You might also like
- Admixtures ChemicalDocument41 pagesAdmixtures ChemicalAparna SwaminathanNo ratings yet
- What Is A Chemical Admixture?Document38 pagesWhat Is A Chemical Admixture?Rahil QureshiNo ratings yet
- Admixtures Improve Concrete PropertiesDocument86 pagesAdmixtures Improve Concrete Propertieskiran weddingNo ratings yet
- Admixtures for ConcreteDocument59 pagesAdmixtures for Concretemeetshah92No ratings yet
- Session 3admixturesDocument50 pagesSession 3admixturesAmol D PawarNo ratings yet
- Chemical AdmixtureDocument19 pagesChemical AdmixturerajasekharNo ratings yet
- Admixture PPT For CMT G-2Document39 pagesAdmixture PPT For CMT G-2Marinella Garingan100% (1)
- Chemical Admixtures Part 4Document15 pagesChemical Admixtures Part 4Pothuraju Harsha Vardhan ce22m054No ratings yet
- Super Plasticizer SDocument12 pagesSuper Plasticizer Sjs kalyana ramaNo ratings yet
- Session 3 AdmixturesDocument40 pagesSession 3 Admixturesimsrinivash1No ratings yet
- Concrete TechnologyDocument186 pagesConcrete Technologysmg26thmayNo ratings yet
- Mineral and Chemical Admixtures: Advanced Concrete Technology CE 612Document23 pagesMineral and Chemical Admixtures: Advanced Concrete Technology CE 612Kasturi BhuyanNo ratings yet
- Cement Additives BookletDocument11 pagesCement Additives BookletWise SoNo ratings yet
- Admixtures 170303204533 PDFDocument81 pagesAdmixtures 170303204533 PDFJoe NjoreNo ratings yet
- Shop Assignment PDFDocument9 pagesShop Assignment PDFNahemiah Marie AbianNo ratings yet
- Admixtures for improving concrete performanceDocument30 pagesAdmixtures for improving concrete performancejeffkarthick1No ratings yet
- Topic 1 - AdmixtureDocument54 pagesTopic 1 - AdmixtureFadlee WookieNo ratings yet
- 03 Water and Admixture-1Document33 pages03 Water and Admixture-1Vaughn Rovin GarciaNo ratings yet
- AdmixtureDocument35 pagesAdmixtureSasanka AyinaparthiNo ratings yet
- Adhesives Without Chemical ReactionDocument18 pagesAdhesives Without Chemical ReactionPubg fansNo ratings yet
- Durability of Concrete: Relationship Between Durability and PerformanceDocument31 pagesDurability of Concrete: Relationship Between Durability and PerformanceMahesh MakwanaNo ratings yet
- Durability of ConcreteDocument31 pagesDurability of ConcreteTabish IzharNo ratings yet
- Admixtures Presentation1Document16 pagesAdmixtures Presentation1omerumeromerNo ratings yet
- Admixtures Improve Concrete PropertiesDocument8 pagesAdmixtures Improve Concrete PropertiesChristine Joyce BunyiNo ratings yet
- Conmatest 4Document20 pagesConmatest 4Ian BondocNo ratings yet
- Glass Ionomer CementDocument54 pagesGlass Ionomer CementNasecaNo ratings yet
- 2nd Term New Material and TechnologyDocument64 pages2nd Term New Material and TechnologyShreedharNo ratings yet
- Deminerlise PlantDocument34 pagesDeminerlise PlantSyed Safiur Rahman100% (1)
- Cement - Superplasticizer CompatibilityDocument8 pagesCement - Superplasticizer CompatibilitySumit SrivastavaNo ratings yet
- Membrane SeparationDocument20 pagesMembrane SeparationhelmaliaNo ratings yet
- Glass Ionomer Cement GICDocument25 pagesGlass Ionomer Cement GICsamar yousif mohamedNo ratings yet
- Construction Chemicals and AdditivesDocument39 pagesConstruction Chemicals and Additivesdharshini deivasigamani100% (2)
