You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Shell Welding ProcedureDocument7 pagesShell Welding ProcedurePravesh Modi100% (2)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Daihatsu Hijet Piaggio Porter s85 1 3 1998-2010 Service Manu PDFDocument585 pagesDaihatsu Hijet Piaggio Porter s85 1 3 1998-2010 Service Manu PDFBobCav100% (7)
- Wheel Loader HL740TM-3 Shop Manual PDFDocument349 pagesWheel Loader HL740TM-3 Shop Manual PDFedgaralbe75% (4)
- Wca-16 Rolls Royce - 250 TV Bow & Stern Tunnel Thrusters PDFDocument115 pagesWca-16 Rolls Royce - 250 TV Bow & Stern Tunnel Thrusters PDFANo ratings yet
- Rotary Dryer HandbookDocument34 pagesRotary Dryer Handbook11331490% (10)
- Rotary Thermal Dryer Design Book - FeecoDocument9 pagesRotary Thermal Dryer Design Book - Feecorajeevup2004No ratings yet
- Transmision Meritor 9 Y10 Velocidades mm99106 PDFDocument170 pagesTransmision Meritor 9 Y10 Velocidades mm99106 PDFGuevaraCustodioSaul100% (1)
- New Understanding Compressor CapacityDocument7 pagesNew Understanding Compressor CapacityJose SanchezNo ratings yet
- 0354-98361800278F Dolomite Sintering in Shaft Kiln PDFDocument13 pages0354-98361800278F Dolomite Sintering in Shaft Kiln PDFtaghdirimNo ratings yet
- Vibratory Conveying - Analysis and Design: A ReviewDocument9 pagesVibratory Conveying - Analysis and Design: A ReviewtaghdirimNo ratings yet
- Analysis of Cyclone Pressure Drop-IMPRIMIRDocument7 pagesAnalysis of Cyclone Pressure Drop-IMPRIMIRMariana PatiñoNo ratings yet
- Lime - Shaft Furnaces or Rotary Furnaces - StrommashinaDocument5 pagesLime - Shaft Furnaces or Rotary Furnaces - StrommashinataghdirimNo ratings yet
- 0354-98361800278F Dolomite Sintering in Shaft Kiln PDFDocument13 pages0354-98361800278F Dolomite Sintering in Shaft Kiln PDFtaghdirimNo ratings yet
- Analysis of Cyclone Pressure Drop-IMPRIMIRDocument7 pagesAnalysis of Cyclone Pressure Drop-IMPRIMIRMariana PatiñoNo ratings yet
- Hardness Comparison - WikipediaDocument4 pagesHardness Comparison - WikipediataghdirimNo ratings yet
- The Design of Rotary Kiln With Cyclonic Heat ExchangersDocument33 pagesThe Design of Rotary Kiln With Cyclonic Heat ExchangersAuliverKayMHNo ratings yet
- Cooling Technology - Cooling TowersDocument2 pagesCooling Technology - Cooling TowerstaghdirimNo ratings yet
- Thermo-Economic Study of Hybrid Cooling Tower Systems: Full Length Research PaperDocument15 pagesThermo-Economic Study of Hybrid Cooling Tower Systems: Full Length Research PapertaghdirimNo ratings yet
- Cooling Tower CalculationDocument32 pagesCooling Tower CalculationMohammed Alnefayei100% (10)
- Elearnica - Ir 637238678867853160Document7 pagesElearnica - Ir 637238678867853160taghdirimNo ratings yet
- Calcining MagnesiteDocument6 pagesCalcining Magnesitetaghdirim100% (1)
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- DheerajDocument7 pagesDheerajSaksham KakarNo ratings yet
- Rotary Kiln - Inst Manual English - Version 2015Document55 pagesRotary Kiln - Inst Manual English - Version 2015taghdirim100% (5)
- Elearnica - Ir 637241874011988823Document6 pagesElearnica - Ir 637241874011988823taghdirimNo ratings yet
- Heat Transfer in Rotary KilnsDocument6 pagesHeat Transfer in Rotary KilnsRafael Curiel MedinaNo ratings yet
- 0354-98361800278F Dolomite Sintering in Shaft KilnDocument13 pages0354-98361800278F Dolomite Sintering in Shaft KilntaghdirimNo ratings yet
- The Calcination of Kaolin ClayDocument7 pagesThe Calcination of Kaolin ClaytaghdirimNo ratings yet
