You might also like
- Datos de La EmpresaDocument9 pagesDatos de La EmpresaVladimir damaso de la cruzNo ratings yet
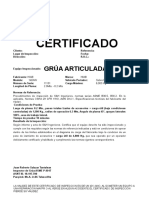
- Certificado MinicargadorDocument4 pagesCertificado MinicargadorJosephTorresRodriguezNo ratings yet
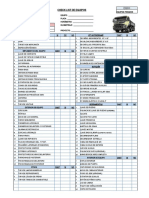
- Check List de Herramientas y Equipos - TCDocument3 pagesCheck List de Herramientas y Equipos - TCZavana LuisNo ratings yet
- MTBFDocument290 pagesMTBFDaniel Ruiz NievesNo ratings yet
- Informe Descriptivo VJDocument12 pagesInforme Descriptivo VJMarwing Labarrera CabanillasNo ratings yet
- Registros de Herramientas de GestionDocument11 pagesRegistros de Herramientas de GestionLen MDzNo ratings yet
- Canaleta de Descarga A Sul 1Document9 pagesCanaleta de Descarga A Sul 1luisja051No ratings yet
- Partes Diario 19-08-2023-Ayancocha Villa Del SolDocument6 pagesPartes Diario 19-08-2023-Ayancocha Villa Del SolCarlos BustamanteNo ratings yet
- Equipos PesadosDocument15 pagesEquipos Pesadoswiliam omar alaya dioses100% (1)
- Formatos TPMDocument6 pagesFormatos TPMFamilia Alvarado CastilloNo ratings yet
- Memoria Descriptiva Cliff - 42 (Tuboscope)Document23 pagesMemoria Descriptiva Cliff - 42 (Tuboscope)gradisco36No ratings yet
- Ot 3683Document2 pagesOt 3683César 23No ratings yet
- Estandar en Subniveles: 1. ObjetivoDocument9 pagesEstandar en Subniveles: 1. ObjetivoJHOSSIL CORDOVANo ratings yet
- Partes Diario 21-08-2023-Ayancocha Villa Del SolDocument6 pagesPartes Diario 21-08-2023-Ayancocha Villa Del SolCarlos BustamanteNo ratings yet
- Tablas PiDocument47 pagesTablas Pikeyla yuneriNo ratings yet
- Instructivo de Limpieza Motores ElectricosDocument9 pagesInstructivo de Limpieza Motores ElectricosFERNANDA FERNANDEZNo ratings yet
- PETS-MIN-13 Perforación en Labores MinerasDocument3 pagesPETS-MIN-13 Perforación en Labores MinerasDaniel Ccama100% (1)
- Partes Diario 18-08-2023-Ayancocha Villa Del SolDocument6 pagesPartes Diario 18-08-2023-Ayancocha Villa Del SolCarlos BustamanteNo ratings yet
- Calderas JCT Mantenimiento OCTUBREDocument11 pagesCalderas JCT Mantenimiento OCTUBREscsancheza428No ratings yet
- Anejo07 - Cálculos de EquiposDocument19 pagesAnejo07 - Cálculos de EquiposFercho LotudoNo ratings yet
- Informe Nº012 Mant. VolqueteDocument2 pagesInforme Nº012 Mant. VolqueteHerbert Dick Vilchez RamírezNo ratings yet
- 11 de Noviembre, Mizraim YacDocument12 pages11 de Noviembre, Mizraim YacxsmaxmasxxsNo ratings yet
- Pet de Pernos Con ResinaDocument3 pagesPet de Pernos Con ResinaJosé Antonio PacuriNo ratings yet
- Instrumentos 3Document2 pagesInstrumentos 3EDUARDONo ratings yet
- Programa Mensual de Operaciones Febrero 2022 El Porvenir-TumiDocument16 pagesPrograma Mensual de Operaciones Febrero 2022 El Porvenir-TumiSSOMA Nexa Pasco (Tumi)No ratings yet
- Modelo Informe Parada Planta para TerminarDocument10 pagesModelo Informe Parada Planta para Terminarjheysson alexander50% (2)
- Pkp-000068 Pets 4-5 Cambio de Reductor y Rueda Motriz Traslacion CarroDocument7 pagesPkp-000068 Pets 4-5 Cambio de Reductor y Rueda Motriz Traslacion CarroVladimir DiosesNo ratings yet
- Requerimiento 29.12.2022Document2 pagesRequerimiento 29.12.2022blancaNo ratings yet
