You might also like
- UTP A 6222 MoDocument1 pageUTP A 6222 MoKara WhiteNo ratings yet
- U Utp A 786 Gmaw 01Document1 pageU Utp A 786 Gmaw 01RPNo ratings yet
- Utp 630Document1 pageUtp 630brayanNo ratings yet
- Sdfs Dfsfs v4t Eg Gyt4fdg e Erert34 GG Efr DFGDGDFG DFG G Sfsfs Gsdfgsdfsdfsdgds FSF STGVDocument1 pageSdfs Dfsfs v4t Eg Gyt4fdg e Erert34 GG Efr DFGDGDFG DFG G Sfsfs Gsdfgsdfsdfsdgds FSF STGVsadiqNo ratings yet
- Carbofil Crmo9 (G Crmo9)Document1 pageCarbofil Crmo9 (G Crmo9)brunizzaNo ratings yet
- CERTILAS EN Edition2023 320Document1 pageCERTILAS EN Edition2023 320Alireza KhodabandehNo ratings yet
- 11062016000000utp A 068 HHDocument1 page11062016000000utp A 068 HHtqtatqawNo ratings yet
- UTP For OffshoreDocument16 pagesUTP For Offshorekamals55No ratings yet
- Barrettetig Catalogo Oerlikon 35035Document44 pagesBarrettetig Catalogo Oerlikon 35035mp303No ratings yet
- Citoflux R82 SR Cored Wires for Low-Temperature Welding of C-Mn and Low-Alloy SteelsDocument1 pageCitoflux R82 SR Cored Wires for Low-Temperature Welding of C-Mn and Low-Alloy SteelsbrunizzaNo ratings yet
- Fluxofil M42: Cored Wires High-Strength SteelsDocument1 pageFluxofil M42: Cored Wires High-Strength SteelsCristian BoselliNo ratings yet
- UTP 6222 MoDocument1 pageUTP 6222 ModantegimenezNo ratings yet
- NiCrFe alloy welding electrodeDocument1 pageNiCrFe alloy welding electrodeRoberto_PrrNo ratings yet
- Cored Wires for High Toughness Welding of C-Mn and Low-Alloy SteelsDocument1 pageCored Wires for High Toughness Welding of C-Mn and Low-Alloy SteelsCristian BoselliNo ratings yet
- Utp 34 NDocument1 pageUtp 34 NbrayanNo ratings yet
- Copperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloysDocument1 pageCopperfil Cusi3: MIG-MAG Wires Nickel and Copper AlloyssatnamNo ratings yet
- Fluxofil 41 (T 55 6 1nimo B M, C 3 h5)Document1 pageFluxofil 41 (T 55 6 1nimo B M, C 3 h5)brunizzaNo ratings yet
- 409Document2 pages409satish04No ratings yet
- Cavitation resistant TIG rod for welding cast iron and steelDocument1 pageCavitation resistant TIG rod for welding cast iron and steelSun SunNo ratings yet
- Boehler CN 13 4-MC FDocument1 pageBoehler CN 13 4-MC FFilipe CordeiroNo ratings yet
- Avesta: Welding Wire TIGDocument1 pageAvesta: Welding Wire TIGErenBaşaraNo ratings yet
- Thermanit P23Document1 pageThermanit P23Branko FerenčakNo ratings yet
- Böhler Cat 409 Cb-Ig: Classifi CationsDocument1 pageBöhler Cat 409 Cb-Ig: Classifi CationsBranko FerenčakNo ratings yet
- SMAW high-alloy electrode applicationsDocument1 pageSMAW high-alloy electrode applications2003vinayNo ratings yet
- DT-1.4462 WP 380: Stainless Steel Subarc Wire Fused Welding FluxDocument1 pageDT-1.4462 WP 380: Stainless Steel Subarc Wire Fused Welding Fluxmarketing.automatizatNo ratings yet
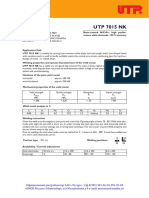
- Utp 7015 NKDocument1 pageUtp 7015 NKsergey.pu4kaNo ratings yet
- Utp 86 FNDocument1 pageUtp 86 FNc131508No ratings yet
- Boehler CN 13 4-MC - SWDocument1 pageBoehler CN 13 4-MC - SWSebastian AcostaNo ratings yet
- 29102015000000B - Boehler CN 22 9 N-IG - TRDocument1 page29102015000000B - Boehler CN 22 9 N-IG - TRAnibal QuezadaNo ratings yet
- 570 950mpa High Tensile Strength SteelDocument32 pages570 950mpa High Tensile Strength SteelAde Aidil SyuhadaNo ratings yet
- Utp 63Document1 pageUtp 63brayanNo ratings yet
