You might also like
- 25% List: SR No Spool Pip. Class Mat. Classweld # Sizewall Thick. Weld Type Welders Weld Date Weld CategoryDocument2 pages25% List: SR No Spool Pip. Class Mat. Classweld # Sizewall Thick. Weld Type Welders Weld Date Weld CategoryaakashNo ratings yet
- Non Return Valve-ShieldDocument3 pagesNon Return Valve-ShieldNOMANNo ratings yet
- Welder Management Spreadsheet (Metric)Document4 pagesWelder Management Spreadsheet (Metric)Goutham RathinamNo ratings yet
- DPR FormatDocument78 pagesDPR FormatMITHUNNo ratings yet
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocument2 pagesDipetro Synergy Engineering SDN BHD: Visual Inspection Reportsaffririzal4237No ratings yet
- Construction of Flowlines and Wellhead Tie-In Installations at Adco Fields (Package C-Buhasa)Document13 pagesConstruction of Flowlines and Wellhead Tie-In Installations at Adco Fields (Package C-Buhasa)Shahid YNo ratings yet
- Ferrite Content ReportDocument2 pagesFerrite Content ReportJawad MunirNo ratings yet
- LHS SV10Document24 pagesLHS SV10Sarthak EnterprisesNo ratings yet
- GM552 55219 104 PL RP 0011 - VT - 0028Document1 pageGM552 55219 104 PL RP 0011 - VT - 0028Bestun AhmedNo ratings yet
- Project Department Kuwait National Petroleum Company: Daily Welding Inspection ReportDocument1 pageProject Department Kuwait National Petroleum Company: Daily Welding Inspection ReportMuthazhagan SaravananNo ratings yet
- DPR FormatDocument79 pagesDPR FormatMITHUNNo ratings yet
- SNO-I-DS-001 - C1 Data Sheet For Shutdown and Blowdown ValvesDocument118 pagesSNO-I-DS-001 - C1 Data Sheet For Shutdown and Blowdown Valvesono_czeNo ratings yet
- EXP - ACTUAL FileDocument1 pageEXP - ACTUAL FileS RNo ratings yet
- 2021 External Pipeto 37ºflareDocument2 pages2021 External Pipeto 37ºflareedixon garciaNo ratings yet
- Matrix Schedule Wps Bekapai - 3 Project: DescriptionDocument3 pagesMatrix Schedule Wps Bekapai - 3 Project: DescriptionFerdie OSNo ratings yet
- Piping Daily Progrss Report MMGP: Gulf Asia Contracting Company LLCDocument3 pagesPiping Daily Progrss Report MMGP: Gulf Asia Contracting Company LLCAbdul raheem syedNo ratings yet
- Pipe Book BQ-47Document24 pagesPipe Book BQ-47arjun singhNo ratings yet
- Welding Report Flowline FinalDocument8 pagesWelding Report Flowline FinalRo DiroNo ratings yet
- Spools Release Note: PROJECT 20171 - 09J110015 (Marine)Document6 pagesSpools Release Note: PROJECT 20171 - 09J110015 (Marine)Marcellino YohanesNo ratings yet
- Welder Qualification Test RecordDocument79 pagesWelder Qualification Test RecordMulPXNo ratings yet
- Joints For Sunday Work: SR No Isometric Weld # Pip. Classmat. Class Size Wall Thick. Weld Category Weld Type Weld DateDocument7 pagesJoints For Sunday Work: SR No Isometric Weld # Pip. Classmat. Class Size Wall Thick. Weld Category Weld Type Weld DateQAQC OCLLCNo ratings yet
- Plate - ADocument1 pagePlate - ASumit SinghNo ratings yet