- Check-List Termofusionadora SemanalDocument3 pagesCheck-List Termofusionadora Semanaljaime romanNo ratings yet
- Ficha AmbientalDocument10 pagesFicha AmbientalJohnnyNinaNo ratings yet
- TD-CON-PETS-003 Espesador y Filtrado Rev. 03Document3 pagesTD-CON-PETS-003 Espesador y Filtrado Rev. 03davidalvarezseg100% (1)
- Check List RetroexcavadoraDocument1 pageCheck List RetroexcavadoraDionisio SilvaNo ratings yet
- Lista de Inspeccion de Tracto, Rampla, CAMA BAJA Rev. 0Document1 pageLista de Inspeccion de Tracto, Rampla, CAMA BAJA Rev. 0Brenda Suarez100% (1)
- Informe Tecnico Nº1 EnmalladoDocument8 pagesInforme Tecnico Nº1 EnmalladoalvinNo ratings yet
- DMN01-F01 Registro de Ruidos - Temperaturas de Motores-Reductores.Document42 pagesDMN01-F01 Registro de Ruidos - Temperaturas de Motores-Reductores.Big GarciaNo ratings yet
- Pet-Cor-Con-Sup-Sc-01-Soldadura Por TermofusiónDocument4 pagesPet-Cor-Con-Sup-Sc-01-Soldadura Por TermofusiónMarlon RodriguezNo ratings yet
- Ficha AmbientalDocument7 pagesFicha AmbientalLuis Iporre RengifoNo ratings yet
- WefefwdwedcDocument14 pagesWefefwdwedcCésar SilvaNo ratings yet
- Herramientas Turno NocheDocument1 pageHerramientas Turno NocheJIMMY ALAN HURTADO VALERIONo ratings yet
- Protocolo Base GranularDocument73 pagesProtocolo Base GranularLeonel VenturaNo ratings yet
- PETS-MIN-10 Instalación de Pernos de AnclajeDocument3 pagesPETS-MIN-10 Instalación de Pernos de AnclajeDaniel CcamaNo ratings yet
- Ensayo Desgaste CasifinalDocument30 pagesEnsayo Desgaste CasifinalAlan IslasNo ratings yet
- Mantenimiento de Maquinas y Equipos Agosto 20Document9 pagesMantenimiento de Maquinas y Equipos Agosto 20pilar100% (1)
- Términos de Referencia: Solped: OSDocument5 pagesTérminos de Referencia: Solped: OSCarlos Alberto Zevallos ZapataNo ratings yet
- Manual de Operaciones Milpo El PorvenirDocument38 pagesManual de Operaciones Milpo El PorvenirEduardoNo ratings yet
- ExsaDocument11 pagesExsaMoises Rodriguez MolloNo ratings yet
- Rg-02-A-gcc - Especificaciones Tecnicas Mantenimiento City Gate 2020 OkDocument11 pagesRg-02-A-gcc - Especificaciones Tecnicas Mantenimiento City Gate 2020 OkJuan CruzNo ratings yet
- Maquinas de CNCDocument18 pagesMaquinas de CNCJorge Luis Nava OrtizNo ratings yet
- Inventario Unico de AutomóvilesDocument3 pagesInventario Unico de AutomóvilesTomas F. Ramirez H.No ratings yet
- Pets-Min-Perforacion en Labores MinerasDocument2 pagesPets-Min-Perforacion en Labores MinerasRoyMarlon100% (1)
- Shot CreteDocument3 pagesShot CreteKenyiRufinoAteroNo ratings yet
- Informe Semanal de Obra - ExcelDocument18 pagesInforme Semanal de Obra - ExcelDanilo Sánchez VargasNo ratings yet
- Check List de Rodillo VibratorioDocument2 pagesCheck List de Rodillo VibratorioVictor67% (3)
- Unidad IV y V (Prácticas)Document24 pagesUnidad IV y V (Prácticas)Stefanie Cuéllar RamírezNo ratings yet
- Manual de Operaciones San ExpeditoDocument39 pagesManual de Operaciones San ExpeditoFredy Solano PimentelNo ratings yet
- Checklist de MotosierraDocument3 pagesChecklist de MotosierraSupervisores IGCNo ratings yet
- REQUERIMINETODocument2 pagesREQUERIMINETOKuraz RauNo ratings yet
- Informe LubricacionDocument25 pagesInforme Lubricacionluisja051No ratings yet
- Permisos para Trabajos en CalienteDocument1 pagePermisos para Trabajos en CalienteAlejaOsoriioNo ratings yet
