You might also like
- Presentacion p4. Euilibrio Quimico Homogéneo en Fase LíquidaDocument22 pagesPresentacion p4. Euilibrio Quimico Homogéneo en Fase LíquidaJ E S ú S S á M A N ONo ratings yet
- Yeast in Batch Culture - Expt - 4 - Shake Flask - Part 1 - 4th EdDocument7 pagesYeast in Batch Culture - Expt - 4 - Shake Flask - Part 1 - 4th EdRachel HechanovaNo ratings yet
- Synthesis Optimization of Isoamyl Butyrate by Newly Microbial Lipases in SolventfreeDocument2 pagesSynthesis Optimization of Isoamyl Butyrate by Newly Microbial Lipases in SolventfreeSyamsul Rizal Abd ShukorNo ratings yet
- By P.G. Wright, A.C. Fernandes and Florenal ZarpelonDocument13 pagesBy P.G. Wright, A.C. Fernandes and Florenal ZarpelonCarlos TomeyNo ratings yet
- Sample Informal Lab Report 2 (From Chemistry 141 - Annotated)Document5 pagesSample Informal Lab Report 2 (From Chemistry 141 - Annotated)leunammeNo ratings yet
- Acid-Catalyzed Transesterification Reaction of Beef Tallow For Biodiesel Production by Factor VariationDocument4 pagesAcid-Catalyzed Transesterification Reaction of Beef Tallow For Biodiesel Production by Factor VariationAJER JOURNALNo ratings yet
- Assignment 3Document2 pagesAssignment 3nmoverleyNo ratings yet
- Ethyl Alcohol Production and OptimisationDocument5 pagesEthyl Alcohol Production and Optimisationakash sawarkarNo ratings yet
- Biodiesel Production in A Batch Reactor: 1. TheoryDocument8 pagesBiodiesel Production in A Batch Reactor: 1. TheoryNazareno BragaNo ratings yet
- Effect of Process Parameter For Ethanol YieldDocument29 pagesEffect of Process Parameter For Ethanol YieldAston EtinosaNo ratings yet
- Fatty Acid GC LabDocument7 pagesFatty Acid GC Labc6h6cl33% (3)
- Preliminary Design For Cellulosic Ethanol Production Facility Capable of Producing 50 Mmgal/YrDocument21 pagesPreliminary Design For Cellulosic Ethanol Production Facility Capable of Producing 50 Mmgal/YrBurcu Gözde BilolNo ratings yet
- Adsorption Basics Part 1Document6 pagesAdsorption Basics Part 1Felix TsecoNo ratings yet
- Lab Report Analysis: GC MS Analyisis of Olive Oil and Clove VolatileDocument20 pagesLab Report Analysis: GC MS Analyisis of Olive Oil and Clove VolatileRohan PorelNo ratings yet
- Proponoic AcidDocument7 pagesProponoic AcidAnonymous SUbBZzNo ratings yet
- Simulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyDocument10 pagesSimulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyMaria Camila Ortiz SarmientoNo ratings yet
- Optimization and Standardisation of Waste Cooking Oil Into BioDieselDocument3 pagesOptimization and Standardisation of Waste Cooking Oil Into BioDieselInternational Organization of Scientific Research (IOSR)No ratings yet
- Benzoic Acid LabDocument7 pagesBenzoic Acid Labstephanie damajNo ratings yet
- Batch Distillation: Camila Carvajal Paula Gutiérrez Sojo Karen RomeroDocument12 pagesBatch Distillation: Camila Carvajal Paula Gutiérrez Sojo Karen RomeroCamila CarvajalNo ratings yet
- Final ReportDocument10 pagesFinal Reportapi-514829618No ratings yet
- Simulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyDocument10 pagesSimulation of Ethanol Production Process Using Aspen Plus and Optimization Based On Response Surface MethodologyRuben MaciasNo ratings yet
- AMINO ACID COMPOSITIONDocument14 pagesAMINO ACID COMPOSITIONfkamaliyahNo ratings yet
- Experiment 8: Gas Chromatography (GC)Document4 pagesExperiment 8: Gas Chromatography (GC)Sergio BritanicoNo ratings yet
- JES Vol. 10 2014-Art. 7 - (59-71)Document13 pagesJES Vol. 10 2014-Art. 7 - (59-71)Emi AminatusNo ratings yet
- CHM 510 Experiment 3Document12 pagesCHM 510 Experiment 3Nabilah100% (1)