- FLUXOFIL 42 Cored Wires for High-strength SteelsDocument1 pageFLUXOFIL 42 Cored Wires for High-strength SteelskarthiksaadhanaNo ratings yet
- 22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESDocument7 pages22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESNguyen Anh TuanNo ratings yet
- Weldwell Catalogue PDFDocument8 pagesWeldwell Catalogue PDFmitesh0% (1)
- مكونات نقط اللحام شامل بنط اللحامDocument2 pagesمكونات نقط اللحام شامل بنط اللحامdaha333No ratings yet
- CERTILAS EN Edition2023 313Document1 pageCERTILAS EN Edition2023 313Alireza KhodabandehNo ratings yet
- Datasheet Sanicro 69Document1 pageDatasheet Sanicro 69Agustin CesanNo ratings yet
- Special Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresDocument10 pagesSpecial Alloy: Covered Arc Welding Electrodes Submerged Arc Welding Materials Gas Tungsten Arc Welding WiresCarlos PadillaNo ratings yet
- Consumables For Duplex Stainless SteelDocument6 pagesConsumables For Duplex Stainless SteelMohamed FaragNo ratings yet
- High corrosion resistant stick electrode for duplex and lean duplex alloysDocument1 pageHigh corrosion resistant stick electrode for duplex and lean duplex alloyscristian popescuNo ratings yet
- Nickel-base filler metals GTAW rodsDocument1 pageNickel-base filler metals GTAW rodsc131508No ratings yet
- UTP 3545 NB PDFDocument1 pageUTP 3545 NB PDFhqnscNo ratings yet
- 3dprint AM 625: Material TypeDocument1 page3dprint AM 625: Material TypeKara WhiteNo ratings yet
- Fox CN 23-12-ADocument1 pageFox CN 23-12-AVIRPOPNo ratings yet
- 31102015000000B - Boehler E 308 H PW-FD - CWDocument1 page31102015000000B - Boehler E 308 H PW-FD - CWKARLNo ratings yet
- Boehler CN 23 12 PW-FDDocument1 pageBoehler CN 23 12 PW-FDbrayanNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- Rod - Union I Crmo 910Document1 pageRod - Union I Crmo 910Rushita SolankiNo ratings yet
- FOX CN 23-12 Mo-ADocument1 pageFOX CN 23-12 Mo-AVIRPOPNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- UTP Chemical GBDocument12 pagesUTP Chemical GBajaychackotecsoNo ratings yet
- 1 - UTP 614 KBDocument1 page1 - UTP 614 KBKrishna VachaNo ratings yet
- Weldwell Catalogue 2015Document8 pagesWeldwell Catalogue 2015jaganelrNo ratings yet
- Welding Methods Guide: Processes, Joints & StandardsDocument52 pagesWelding Methods Guide: Processes, Joints & StandardscyNo ratings yet
- Fox - FFDocument1 pageFox - FFGustavo NietoNo ratings yet
- Böhler Eas 2 PW-FDDocument1 pageBöhler Eas 2 PW-FDHAKANNo ratings yet
- High-alloyed GTAW rod for welding duplex steelsDocument1 pageHigh-alloyed GTAW rod for welding duplex steelsErcan YilmazNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Diode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesFrom EverandDiode, Transistor & Fet Circuits Manual: Newnes Circuits Manual SeriesRating: 4.5 out of 5 stars4.5/5 (7)
- Missing Documents May Negatively Affect The Visa Decision. For Official Use OnlyDocument2 pagesMissing Documents May Negatively Affect The Visa Decision. For Official Use OnlySandeep SinghNo ratings yet
- 1 Strainer y Type With Flanged EndsDocument4 pages1 Strainer y Type With Flanged EndsGourav SharmaNo ratings yet
- DIN en 4042 - A3C BicromatizadoDocument10 pagesDIN en 4042 - A3C BicromatizadoBruno FaveroNo ratings yet
- (ED 01-2017) DoubleFlangedButterfly - WEBDocument28 pages(ED 01-2017) DoubleFlangedButterfly - WEBGourav SharmaNo ratings yet