- Curso Mantenimiento NeumaticosDocument56 pagesCurso Mantenimiento NeumaticosCristian Leon100% (2)
- DisponibilidadDocument6 pagesDisponibilidadrjimmybNo ratings yet
- Interoperabilidad2017 PDFDocument366 pagesInteroperabilidad2017 PDFGustavo Alonso Cappa SalasNo ratings yet
- Manual para Ingenieros Azucareros, Ediccion Francesa Al Español PDFDocument771 pagesManual para Ingenieros Azucareros, Ediccion Francesa Al Español PDFIdiLab Emprendimiento95% (58)
- Sistema HidraulicoDocument254 pagesSistema HidraulicoGustavo Alonso Cappa SalasNo ratings yet
- Manejo de SiscatDocument29 pagesManejo de SiscatGustavo Alonso Cappa SalasNo ratings yet
- Libro Hidraulica PDFDocument31 pagesLibro Hidraulica PDFJonh Lenon50% (2)
- Proyectosip20024020 PDFDocument111 pagesProyectosip20024020 PDFGustavo Alonso Cappa SalasNo ratings yet
- TesisDocument170 pagesTesisFredyFarfanCondoriApazaNo ratings yet
- Conminucion de Minerales Tecsup 2 PDFDocument50 pagesConminucion de Minerales Tecsup 2 PDFYuli Sánchez Bustamante86% (7)
- Julio Castillo TesisDocument221 pagesJulio Castillo TesisSerjAndreNo ratings yet
- Modulo IV Ingenieria de Mantenimiento A. de FallasDocument41 pagesModulo IV Ingenieria de Mantenimiento A. de FallasAndy RieraNo ratings yet
- Villegas Arenas Jua OptDocument330 pagesVillegas Arenas Jua OptFranZegaNo ratings yet
- Manual de Mantenimiento Business Class M2Document128 pagesManual de Mantenimiento Business Class M2pankituna5487No ratings yet
- 8 Vibraciones en Maquinas y Mantenimiento PredictivoDocument54 pages8 Vibraciones en Maquinas y Mantenimiento Predictivobetico38No ratings yet
- Hidraulica BasicaDocument161 pagesHidraulica Basicaangel_faria4054100% (2)
- BOMBADocument37 pagesBOMBAGustavo Alonso Cappa SalasNo ratings yet
- 09 PJGM 09 de 13Document70 pages09 PJGM 09 de 13Gustavo Alonso Cappa SalasNo ratings yet
- Hidraulica BasicaDocument161 pagesHidraulica Basicaangel_faria4054100% (2)
- Manual Bomba Lubricacion Hidraulica Power Master III Pala Pc5500 KomatsuDocument63 pagesManual Bomba Lubricacion Hidraulica Power Master III Pala Pc5500 KomatsuolaffsebastianNo ratings yet
- 4579 Adolfo - AquinoDocument58 pages4579 Adolfo - AquinoGustavo Alonso Cappa SalasNo ratings yet
- Manual Maquinaria Pesada Equipo Liviano Construccion PDFDocument82 pagesManual Maquinaria Pesada Equipo Liviano Construccion PDFJorge Diaz100% (1)
- Caso Práctico de Estudio de Mercado Sobre PiscoDocument6 pagesCaso Práctico de Estudio de Mercado Sobre PiscoItalo Chipana Rocca0% (1)
- Tesis Ejemplo PDFDocument246 pagesTesis Ejemplo PDFD321012No ratings yet
- TeklaDocument154 pagesTeklaGustavo Alonso Cappa SalasNo ratings yet
- Ind Rey Cor 16 PDFDocument54 pagesInd Rey Cor 16 PDFGustavo Alonso Cappa SalasNo ratings yet
- Principlaes Fallas en EngranajesDocument6 pagesPrinciplaes Fallas en EngranajesFreddy flavio Sucuytana cosi100% (1)
- 0063129Document194 pages0063129JulioGalarretaMonzón100% (1)
- El Costo Del Mantenimiento IndustrialDocument12 pagesEl Costo Del Mantenimiento IndustrialRicardo Damacela100% (1)
- Baterias Cat PDFDocument8 pagesBaterias Cat PDFmilde_rNo ratings yet
- Result A Dos - Desafio Al Ybytyruzu - 4ta. EdicionDocument2 pagesResult A Dos - Desafio Al Ybytyruzu - 4ta. Edicionderlis_ramirezNo ratings yet