- Admixer Broucher New 2Document8 pagesAdmixer Broucher New 2narmad_anilNo ratings yet
- Lecture # 9-Admixtures IIDocument24 pagesLecture # 9-Admixtures IIZakaria MohdNo ratings yet
- Chemical Admixtures For Concrete: Superplasticizers Özge Andiç Çakır, PHDDocument44 pagesChemical Admixtures For Concrete: Superplasticizers Özge Andiç Çakır, PHDdonjuan4848No ratings yet
- Water Treatment Process OverviewDocument68 pagesWater Treatment Process OverviewApsara Katugaha100% (3)
- CCM Week 01 2 Structure of Construction MaterialsDocument72 pagesCCM Week 01 2 Structure of Construction MaterialsDiwakar SehgalNo ratings yet
- PDFDocument45 pagesPDFDaniel Dennis Escobar SubiranaNo ratings yet
- Unit 2bDocument57 pagesUnit 2bsuck xxxNo ratings yet
- Admixtures for Concrete PropertiesDocument35 pagesAdmixtures for Concrete Propertiessanthu256100% (1)
- Super PlasticizerDocument7 pagesSuper PlasticizerReshmita PallaNo ratings yet
- 1 Drilling Engineering IIDocument235 pages1 Drilling Engineering IIKarwan Dilmany100% (7)
- Dowex Practical Guidelines LDocument8 pagesDowex Practical Guidelines LAyman FawzyNo ratings yet
- Flow Assurance - AOEDocument19 pagesFlow Assurance - AOEAmeya SaneNo ratings yet
- AdmixturesDocument35 pagesAdmixturessachin.meenaNo ratings yet
- MKAE1153 SEAA4163 v5 3 Chemical Attack N CarbonationDocument68 pagesMKAE1153 SEAA4163 v5 3 Chemical Attack N CarbonationAbdullah RamziNo ratings yet
- How Water Impacts Concrete Strength and DurabilityDocument23 pagesHow Water Impacts Concrete Strength and DurabilityTeCkMunNo ratings yet
- Cementing PracticesDocument50 pagesCementing PracticesTarek HassanNo ratings yet
- Electroplating IndustryDocument5 pagesElectroplating IndustryRangasamyNo ratings yet
- FazilDocument39 pagesFazilSami Mohammed FazilNo ratings yet
- AdmixtureDocument52 pagesAdmixtureJhonmar DelapenaNo ratings yet
- Seminar Report on Concrete AdmixturesDocument30 pagesSeminar Report on Concrete Admixturesankurmittal8038447No ratings yet
- Membrane FoulingDocument24 pagesMembrane FoulingIsmail SalihNo ratings yet
- Cement Slurry AcceleratorsDocument3 pagesCement Slurry AcceleratorsMahla Raj KumarNo ratings yet
- Project Report On Polycarboxylate Ether Superplasticizer (Pce)Document7 pagesProject Report On Polycarboxylate Ether Superplasticizer (Pce)EIRI Board of Consultants and PublishersNo ratings yet
- Petroleum Crude Preparation TechniquesDocument23 pagesPetroleum Crude Preparation TechniquesAkashNo ratings yet
- WWT in RefineryDocument32 pagesWWT in RefineryGodwin100% (1)
- Chemical Process Industries and Water Treatment ProcessesDocument58 pagesChemical Process Industries and Water Treatment ProcessesJohn Phol Magadia BelenNo ratings yet
- Ion Exchange Resins and Adsorbents in Chemical Processing: Second EditionFrom EverandIon Exchange Resins and Adsorbents in Chemical Processing: Second EditionRating: 5 out of 5 stars5/5 (1)
- List of OC-HM Courses W-2017Document1 pageList of OC-HM Courses W-2017Rahul SharmaNo ratings yet
- Hostel Fees 2017-18Document2 pagesHostel Fees 2017-18Rahul SharmaNo ratings yet
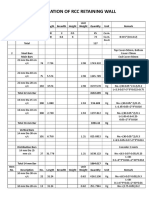
- Estimation of RCC Retaining WallDocument2 pagesEstimation of RCC Retaining WallRahul SharmaNo ratings yet