- Bioethanol Production From Sugarcane Bagasse Using Fermentation ProcessDocument9 pagesBioethanol Production From Sugarcane Bagasse Using Fermentation ProcessHarsh DoshiNo ratings yet
- Producing Exactly 2.00 Grams of A Compound Lab MSDSDocument2 pagesProducing Exactly 2.00 Grams of A Compound Lab MSDSMichael Kevin YangNo ratings yet
- A Greener Approach For Measuring Colligative Properties: Green ChemistryDocument4 pagesA Greener Approach For Measuring Colligative Properties: Green ChemistryAyu WulanNo ratings yet
- 5 PDFDocument18 pages5 PDFEr Mayur PatilNo ratings yet
- 360exp10-02 EsterificationDocument14 pages360exp10-02 EsterificationlewisrahimiNo ratings yet
- BioRes 2017Document9 pagesBioRes 2017carlosniregaladoNo ratings yet
- Control PH para Evitar Perdas EvapDocument12 pagesControl PH para Evitar Perdas EvapjavierNo ratings yet
- Biodiesel From Waste or Unrefined Oils Using Calcium Oxide-Based CatalystsDocument32 pagesBiodiesel From Waste or Unrefined Oils Using Calcium Oxide-Based Catalystsdoulat2000No ratings yet
- Primer Informe de Minería y Medio AmbienteDocument11 pagesPrimer Informe de Minería y Medio AmbienteJean Pierre Riquez AcostaNo ratings yet
- POprojectchangedDocument14 pagesPOprojectchangedAbim HashimNo ratings yet
- 2.06 ISO 3657 2013 Saponification ValueDocument10 pages2.06 ISO 3657 2013 Saponification Valuereda yehiaNo ratings yet
- Fatty Acid GC LabDocument7 pagesFatty Acid GC LabDip MajumderNo ratings yet
- Design of An Optimized Enzyme Catalysed Batch Bioreactor For The Production of Ethanol From CornDocument8 pagesDesign of An Optimized Enzyme Catalysed Batch Bioreactor For The Production of Ethanol From CornAJER JOURNALNo ratings yet
- Biomass Energy Generation UKDocument9 pagesBiomass Energy Generation UKEliotCruzNo ratings yet
- Lab 4 HPLCDocument5 pagesLab 4 HPLCSyahirah YahyaNo ratings yet
- Interim ReDocument8 pagesInterim ReWong Kay YanNo ratings yet
- Iliade-143 Ethanol Gc-FidDocument7 pagesIliade-143 Ethanol Gc-FidAlma Pusta100% (1)
- Department of Biochemical Engineering: (1) - However, It Is PossibleDocument9 pagesDepartment of Biochemical Engineering: (1) - However, It Is PossibleMarcelo ParraNo ratings yet
- Experiment On Determination of Amount of Acetic Acid in Vinegar by TitrationDocument5 pagesExperiment On Determination of Amount of Acetic Acid in Vinegar by TitrationJasmine JuitNo ratings yet
- Stage Efficiency in Copper Solvent Extraction PlantsDocument9 pagesStage Efficiency in Copper Solvent Extraction PlantsPatricio AcuñaNo ratings yet
- CH 26 AA - Montano - Jiara - Preparation of Benzyl AcetateDocument3 pagesCH 26 AA - Montano - Jiara - Preparation of Benzyl AcetateJiara MontañoNo ratings yet
- Reactive distillation for glycerol etherification with tert-butyl alcoholDocument2 pagesReactive distillation for glycerol etherification with tert-butyl alcoholwidhisaputrawijayaNo ratings yet
- Bioethanol Production From Sugarcane Bagasse Using Fermentation ProcessDocument7 pagesBioethanol Production From Sugarcane Bagasse Using Fermentation ProcessM Syafiq SamadNo ratings yet
- Biotech Bioengineering - 20 April 1987 - Bar - An Unusual Pattern of Product Inhibition Batch Acetic Acid FermentationDocument3 pagesBiotech Bioengineering - 20 April 1987 - Bar - An Unusual Pattern of Product Inhibition Batch Acetic Acid FermentationEvelin RamirezNo ratings yet
- Titrametric Analysis Lab ReportDocument11 pagesTitrametric Analysis Lab Reportapi-546161612No ratings yet
- Producción de Biodiesel de HiguerillaDocument7 pagesProducción de Biodiesel de HiguerillaJorge Antonio Cruz Apaza0% (1)
- XI. OF Soaps: A Rapid Process For The Estimation THE Higher Fatty Acids IN FaecesDocument5 pagesXI. OF Soaps: A Rapid Process For The Estimation THE Higher Fatty Acids IN FaecesRafiur RahmanNo ratings yet
