You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Safety Manual 3116 CATDocument9 pagesSafety Manual 3116 CATvrosalio100% (2)
- Doosan DX140LC-3 Excavator Parts ManualDocument778 pagesDoosan DX140LC-3 Excavator Parts ManualDjalmaNo ratings yet
- Eberspacher Airtronic D2 InstructionsDocument34 pagesEberspacher Airtronic D2 InstructionsDavid Butler100% (1)
- Alternative Fuels Text BookDocument466 pagesAlternative Fuels Text BookSAHIL Raj100% (3)
- AnilineDocument6 pagesAnilineMUHAMMAD AKRAM0% (1)
- ST5103-Theory of Elasticity and PlasticityDocument13 pagesST5103-Theory of Elasticity and Plasticitycmurugan67% (3)
- LV11 - Diesel Fuel Systems - Issue 1Document64 pagesLV11 - Diesel Fuel Systems - Issue 1Đức HòangNo ratings yet
- Astm D 4294 - 16e1Document9 pagesAstm D 4294 - 16e1Money Earn100% (1)
- Fuso Canter 2013 PDFDocument463 pagesFuso Canter 2013 PDFFrank EasNo ratings yet
- Aniline PointDocument3 pagesAniline PointMalik Hamid100% (1)
- Final Year Thesis For Bs Chemical EngineeringDocument237 pagesFinal Year Thesis For Bs Chemical EngineeringKashif MehmoodNo ratings yet
- Precast Building Using Dovetail JointDocument17 pagesPrecast Building Using Dovetail JointcmuruganNo ratings yet
- Guidelines GHG Conversion Factors 07jul2011Document50 pagesGuidelines GHG Conversion Factors 07jul2011Atanas StoykovNo ratings yet
- Performance Analysis of A Producer Gas-Fuelled Heavy-Duty SI Engine at Full-Load OperationDocument7 pagesPerformance Analysis of A Producer Gas-Fuelled Heavy-Duty SI Engine at Full-Load OperationcmuruganNo ratings yet
- Development and Fabrication of Electromagnetic Engine: Submitted byDocument60 pagesDevelopment and Fabrication of Electromagnetic Engine: Submitted bycmuruganNo ratings yet
- ST5102-Dynamics of StructuresDocument18 pagesST5102-Dynamics of Structurescmurugan100% (1)
- Design and Fabrication of Automatic Feeding Mechanism For Power Hacksaw MachineDocument36 pagesDesign and Fabrication of Automatic Feeding Mechanism For Power Hacksaw MachinecmuruganNo ratings yet
- Hom Doung 2015Document7 pagesHom Doung 2015cmuruganNo ratings yet
- MA5151-Advanced Mathematical MethodsDocument13 pagesMA5151-Advanced Mathematical MethodscmuruganNo ratings yet
- ST5002 Prefabricated StructuresDocument12 pagesST5002 Prefabricated Structurescmurugan100% (1)
- ST5001-Maintenance Rehabilitation of Structures PDFDocument12 pagesST5001-Maintenance Rehabilitation of Structures PDFcmuruganNo ratings yet
- B.Tech - Mechanical EngineeringDocument2 pagesB.Tech - Mechanical EngineeringcmuruganNo ratings yet
- Experimental Study On Structural Health Monitoring of BridgesDocument1 pageExperimental Study On Structural Health Monitoring of BridgescmuruganNo ratings yet
- ST5001-Maintenance Rehabilitation of Structures PDFDocument12 pagesST5001-Maintenance Rehabilitation of Structures PDFcmuruganNo ratings yet
- Carbon - Science and Technology: Performance Study of Dual Fuel Engine Using Producer Gas As Secondary FuelDocument9 pagesCarbon - Science and Technology: Performance Study of Dual Fuel Engine Using Producer Gas As Secondary FuelcmuruganNo ratings yet
- Effect of Ignition Timing Advance On Performance of A Small Producer Gas EngineDocument9 pagesEffect of Ignition Timing Advance On Performance of A Small Producer Gas EnginecmuruganNo ratings yet
- ST5102-Dynamics of StructuresDocument18 pagesST5102-Dynamics of Structurescmurugan100% (1)
- ST5101-Advance Concrete StructuresDocument16 pagesST5101-Advance Concrete Structurescmurugan100% (1)