- Facility Area Isomeno Rev Jtno Spoolno SF G Pipeclass RT Fulllot First P Wps - NoDocument3 pagesFacility Area Isomeno Rev Jtno Spoolno SF G Pipeclass RT Fulllot First P Wps - NobassamNo ratings yet
- SL No Line Number Size Material Qnty Spool NO Joint NO Date of IsuueDocument2 pagesSL No Line Number Size Material Qnty Spool NO Joint NO Date of IsuuejohnNo ratings yet
- As Run Sheet-Pqr-051Document14 pagesAs Run Sheet-Pqr-051Anonymous rYZyQQot550% (1)
- Visual Weld Inspection RecordDocument4 pagesVisual Weld Inspection RecordYulian AdhriansyahNo ratings yet
- EHK-IKPP-IS-DTS-005 Datasheet For Pressure Safety Valve Rev 2Document7 pagesEHK-IKPP-IS-DTS-005 Datasheet For Pressure Safety Valve Rev 2nathaNo ratings yet
- Stainless Steel Elbows and Fittings ScheduleDocument39 pagesStainless Steel Elbows and Fittings ScheduleAjaj AnsariNo ratings yet
- Welding TracebillityDocument15 pagesWelding TracebillityDeby Agung PratamaNo ratings yet
- Data Sheet For Ball Valves: Sarqala (S-1) CPF Upgrade, Garmian Block, Kurdistan Republic of IraqDocument27 pagesData Sheet For Ball Valves: Sarqala (S-1) CPF Upgrade, Garmian Block, Kurdistan Republic of IraqSubash ChandraboseNo ratings yet
- Weld Visual InspectionDocument52 pagesWeld Visual InspectionRajeev KumarNo ratings yet
- Dipetro Synergy Engineering SDN BHD: Visual Inspection ReportDocument1 pageDipetro Synergy Engineering SDN BHD: Visual Inspection ReportMohd SaffririzalNo ratings yet
- Maine Line BOQ 8'' (Rv.1)Document14 pagesMaine Line BOQ 8'' (Rv.1)Hasan ShahriarNo ratings yet
- Bom - UPLDocument20 pagesBom - UPLalokbdasNo ratings yet
- 01 Dwir Reports-FieldDocument1 page01 Dwir Reports-FieldSam RajaNo ratings yet
- FIT UP + Weld ReportsDocument2 pagesFIT UP + Weld ReportsKarthikNo ratings yet
- So6625 218M1 218M1L So6625-Eh0d-Iso-218m1l-094 01 Er-000 01Document1 pageSo6625 218M1 218M1L So6625-Eh0d-Iso-218m1l-094 01 Er-000 01Humberto MatusNo ratings yet
- DPR 3Document68 pagesDPR 3MITHUNNo ratings yet
- Ward 10 KotesharDocument14 pagesWard 10 KotesharEr Ranveer PrajapatiNo ratings yet
- Control Valve Instrument Data Sheet SummaryDocument128 pagesControl Valve Instrument Data Sheet Summaryono_czeNo ratings yet
- Hydrostatic Pump (Control Module) (Selectable Joystick Controls) - (R902202753) - S630Document3 pagesHydrostatic Pump (Control Module) (Selectable Joystick Controls) - (R902202753) - S630Edgar SanchezNo ratings yet
- Cessna 208bDocument120 pagesCessna 208bDinuka WanigasekaraNo ratings yet
- MCSP c003b WTG Punchlist 1862a 201 04Document4 pagesMCSP c003b WTG Punchlist 1862a 201 04Iveel PurevdorjNo ratings yet
- 202302010-1 - Data Base Material QC IsoDocument78 pages202302010-1 - Data Base Material QC Isodimas pratamaNo ratings yet
- Bob Tach s650Document3 pagesBob Tach s650tallervt100% (2)
- Waste Heat Boiler Welder's Qualification Test RecordsDocument3 pagesWaste Heat Boiler Welder's Qualification Test RecordsMuthu SaravananNo ratings yet
- Gas Metal Arc Welding and Flux Cored Arc Welding Processes and ConsumablesDocument72 pagesGas Metal Arc Welding and Flux Cored Arc Welding Processes and ConsumablesjuandajdjNo ratings yet