- Final11 DefenseDocument13 pagesFinal11 Defensemayheart100% (1)
- Reactor Models: Procédés de Séparation de L'industrie Pétrochimique. CGP241Document18 pagesReactor Models: Procédés de Séparation de L'industrie Pétrochimique. CGP241Hiba GhandourNo ratings yet
- Crude DistillationDocument6 pagesCrude DistillationNag RajNo ratings yet
- O Level Biology Practice Questions And Answers EnzymesFrom EverandO Level Biology Practice Questions And Answers EnzymesRating: 5 out of 5 stars5/5 (1)
- Microstructure of Dairy ProductsFrom EverandMicrostructure of Dairy ProductsMamdouh El-BakryNo ratings yet
- Preparative Chromatography for Separation of ProteinsFrom EverandPreparative Chromatography for Separation of ProteinsArne StabyNo ratings yet
- Activity No. - : Effect of Particle Size On Drying RateDocument3 pagesActivity No. - : Effect of Particle Size On Drying RateJan Centural VazquezNo ratings yet
- Riph 1Document1 pageRiph 1Jan Centural VazquezNo ratings yet
- Chapter 27 - Lunch, Moving House, Imperial Examination: Influence Was Not As Good AsDocument7 pagesChapter 27 - Lunch, Moving House, Imperial Examination: Influence Was Not As Good AsJan Centural VazquezNo ratings yet
- Portfolio: Civic Welfare Training ServiceDocument1 pagePortfolio: Civic Welfare Training ServiceJan Centural VazquezNo ratings yet
- Friction Loss - ProcedureDocument2 pagesFriction Loss - ProcedureJan Centural VazquezNo ratings yet
- Writing A Reflection PaperDocument3 pagesWriting A Reflection PaperJan Centural VazquezNo ratings yet
- 3rd Pre Quarter Exam English 4 Science 3 English 3Document4 pages3rd Pre Quarter Exam English 4 Science 3 English 3Jan Centural VazquezNo ratings yet
- Chapter 27 - Lunch, Moving House, Imperial Examination: Influence Was Not As Good AsDocument7 pagesChapter 27 - Lunch, Moving House, Imperial Examination: Influence Was Not As Good AsJan Centural VazquezNo ratings yet
- CRYSTALLIZATION PROCESS OPTIMIZATIONDocument42 pagesCRYSTALLIZATION PROCESS OPTIMIZATIONKTINE0894% (16)
- OFLDocument2 pagesOFLJan Centural VazquezNo ratings yet
- Ammonia Oxidation: Dacula, Lopez, MierDocument12 pagesAmmonia Oxidation: Dacula, Lopez, MierJan Centural VazquezNo ratings yet
- Deflated polynomial graph and root iterationsDocument3 pagesDeflated polynomial graph and root iterationsJan Centural VazquezNo ratings yet
- Globalization TimelineDocument3 pagesGlobalization TimelineJan Centural VazquezNo ratings yet
- Chemistry Chapter 2Document9 pagesChemistry Chapter 2Jan Centural VazquezNo ratings yet
- VAZQUEZ - Art AppreciationDocument1 pageVAZQUEZ - Art AppreciationJan Centural VazquezNo ratings yet
- VAZQUEZ - Art AppreciationDocument1 pageVAZQUEZ - Art AppreciationJan Centural VazquezNo ratings yet
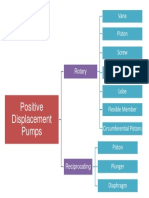
- Positive Displacement Pumps: Vane Piston Screw Gear Lobe Flexible Member Circumferential Pistons Piston Plunger DiaphragmDocument1 pagePositive Displacement Pumps: Vane Piston Screw Gear Lobe Flexible Member Circumferential Pistons Piston Plunger DiaphragmJan Centural VazquezNo ratings yet
- Series and Parallel Connected ResistancesDocument5 pagesSeries and Parallel Connected ResistancesJan Centural VazquezNo ratings yet
- Between Helping Hand and Reality (MOM's TJS) by Yi enDocument23 pagesBetween Helping Hand and Reality (MOM's TJS) by Yi encyeianNo ratings yet
- Thesis RevisedDocument33 pagesThesis RevisedRachel Ann Octavio83% (12)
- Shotgun Fungus LabDocument6 pagesShotgun Fungus LabSuleiman DaudaNo ratings yet