- Elearnica - Ir 637250702601036672Document7 pagesElearnica - Ir 637250702601036672taghdirimNo ratings yet
- Energy Changes When Kaolin Minerals Are HeatedDocument10 pagesEnergy Changes When Kaolin Minerals Are HeatedtaghdirimNo ratings yet
- Elearnica - Ir 637241874011988823Document6 pagesElearnica - Ir 637241874011988823taghdirimNo ratings yet
- Fire Clay Composition & PropertiesDocument4 pagesFire Clay Composition & PropertiestaghdirimNo ratings yet
- 10 1016@j Ceramint 2007 02 012 PDFDocument7 pages10 1016@j Ceramint 2007 02 012 PDFlami75No ratings yet
- Fire Clay Composition & PropertiesDocument4 pagesFire Clay Composition & PropertiestaghdirimNo ratings yet
- LS Group DrillingDocument40 pagesLS Group DrillingLuis Rolando SirpaNo ratings yet
- Syllabus Reference BooksDocument9 pagesSyllabus Reference Booksvicky laghNo ratings yet
- LeMans Origional RulesDocument9 pagesLeMans Origional RulesOscar AlvarezNo ratings yet
- Thomas Bevan-Theory of Machine IIDocument3 pagesThomas Bevan-Theory of Machine IIShiyam Raj11% (9)
- JH 600Document22 pagesJH 600Joel MoralesNo ratings yet
- Siemens Flender Gear Units For Sugar Extraction E20001-A120-P900-X-7600 PDFDocument2 pagesSiemens Flender Gear Units For Sugar Extraction E20001-A120-P900-X-7600 PDFasiapowerdriveNo ratings yet
- Detail Design Analysis EdittedDocument19 pagesDetail Design Analysis EdittedFisseha BirhaneNo ratings yet
- Lecture 2.4 Spur Gear Selection ProcedureDocument9 pagesLecture 2.4 Spur Gear Selection ProcedureIshmael MvunyiswaNo ratings yet
- K87吊架伸縮驅動總成Document3 pagesK87吊架伸縮驅動總成黃平抄No ratings yet
- 07 - TFJR4 We 0431Document320 pages07 - TFJR4 We 0431jrrodrigueza2100% (1)
- VSFC IdDocument58 pagesVSFC IdDhananjay NandanpawarNo ratings yet
- Clutch Assembly:: Chapter - 17 Parts ManualDocument20 pagesClutch Assembly:: Chapter - 17 Parts ManualSangram KendreNo ratings yet
- Hydraulic Excavator: Model Code Engine Rated Power Operating Weight Backhoe BucketDocument8 pagesHydraulic Excavator: Model Code Engine Rated Power Operating Weight Backhoe Bucketidar100% (3)
- Module ListDocument21 pagesModule ListLuis TestaNo ratings yet
- Opel Kadett 1.3Document5 pagesOpel Kadett 1.3Goran PanticNo ratings yet
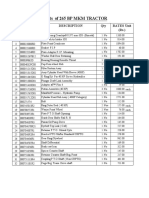
- Spare Parts of 265 BP MKM TRACTOR: S.L. Part No Qty Rates Unit (RS.)Document5 pagesSpare Parts of 265 BP MKM TRACTOR: S.L. Part No Qty Rates Unit (RS.)Dadasaheb MoreNo ratings yet
- Automotive RepairDocument86 pagesAutomotive RepairPrateek ChakrabortyNo ratings yet
- Four Wheel Steering SystemDocument6 pagesFour Wheel Steering SystemsreeeramNo ratings yet
- Design and Development of Box Shifting Mechanism Using Gearless Power Transmission System1Document5 pagesDesign and Development of Box Shifting Mechanism Using Gearless Power Transmission System1International Journal of Innovative Science and Research TechnologyNo ratings yet
- Abb Irbt 4003Document64 pagesAbb Irbt 4003borlixNo ratings yet
- B 1000 - en Gear Units: Operating and Assembly InstructionsDocument72 pagesB 1000 - en Gear Units: Operating and Assembly Instructionsadyhansolo2No ratings yet
- UntitledDocument27 pagesUntitledDavid DjNo ratings yet
- MEC331 - Revision Gear FinalDocument9 pagesMEC331 - Revision Gear FinalDiana PinkyNo ratings yet
- Iii Me Ii Sem Q.bank 2016-17Document32 pagesIii Me Ii Sem Q.bank 2016-17Abhishek SakatNo ratings yet
- Keeping The World Flowing: IW Quarter-Turn Gear SeriesDocument6 pagesKeeping The World Flowing: IW Quarter-Turn Gear SeriesGourav SharmaNo ratings yet
- BacklashDocument2 pagesBacklashshaheen_ratnaniNo ratings yet