- Ga DrawingDocument37 pagesGa DrawingRey OchavilloNo ratings yet
- GATE VALVES - UL Product IqDocument5 pagesGATE VALVES - UL Product IqEliud RodriguezNo ratings yet
- Os Po Ut 19042022Document3 pagesOs Po Ut 19042022suryaNo ratings yet
- Premier Engineering Industries: List of WPS/PQRDocument1 pagePremier Engineering Industries: List of WPS/PQRBalkishan DyavanapellyNo ratings yet
- Solenoid Valve 2/2 Way N.O. Direct Acting - Dampness-Proof IP 67Document2 pagesSolenoid Valve 2/2 Way N.O. Direct Acting - Dampness-Proof IP 67Ramius HamdaniNo ratings yet
- PT PAMITRA JAYA KONSTRUKSI Request FormDocument1 pagePT PAMITRA JAYA KONSTRUKSI Request FormFahmy FlipNo ratings yet
- Welding Daily Report (Piping) : Sarulla Geothermal Power ProjectDocument7 pagesWelding Daily Report (Piping) : Sarulla Geothermal Power Projectheri_prasetyadiNo ratings yet
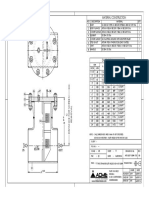
- T Type Strainer Butt Weld 1 PDFDocument1 pageT Type Strainer Butt Weld 1 PDFprashant mishraNo ratings yet
- Release For Painting 14Document8 pagesRelease For Painting 14MohamedOmaraNo ratings yet
- PC3 CLAMP DRAWINGDocument4 pagesPC3 CLAMP DRAWINGSujin SujiNo ratings yet
- Pc3 Clamp DrawingDocument4 pagesPc3 Clamp DrawingSujin SujiNo ratings yet
- Siv PDFDocument15 pagesSiv PDFAnonymous geePRpNo ratings yet
- Pid Legend PDFDocument1 pagePid Legend PDFSocMed Dtk UI0% (1)
- Holiday Inspection Testing CoatingsDocument5 pagesHoliday Inspection Testing CoatingsharmlesdragonNo ratings yet
- Holiday Inspection Testing CoatingsDocument5 pagesHoliday Inspection Testing CoatingsharmlesdragonNo ratings yet
- Noi-21826 Tp-211-La-04-M-01Document2 pagesNoi-21826 Tp-211-La-04-M-01FerdyCodetzNo ratings yet
- Handout UT GeneralDocument185 pagesHandout UT GeneralFerdyCodetzNo ratings yet
- SCHEDULE PAINTING OF TANK Rev.02Document1 pageSCHEDULE PAINTING OF TANK Rev.02FerdyCodetzNo ratings yet
- Ansi/Asme ASME B31.3 ASME B31.1: Power PlantDocument60 pagesAnsi/Asme ASME B31.3 ASME B31.1: Power PlantMercyNo ratings yet
- JSA Insulation OKI 18-07-2016Document9 pagesJSA Insulation OKI 18-07-2016FerdyCodetzNo ratings yet
- Permit Insulation OKI 18-Juli-2016Document55 pagesPermit Insulation OKI 18-Juli-2016FerdyCodetzNo ratings yet
- Install Rockwall, Fabrication and Install Cladding, Handling and Moving Material Risk AssessmentDocument11 pagesInstall Rockwall, Fabrication and Install Cladding, Handling and Moving Material Risk AssessmentFerdyCodetzNo ratings yet
- Perhitungan TR, RL, MAOP Per TitikDocument141 pagesPerhitungan TR, RL, MAOP Per TitikFerdyCodetzNo ratings yet
- Handout UT GeneralDocument185 pagesHandout UT GeneralFerdyCodetzNo ratings yet
- Mag Welding - Sudura PerfectaDocument39 pagesMag Welding - Sudura PerfectaUrszuj CsabaNo ratings yet
- EHS - ImplementationDocument14 pagesEHS - Implementationsamer alrawashdehNo ratings yet
- StainlessLite Plus Unvented Water Storage Cylinders GuideDocument15 pagesStainlessLite Plus Unvented Water Storage Cylinders GuideSaulius BanysNo ratings yet