- MA5151-Advanced Mathematical MethodsDocument13 pagesMA5151-Advanced Mathematical MethodscmuruganNo ratings yet
- Our Official Android App - REJINPAUL NETWORK FromDocument2 pagesOur Official Android App - REJINPAUL NETWORK FromcmuruganNo ratings yet
- Design and Analysis of A Shock Absorber: Conference PaperDocument16 pagesDesign and Analysis of A Shock Absorber: Conference PapercmuruganNo ratings yet
- CE6002-Conctete TechnologyDocument13 pagesCE6002-Conctete TechnologycmuruganNo ratings yet
- Email: Mpeters@cag - Edu.gt: Michael Peters, Technology Integration, Colegio Americano de Guatemala May-June 2010Document14 pagesEmail: Mpeters@cag - Edu.gt: Michael Peters, Technology Integration, Colegio Americano de Guatemala May-June 2010cmuruganNo ratings yet
- Government of India Ministry of Railways Railway Recruitment BoardsDocument2 pagesGovernment of India Ministry of Railways Railway Recruitment BoardscmuruganNo ratings yet
- Department of Civil EngineeringDocument25 pagesDepartment of Civil EngineeringcmuruganNo ratings yet
- Wrought Iron Contains Carbon Upto: A.0.25% B.1.0%C.1.5%D.2%Document31 pagesWrought Iron Contains Carbon Upto: A.0.25% B.1.0%C.1.5%D.2%cmuruganNo ratings yet
- Biodiesel Spec SheetDocument3 pagesBiodiesel Spec SheetMohamed HalemNo ratings yet
- Catalysts in Production of Biodiesel: A Review: K. Narasimharao, Adam Lee, and Karen WilsonDocument12 pagesCatalysts in Production of Biodiesel: A Review: K. Narasimharao, Adam Lee, and Karen WilsonFlorence IrhibhogbeNo ratings yet
- NON-EDIBLE OIL (Karanja) IndiaDocument22 pagesNON-EDIBLE OIL (Karanja) IndiaVaibhav MoonNo ratings yet
- Case LubesDocument28 pagesCase LubesSreejith MuraliedharanNo ratings yet
- 8th Full Science-2Document201 pages8th Full Science-2great kashmirNo ratings yet
- EPA HQ OAR 2018 0227 0004 - ContentDocument90 pagesEPA HQ OAR 2018 0227 0004 - Contents0n1907No ratings yet
- Singapore Shipping AscociationDocument39 pagesSingapore Shipping AscociationyoyokpurwantoNo ratings yet
- LPG 162-D557Document5 pagesLPG 162-D557R B ManiarNo ratings yet
- Boiler Questions and AnswersDocument10 pagesBoiler Questions and AnswersAustin UdofiaNo ratings yet
- Determining Enhanced Filter Blocking Tendency (EFBT) : Standard Test Method ForDocument8 pagesDetermining Enhanced Filter Blocking Tendency (EFBT) : Standard Test Method ForSdferwste SrqreNo ratings yet
- Automobile and Environment: NtroductionDocument14 pagesAutomobile and Environment: NtroductionRaviNo ratings yet
- Biodiesel-Alternative Fuel For DI EnginesDocument18 pagesBiodiesel-Alternative Fuel For DI Enginestudor8sirbuNo ratings yet
- KAPL DownstreamDocument6 pagesKAPL DownstreamKrishna GuptaNo ratings yet
- GEA34130 AeroderivativeGT - Whitepaper - R6Document10 pagesGEA34130 AeroderivativeGT - Whitepaper - R6Cecilia CabreraNo ratings yet
- IGNITION QUALITY TESTER (LQT™)Document2 pagesIGNITION QUALITY TESTER (LQT™)Nestor MaldonadoNo ratings yet
- Diesel EngineDocument20 pagesDiesel Engineeren656565No ratings yet
- Biofuel From PlasticDocument4 pagesBiofuel From PlasticNaveen BPNo ratings yet
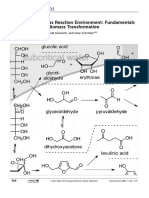
- Subcritical Water As Reaction Environment: Fundamentals of Hydrothermal Biomass TransformationDocument14 pagesSubcritical Water As Reaction Environment: Fundamentals of Hydrothermal Biomass TransformationSeptian Perwira YudhaNo ratings yet
- A Review of Hydrogen As A Compression IgnitionDocument17 pagesA Review of Hydrogen As A Compression IgnitionSeyedNo ratings yet