- Series 31h Weights DimensionsDocument2 pagesSeries 31h Weights DimensionsGourav SharmaNo ratings yet
- HD Series: Butterfly ValvesDocument16 pagesHD Series: Butterfly ValvesGourav SharmaNo ratings yet
- 904.torque Optimization in Triple Offset Butterfly ValveDocument4 pages904.torque Optimization in Triple Offset Butterfly ValveBhargav Patel0% (1)
- Astm A479Document7 pagesAstm A479Martin RomeroNo ratings yet
- Thread CalculationsDocument2 pagesThread CalculationsilyaskureshiNo ratings yet
- M.I.E.T. Engineering College: Department of Mechanical EngineeringDocument105 pagesM.I.E.T. Engineering College: Department of Mechanical EngineeringGourav SharmaNo ratings yet
- Control Valve Application Technology PreviewDocument20 pagesControl Valve Application Technology PreviewKatherine Fikii100% (1)
- Calculation Butterfly Valve DiscDocument6 pagesCalculation Butterfly Valve Discshan07011984100% (1)
- Gerab's Global Presence and Milestones Overview/TITLEDocument32 pagesGerab's Global Presence and Milestones Overview/TITLEGourav SharmaNo ratings yet
- ME8651 Design of Transmission Systems PDFDocument83 pagesME8651 Design of Transmission Systems PDFइंडिया न्यूज़ 81100% (2)
- Design Analysis and Experimental Study of Worm andDocument18 pagesDesign Analysis and Experimental Study of Worm andGourav SharmaNo ratings yet
- Whitworth BSW BSFDocument2 pagesWhitworth BSW BSFGourav SharmaNo ratings yet
- Mat Chem Comp GB en PDFDocument48 pagesMat Chem Comp GB en PDFvzimak2355No ratings yet
- Simulation Requirements For Trunnion Mounted Ball ValveDocument1 pageSimulation Requirements For Trunnion Mounted Ball ValveGourav SharmaNo ratings yet
- Valve Gear Box Quarter TurnDocument1 pageValve Gear Box Quarter TurnGourav SharmaNo ratings yet
- Is 5267 2002Document16 pagesIs 5267 2002Gourav SharmaNo ratings yet
- ThreadsAndMaterials PDFDocument10 pagesThreadsAndMaterials PDFJogendra SinghNo ratings yet
- Standard 7769Document1 pageStandard 7769Gourav SharmaNo ratings yet
- Price List For Cast Steel 150# Ball Valves: Three Piece Design Flanged End Ball ValveDocument3 pagesPrice List For Cast Steel 150# Ball Valves: Three Piece Design Flanged End Ball ValveGourav SharmaNo ratings yet
- Norsok StandardDocument58 pagesNorsok StandardstephlyonNo ratings yet
- MCRWD-40SLPM-TFTRD-DB15-MODBUS-485-54X54-SAE-EPDM-CC: Alicat Part Number DecoderDocument1 pageMCRWD-40SLPM-TFTRD-DB15-MODBUS-485-54X54-SAE-EPDM-CC: Alicat Part Number DecoderGourav SharmaNo ratings yet
- Data For TorqueDocument1 pageData For TorqueGourav SharmaNo ratings yet
- Vortex meter performance for fluid measurement systemsDocument13 pagesVortex meter performance for fluid measurement systemsGourav SharmaNo ratings yet
- Plant Numbering System: Function Codes Slightly Updated Compared To Version 1.4 From September 20 2013Document42 pagesPlant Numbering System: Function Codes Slightly Updated Compared To Version 1.4 From September 20 2013apurnomoNo ratings yet
- Lloyd AC Catalogue 2019Document15 pagesLloyd AC Catalogue 2019Brahma Nandha PrabhuNo ratings yet
- Williams LugsDocument9 pagesWilliams Lugsmisapera35No ratings yet
- 20210318-Kindergarten Edit Final RedPWLDocument28 pages20210318-Kindergarten Edit Final RedPWLSuryamanikanta Y20AP0113No ratings yet