- Survey2 Sess2 PDFDocument59 pagesSurvey2 Sess2 PDFRahul SharmaNo ratings yet
- Event Meetings Schedule: Date Time Events Venue ContactDocument3 pagesEvent Meetings Schedule: Date Time Events Venue ContactRahul SharmaNo ratings yet
- Event Meets Apr 2017-Week 2Document3 pagesEvent Meets Apr 2017-Week 2Rahul SharmaNo ratings yet
- Winter 2017 Fees Notice ACADDocument1 pageWinter 2017 Fees Notice ACADRahul SharmaNo ratings yet
- EE Lab VivaDocument2 pagesEE Lab VivaRahul SharmaNo ratings yet
- Railway Engineering-10 - Signalling and InterlockingDocument81 pagesRailway Engineering-10 - Signalling and InterlockingLucifer DanteNo ratings yet
- Railway Engineering-10 - Signalling and InterlockingDocument55 pagesRailway Engineering-10 - Signalling and InterlockingRahul SharmaNo ratings yet
- Envo Sess 2 Notes.Document11 pagesEnvo Sess 2 Notes.Rahul SharmaNo ratings yet
- TestDocument7 pagesTestRahul SharmaNo ratings yet
- Airport Engineering - 2b - Wind Rose and Runway LengthDocument20 pagesAirport Engineering - 2b - Wind Rose and Runway LengthRahul SharmaNo ratings yet
- EE Lab Viva PDFDocument38 pagesEE Lab Viva PDFRahul SharmaNo ratings yet
- CM Notes Sess2 PDFDocument55 pagesCM Notes Sess2 PDFRahul SharmaNo ratings yet
- Airport Engineering - 2 - Runway Length and Its OrientationDocument40 pagesAirport Engineering - 2 - Runway Length and Its Orientationraghav VarmaNo ratings yet
- Concrete Lecture 3Document28 pagesConcrete Lecture 3Rahul SharmaNo ratings yet
- Grades of Concrete: Group Ordinary Concrete Standard Concrete High Strength ConcreteDocument16 pagesGrades of Concrete: Group Ordinary Concrete Standard Concrete High Strength ConcreteRahul SharmaNo ratings yet
- FM Open ChannelDocument62 pagesFM Open ChannelRahul SharmaNo ratings yet
- FM Open ChannelDocument62 pagesFM Open ChannelRahul SharmaNo ratings yet
- Compacting Factor TestDocument3 pagesCompacting Factor TestRahul SharmaNo ratings yet
- Testing of AggregatesDocument22 pagesTesting of AggregatesRahul SharmaNo ratings yet
- Testing of AggregatesDocument22 pagesTesting of AggregatesRahul SharmaNo ratings yet
- Airport Engineering - 1a-Introduction To Airports, Aircrafts Components and CharacteristicsDocument47 pagesAirport Engineering - 1a-Introduction To Airports, Aircrafts Components and CharacteristicsRahul SharmaNo ratings yet
- Concrete Lecture 6Document10 pagesConcrete Lecture 6Rahul SharmaNo ratings yet
- Concrete Lecture 4Document30 pagesConcrete Lecture 4Rahul SharmaNo ratings yet
- Compacting Factor TestDocument3 pagesCompacting Factor TestRahul SharmaNo ratings yet
- Compacting Factor TestDocument3 pagesCompacting Factor TestRahul SharmaNo ratings yet
- Concrete Lecture 2Document37 pagesConcrete Lecture 2Rahul SharmaNo ratings yet
- Pyrocrete 241Document2 pagesPyrocrete 241Carboline2013No ratings yet
- 00 Gas Conversion ChartsDocument6 pages00 Gas Conversion Chartskarun agrawalNo ratings yet
- EcoFlame B-971 MSDSDocument8 pagesEcoFlame B-971 MSDSZirve PolimerNo ratings yet
- Chemical Reactors and Reactor Sizing: Lecturer: Dr. Ayoola A.ADocument14 pagesChemical Reactors and Reactor Sizing: Lecturer: Dr. Ayoola A.AChuka OmeneNo ratings yet
- Classification of Matter and Its PropertiesDocument8 pagesClassification of Matter and Its PropertiesBarachiel Vedua100% (1)