- Tutorial On Multivariate Logistic Regression: Javier R. Movellan July 23, 2006Document9 pagesTutorial On Multivariate Logistic Regression: Javier R. Movellan July 23, 2006Vu Duc Hoang VoNo ratings yet
- Good Thesis Statement About TechnologyDocument6 pagesGood Thesis Statement About Technologybsr6hbaf100% (2)
- Project IdentificationDocument7 pagesProject Identificationsimmi33No ratings yet
- Practical Research 2 Module 6 7 ForuploadDocument18 pagesPractical Research 2 Module 6 7 ForuploadCharry CervantesNo ratings yet
- FEA vs. EMA Assessment of a High-Speed Milling MachineDocument9 pagesFEA vs. EMA Assessment of a High-Speed Milling MachineMithun JohnNo ratings yet
- The ROI Methodology in 12 Easy StepsDocument32 pagesThe ROI Methodology in 12 Easy Stepsbassant_hegaziNo ratings yet
- Impact of HR Practices on Human Capital Performance in Indian EducationDocument11 pagesImpact of HR Practices on Human Capital Performance in Indian Educationneha.verma_04No ratings yet
- Case Study ResearchDocument8 pagesCase Study ResearchDon Chiaw ManongdoNo ratings yet
- PS5 ResubmitDocument6 pagesPS5 ResubmitAshley PlemmonsNo ratings yet
- Factors Affecting Student's Academic Performance in Ahuntegen General Secondary School, North Wollo Zone, EthiopiaDocument9 pagesFactors Affecting Student's Academic Performance in Ahuntegen General Secondary School, North Wollo Zone, EthiopiaJournal of Education and LearningNo ratings yet
- Ballb 4 Sem SyllabusDocument13 pagesBallb 4 Sem Syllabusdivyarana123No ratings yet
- The Use of Comminution Testwork Results in SAG Mill DesignDocument16 pagesThe Use of Comminution Testwork Results in SAG Mill DesignLevent ErgunNo ratings yet
- Project Proposal Road SaftyDocument43 pagesProject Proposal Road Saftychile100% (2)
- Paranoid Psychosis in Its Relation To Personality, He Has "Reinterpreted" Freud, and HasDocument20 pagesParanoid Psychosis in Its Relation To Personality, He Has "Reinterpreted" Freud, and HasMihaela GeorgescuNo ratings yet
- 2018 - The Episteme Journal of Linguistics and Literature Vol 4 No 1 - 3. NurhayatiDocument9 pages2018 - The Episteme Journal of Linguistics and Literature Vol 4 No 1 - 3. NurhayatiJayanta SarkarNo ratings yet
- The Naked of Piping DesignDocument20 pagesThe Naked of Piping DesignAndiWSutomoNo ratings yet
- Specification - Topographic and Plant Surveys SpecificationDocument4 pagesSpecification - Topographic and Plant Surveys SpecificationAzhar AliNo ratings yet
- Individualism Collectivism and Social Capital Allik Realo Jccp2004Document22 pagesIndividualism Collectivism and Social Capital Allik Realo Jccp2004TahityNo ratings yet
- Module Handbook For Negotiated Learning (Work Based Learning) Academic Year 2021/22Document9 pagesModule Handbook For Negotiated Learning (Work Based Learning) Academic Year 2021/22Calum SyersNo ratings yet
- CHAPTER-III DoneDocument5 pagesCHAPTER-III DoneThresia LozaritaNo ratings yet
- Primary Data Are Those Which Are Collected Afresh and For The First Primary Data Are Those Which Are Collected Afresh and For The FirstDocument18 pagesPrimary Data Are Those Which Are Collected Afresh and For The First Primary Data Are Those Which Are Collected Afresh and For The FirstBhagawat SwaroopNo ratings yet
- ReflectionDocument2 pagesReflectionkoshilaNo ratings yet
- EnergyDocument13 pagesEnergyThine Aliyah Robea GayapaNo ratings yet
- Gender - Guide External July 2019Document38 pagesGender - Guide External July 2019Karol Solís MencoNo ratings yet
- Aurora University Course CatalogDocument12 pagesAurora University Course CatalogJohnNo ratings yet
- Classical Optimization Theory Quadratic Forms: Let Be A N-VectorDocument48 pagesClassical Optimization Theory Quadratic Forms: Let Be A N-VectorAngad SehdevNo ratings yet