- Masonry Structures-HistoryDocument18 pagesMasonry Structures-Historysfsff50% (4)
- Mechanical and Electrical Properties of NbMoTaW Refractory High-Entropy Alloy Thin FilmsDocument6 pagesMechanical and Electrical Properties of NbMoTaW Refractory High-Entropy Alloy Thin FilmsmosanidNo ratings yet
- MaterialData 11916 2Document1 pageMaterialData 11916 2Muhammad Shena GumilangNo ratings yet
- Steel Tower DrawingDocument1 pageSteel Tower Drawingnimish.aquamarineNo ratings yet
- BoqDocument37 pagesBoqMuhammad Shakil JanNo ratings yet
- Network Diagram: Engineering Field Office - 445 CDDocument7 pagesNetwork Diagram: Engineering Field Office - 445 CDJeffrey DioquinoNo ratings yet
- Stilt PlanDocument1 pageStilt Plankasturi solankiNo ratings yet
- Mil B 7883Document16 pagesMil B 7883Bryan MartinezNo ratings yet
- Sikagrout®-295 In: Product Data SheetDocument3 pagesSikagrout®-295 In: Product Data SheetBala KathirveluNo ratings yet
- Towerwind Analysis - Anchoragebolt - Base PlateDocument14 pagesTowerwind Analysis - Anchoragebolt - Base PlateJoy lauriaNo ratings yet
- Daikin Vision Air Handler Manual IM 672-15 LRDocument78 pagesDaikin Vision Air Handler Manual IM 672-15 LRLeobardo Alcantara RNo ratings yet
- Megha Engineering&Infrastructures LTD: Daily Progress ReportDocument2 pagesMegha Engineering&Infrastructures LTD: Daily Progress Reportshashi_2384No ratings yet
- Boq Kroonstad - Steynsrus PDFDocument14 pagesBoq Kroonstad - Steynsrus PDFLetuba Albert TladiNo ratings yet
- 346-Installing and Maintaining Tubing and Hose SystemsDocument80 pages346-Installing and Maintaining Tubing and Hose SystemsatagucaNo ratings yet
- BOQ - Covered Court (Rev.005)Document268 pagesBOQ - Covered Court (Rev.005)Kevin Marc BabateNo ratings yet
- Material-KOSB (Part2) NEWDocument48 pagesMaterial-KOSB (Part2) NEWSyalokNo ratings yet
- Sae Ams 5519N-2014Document5 pagesSae Ams 5519N-2014Mehdi MokhtariNo ratings yet
- Frame Cad-Self Tapping Screw SpecDocument2 pagesFrame Cad-Self Tapping Screw Specersivaraj100% (1)
- The Blow Molding ProcessDocument4 pagesThe Blow Molding Processabi lashNo ratings yet
- 12 Metallography and Welding Process Control: C. E. Cross, O. Grong, S. Liu, and J. F. CapesDocument14 pages12 Metallography and Welding Process Control: C. E. Cross, O. Grong, S. Liu, and J. F. CapesKasia MazurNo ratings yet
- Datasheet For Steel Grades Carbon Steel SAE 1090Document2 pagesDatasheet For Steel Grades Carbon Steel SAE 1090Todd FlowNo ratings yet
- Pipe Hdpe Sdr11Document3 pagesPipe Hdpe Sdr11George_Wabag_20140% (1)
- 4 Fasteners: Hybrid Wood and Steel Details-Builder's GuideDocument24 pages4 Fasteners: Hybrid Wood and Steel Details-Builder's GuidetribleprinceNo ratings yet
- Steel Rebar Sizes and Weights Charts PDFDocument2 pagesSteel Rebar Sizes and Weights Charts PDFUmar Iziaf100% (2)
- Airframe and Aero Engine Lab FinalDocument25 pagesAirframe and Aero Engine Lab FinalAravind Phoenix50% (2)
- Cables and Conductors - 1Document7 pagesCables and Conductors - 1Mopha BrandyNo ratings yet
- DIY Drill Press Sander - WoodArchivistDocument10 pagesDIY Drill Press Sander - WoodArchivistEdmar DLNo ratings yet
- Victaulic Fire Protection Specification - March 06Document12 pagesVictaulic Fire Protection Specification - March 06ABELWALIDNo ratings yet
- Manufacturing ProcessesDocument17 pagesManufacturing ProcessesTh GmNo ratings yet