- IGS-M-CH-38 (1) Oct IGS. Iranian Gas Standards $ - &' (! ! Odorant To Be Used For Odorization of Natural Gas-1Document12 pagesIGS-M-CH-38 (1) Oct IGS. Iranian Gas Standards $ - &' (! ! Odorant To Be Used For Odorization of Natural Gas-1KHALED KHALEDNo ratings yet
- SpeedCEM BrochureDocument4 pagesSpeedCEM BrochureIvoclar VivadentNo ratings yet
- TRACTION FORCE CALCULATIONS IN ELASTOHYDRODYNAMIC CONTACTSDocument6 pagesTRACTION FORCE CALCULATIONS IN ELASTOHYDRODYNAMIC CONTACTSayalpaniyanNo ratings yet
- How Cells Release Stored EnergyDocument57 pagesHow Cells Release Stored EnergykylevNo ratings yet
- Pre-Cal - Exponential Equations and Functions, and Logarithms WorksheetDocument5 pagesPre-Cal - Exponential Equations and Functions, and Logarithms WorksheetFons Roxas-ChuaNo ratings yet
- Test Bank For Essentials of Genetics 8th Edition by KlugDocument9 pagesTest Bank For Essentials of Genetics 8th Edition by Klugminhkhoit8cua3No ratings yet
- Hydrogen Production by Steam Reforming Chemical Engineering ProcessingDocument8 pagesHydrogen Production by Steam Reforming Chemical Engineering ProcessingviettiennguyenNo ratings yet
- CR8047 Sulzer CompaX Short Report1Document20 pagesCR8047 Sulzer CompaX Short Report1DucVikingNo ratings yet
- Encyclopedia of Surface and Colloid Science: January 2014Document15 pagesEncyclopedia of Surface and Colloid Science: January 2014Khurelbaatar GanboldNo ratings yet
- Wellness Finish With Vitamin EDocument3 pagesWellness Finish With Vitamin EMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Chapter 1 - Chemical Reactions and Equations: Class - X ScienceDocument9 pagesChapter 1 - Chemical Reactions and Equations: Class - X ScienceMiten Gandhi100% (1)
- Earth's AtmosphereDocument7 pagesEarth's AtmosphereKristine CastleNo ratings yet
- Why LPG Is Stored in Sphere or Cylindrical BulletDocument1 pageWhy LPG Is Stored in Sphere or Cylindrical BulletBNH Gas TanksNo ratings yet
- Triple Science Chemistry Chemical Analysis Revision QuestionsDocument32 pagesTriple Science Chemistry Chemical Analysis Revision QuestionsShakira MaribaoNo ratings yet
- EnzymeDocument3 pagesEnzymemiriam harriottNo ratings yet
- 管径计算表Document11 pages管径计算表Ascend032No ratings yet
- Din 50942-96Document13 pagesDin 50942-96RONALD100% (2)
- CAPE Biology Lab - EnzymesDocument10 pagesCAPE Biology Lab - EnzymesAshleigh SmithNo ratings yet
- Lactobacillus Plantarum Strain (BAA-793) Via Solid State FermentationDocument7 pagesLactobacillus Plantarum Strain (BAA-793) Via Solid State FermentationChairun NisaNo ratings yet
- Biology The Core 2nd Edition Simon Solutions ManualDocument26 pagesBiology The Core 2nd Edition Simon Solutions Manualaureliacharmaine7pxw9100% (20)
- Acid and Base Number by Color-Indicator Titration: Standard Test Method ForDocument7 pagesAcid and Base Number by Color-Indicator Titration: Standard Test Method ForLuis EnriqueNo ratings yet
- Spintronics Based Random Access Memory: A ReviewDocument19 pagesSpintronics Based Random Access Memory: A ReviewAgtc TandayNo ratings yet
- 4.6.intermolecular ForcesDocument27 pages4.6.intermolecular Forcesspareacc9823No ratings yet
- Spe 1266 G PDFDocument6 pagesSpe 1266 G PDFDarayt Jimenez100% (1)
- Weld DiscontinuitiesDocument1 pageWeld DiscontinuitiesNS QCNo ratings yet