- Nde Request - Thickness SurveyDocument1 pageNde Request - Thickness SurveySam RajaNo ratings yet
- Welding SymbolsDocument12 pagesWelding SymbolsrsrtnjNo ratings yet
- Aluminum Welding Kit: DescriptionDocument8 pagesAluminum Welding Kit: DescriptionA delca-No ratings yet
- Arc BlowDocument3 pagesArc BlowApostolie IulianNo ratings yet
- HSD-A-TS-M-DS-0010 - Rev-A01 Mechanical Datasheet For Closed Drain Vessel Immersion HeaterDocument2 pagesHSD-A-TS-M-DS-0010 - Rev-A01 Mechanical Datasheet For Closed Drain Vessel Immersion HeaterThanh Phuc NguyenNo ratings yet
- Welding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test CertificateDocument11 pagesWelding Procedure Qualification Record (WPQR) (EN / ISO 15614-1:2017) Welding Procedure Qualification-Test Certificateramesh raja100% (1)
- Welding ElotrodeDocument3 pagesWelding ElotrodeNiranjan khatuaNo ratings yet
- Draft Handbook On Welding TechniquesDocument77 pagesDraft Handbook On Welding Techniquessssf-doboj100% (2)
- 3 ExtrusionDocument130 pages3 ExtrusionashwinNo ratings yet
- 165 Gmaw Zug Asme (Imam Mustofa 3g) WPQDocument4 pages165 Gmaw Zug Asme (Imam Mustofa 3g) WPQMuhammad Fitransyah Syamsuar PutraNo ratings yet
- Essential SMAW Welding Safety and ProceduresDocument30 pagesEssential SMAW Welding Safety and Proceduresjohn shineNo ratings yet
- Hany Et AlDocument13 pagesHany Et AlprevrtljivacNo ratings yet
- Spatter Analysis and ReductionDocument15 pagesSpatter Analysis and ReductionvipinNo ratings yet
- Additional Activities: Answers ToDocument6 pagesAdditional Activities: Answers ToskjonsbytNo ratings yet
- Gew - F&W - ST 2111 B - BPDocument4 pagesGew - F&W - ST 2111 B - BPAbhijeet AdsulNo ratings yet
- Narrow Gap WeldingDocument6 pagesNarrow Gap WeldingRinshad Abdul RahimanNo ratings yet
- GMAW Troubleshooting GuideDocument12 pagesGMAW Troubleshooting GuideVijayan MunuswamyNo ratings yet
- WQT SmawDocument1 pageWQT Smawoperation btutNo ratings yet
- Versatile UWW-301 TP Wire WelderDocument3 pagesVersatile UWW-301 TP Wire WelderChris TeohNo ratings yet
- Smaw (Stick Welding)Document57 pagesSmaw (Stick Welding)Vane VallejoNo ratings yet
- SURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWDocument1 pageSURIA ENGINEERING WELDING PROCEDURE SPECIFICATION (WPS) FOR GTAW & SMAWsuria qaqcNo ratings yet
- American Welding SocietyDocument13 pagesAmerican Welding SocietyarnaldodsNo ratings yet
- 8000 5 WeldingDocument11 pages8000 5 Weldingjosf78No ratings yet
- KLIMA - Heat Pump CatalogueDocument4 pagesKLIMA - Heat Pump CatalogueVM SreejithNo ratings yet
- Frenell White Paper v1.0 May 2016Document66 pagesFrenell White Paper v1.0 May 2016myselfNo ratings yet
- Welders QualificationDocument22 pagesWelders QualificationSreedhar Patnaik.M100% (2)
- Blueshield: Advanced Shielding Gases. When It Matters, BLUESHIELD DeliversDocument6 pagesBlueshield: Advanced Shielding Gases. When It Matters, BLUESHIELD DeliverstdfsksNo ratings yet