- SESION 1 - Sociedad, Conflicto, Derecho y ProcesoDocument11 pagesSESION 1 - Sociedad, Conflicto, Derecho y ProcesoVioleta RamosNo ratings yet
- Astm C-40Document5 pagesAstm C-40Yorman LPNo ratings yet
- DIA 2 Explicamos Los Beneficios de Los Aparatos Tecnológicos en La ComunicaciónDocument3 pagesDIA 2 Explicamos Los Beneficios de Los Aparatos Tecnológicos en La ComunicaciónZami LuceroNo ratings yet
- Examen HistologíaDocument28 pagesExamen HistologíaGenesis VillalobosNo ratings yet
- Ensayo de La Aplicación y La Importancia Del Electromagnetismo en La Industria AlimentariaDocument5 pagesEnsayo de La Aplicación y La Importancia Del Electromagnetismo en La Industria AlimentariaBastian100% (1)
- Aries Horóscopo IDocument12 pagesAries Horóscopo IErik F. SantillanNo ratings yet
- ProyectoDocument11 pagesProyectoBrisa MijaNo ratings yet
- TL - Mogollon AbadLaydyDocument53 pagesTL - Mogollon AbadLaydyelyzabeth urbanoNo ratings yet
- 11 Esferas de Tu Perfil HologenéticoDocument3 pages11 Esferas de Tu Perfil HologenéticoVictoria Malvar100% (15)
- Vallejo Train ColorsDocument2 pagesVallejo Train ColorsPaco PerezNo ratings yet
- Ahorro de EnergiaDocument33 pagesAhorro de EnergiaChristian Daniel ViveroNo ratings yet
- Alteraciones AfectivasDocument8 pagesAlteraciones AfectivasOrson RobertoNo ratings yet
- Contexto Educativo ActualDocument5 pagesContexto Educativo ActualCosme VelascoNo ratings yet
- Grupal Actividad TransmediaDocument5 pagesGrupal Actividad TransmediaLynBCNo ratings yet
- Criterios in For Males para Observar El Nivel de Aprestamiento - Doc2011Document3 pagesCriterios in For Males para Observar El Nivel de Aprestamiento - Doc2011Paula Andrea Moncada HernándezNo ratings yet
- Día Internacional de Los Pueblos Indígenas - 9 DE AGOSTODocument2 pagesDía Internacional de Los Pueblos Indígenas - 9 DE AGOSTOAbel Foraquita ChoqueNo ratings yet
- Estadística para QuímicosDocument228 pagesEstadística para QuímicosEVELINTCH0% (1)
- Reporte de LecturaDocument6 pagesReporte de LecturaBrenda Paola Aguilar PeñaNo ratings yet
- Tipos de BombasDocument15 pagesTipos de BombasJhon Alex100% (1)
- Lista de Libros 22-23Document7 pagesLista de Libros 22-23OᴍᴀʀNo ratings yet
- Preparacion de Medios de Cultivo y Tecnica de SiembraDocument14 pagesPreparacion de Medios de Cultivo y Tecnica de SiembraKevin Flores60% (5)
- Modelo de Salud Pública en VenezuelaDocument7 pagesModelo de Salud Pública en VenezuelaYulymary PerdomoNo ratings yet
- Proyecto de TesisDocument40 pagesProyecto de TesisJOHAN GEORVIN HUILLCA CCASANINo ratings yet
- Evaluación El Género NarrativoDocument6 pagesEvaluación El Género NarrativoCoteMolinaGonzalezNo ratings yet
- Refuerzo Inglés 2ºESO 08-09Document49 pagesRefuerzo Inglés 2ºESO 08-09DanielNo ratings yet
- Progressive Supranuclear Palsy PSPDocument4 pagesProgressive Supranuclear Palsy PSPJuan DavidNo ratings yet
- Caso GISA y Tacos Bell 2Document7 pagesCaso GISA y Tacos Bell 2Marcia Esparza CancinoNo ratings yet
- Tema 1 Lenguaje y ComunicacionDocument6 pagesTema 1 Lenguaje y ComunicacionegnatioNo ratings yet
- Paradoja Del Comediante, LaDocument37 pagesParadoja Del Comediante, LaroromalaNo ratings yet