- Manual K2 Prime 20140527 ENDocument93 pagesManual K2 Prime 20140527 ENAntWonxxx100% (1)
- Act 3 Part 1 Symbols of Elements and Formulas of Inorganic Compounds - WordDocument6 pagesAct 3 Part 1 Symbols of Elements and Formulas of Inorganic Compounds - WordMaria Angela GeongoNo ratings yet
- CH 4 CarbonandAlloySteelsDocument19 pagesCH 4 CarbonandAlloySteelsErmias AswessieNo ratings yet
- Bohr EffectDocument22 pagesBohr EffectFITHANo ratings yet
- Practical 7Document18 pagesPractical 7Faisal Khan100% (2)
- Epitaxial Growth Mechanism of Pb (Zr,Ti) O3 Thin Films on SrTiO3 by Chemical Solution Deposition via Self-Organized Seed Layer (0118老師給的)Document11 pagesEpitaxial Growth Mechanism of Pb (Zr,Ti) O3 Thin Films on SrTiO3 by Chemical Solution Deposition via Self-Organized Seed Layer (0118老師給的)junlin0006No ratings yet
- Compuestos HeterociclicosDocument31 pagesCompuestos HeterociclicosLeonardo Salcedo LunaNo ratings yet
- STC 212 Power PointDocument32 pagesSTC 212 Power Pointfariddat449No ratings yet
- Ions and Ionic BondsDocument6 pagesIons and Ionic BondsSadiya ShaikhNo ratings yet
- Lanual II PucDocument28 pagesLanual II PucIT MalurNo ratings yet
- Mechanism of The Glass Electrode Response: Textbook ErrorsDocument2 pagesMechanism of The Glass Electrode Response: Textbook ErrorsUmar JuttNo ratings yet
- Effects of Flow Rate, Temperature and Salt Concentration On Chemical and Physical Properties of Electrolyzed Oxidizing WaterDocument6 pagesEffects of Flow Rate, Temperature and Salt Concentration On Chemical and Physical Properties of Electrolyzed Oxidizing Watervicentp1No ratings yet
- 9 - Introduction To Corrosion-1Document43 pages9 - Introduction To Corrosion-1Ridzaldi AldiNo ratings yet
- PMP SolventDocument5 pagesPMP SolventSomuSolventsNo ratings yet
- Emulsion Polymerization of Acrylonitrile PDFDocument4 pagesEmulsion Polymerization of Acrylonitrile PDFWalid AdnanNo ratings yet
- SI Group AEL Variance Application (May 2021) (Amended July 2021)Document33 pagesSI Group AEL Variance Application (May 2021) (Amended July 2021)Boitumelo MothwaNo ratings yet
- Lecture 11 PDFDocument4 pagesLecture 11 PDFPavan Kumar IBNo ratings yet
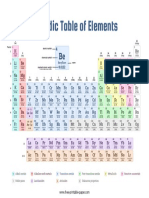
- Periodic Table Color CodedDocument1 pagePeriodic Table Color CodedETHAN HENG ZENG AN MoeNo ratings yet
- Clay.: There Are Six Main Soil TypesDocument4 pagesClay.: There Are Six Main Soil TypesSarah AyingNo ratings yet
- Asociacion Coreana de ElectroDocument8 pagesAsociacion Coreana de ElectroEspinosa RoNo ratings yet
- As Week 3 Q2Document5 pagesAs Week 3 Q2Elaine MagpatagNo ratings yet