You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Handouts in Education Technology 1 Topic 6: Visuals: Real Objects Still Pictures DrawingsDocument9 pagesHandouts in Education Technology 1 Topic 6: Visuals: Real Objects Still Pictures DrawingsLouRaine TolentinoNo ratings yet
- Design and Implementation of Computerized Child Care Information SystemDocument40 pagesDesign and Implementation of Computerized Child Care Information Systemchukwu solomon33% (3)
- Investigating Cache Technology SolutionsDocument6 pagesInvestigating Cache Technology SolutionsDuy LinhNo ratings yet
- Operating System Ii Memory Management Memory Management Is A Form of Resource Management AppliedDocument23 pagesOperating System Ii Memory Management Memory Management Is A Form of Resource Management AppliedSALIHU ABDULGANIYU100% (1)
- Summary Chapter 6 Foundations of Business Intelligence: Databases and Information ManagementDocument2 pagesSummary Chapter 6 Foundations of Business Intelligence: Databases and Information ManagementNiswatun Chaira50% (2)
- R15538WO Dessins Vdep PDFDocument4 pagesR15538WO Dessins Vdep PDFRaphael Novos RumosNo ratings yet
- 1.Mj13031br OrderDocument1 page1.Mj13031br OrderRaphael Novos RumosNo ratings yet
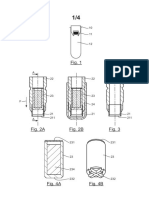
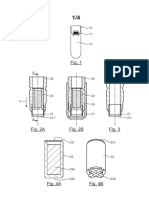
- Our Comments: Magnesium Alloy Joined Part Magnesium Alloy MemberDocument1 pageOur Comments: Magnesium Alloy Joined Part Magnesium Alloy MemberRaphael Novos RumosNo ratings yet
- 11 16 1175 00 00ay Multi Stage Multi Resolution Beamforming Training For 802 11ayDocument11 pages11 16 1175 00 00ay Multi Stage Multi Resolution Beamforming Training For 802 11ayRaphael Novos RumosNo ratings yet
- EwgewewegDocument25 pagesEwgewewegRaphael Novos RumosNo ratings yet
- GREAT!! Types of DeterminersDocument6 pagesGREAT!! Types of DeterminersRaphael Novos RumosNo ratings yet
- IpDocument35 pagesIpRaphael Novos RumosNo ratings yet
- PCT Pub A2Document55 pagesPCT Pub A2Raphael Novos RumosNo ratings yet
- Telemetry System and Electronic DeviceDocument17 pagesTelemetry System and Electronic DeviceRaphael Novos RumosNo ratings yet
- EwegwewyewDocument21 pagesEwegwewyewRaphael Novos RumosNo ratings yet
- Possiveis Frase para OpiniaoDocument4 pagesPossiveis Frase para OpiniaoRaphael Novos RumosNo ratings yet
- R15538WO Dessins VdepDocument4 pagesR15538WO Dessins VdepRaphael Novos RumosNo ratings yet
- Science // Mixture Accelerates Bone Regeneration: 16. Diário de Pernambuco - PEDocument2 pagesScience // Mixture Accelerates Bone Regeneration: 16. Diário de Pernambuco - PEGYMMERNo ratings yet
- Non-Provisional Spec - As FiledDocument23 pagesNon-Provisional Spec - As FiledRaphael Novos RumosNo ratings yet
- Power of AttorneyDocument1 pagePower of AttorneyRaphael Novos RumosNo ratings yet
- Non-Provisional Spec - As FiledDocument24 pagesNon-Provisional Spec - As FiledRaphael Novos RumosNo ratings yet
- 178620-2 Emendas Do Artigo 34Document2 pages178620-2 Emendas Do Artigo 34Raphael Novos RumosNo ratings yet
- Inventor's AuthorizationDocument1 pageInventor's AuthorizationRaphael Novos RumosNo ratings yet
- Patent: Autonomous Vehicle Control SystemDocument13 pagesPatent: Autonomous Vehicle Control SystemRaphael Novos RumosNo ratings yet
- Non-Provisional Spec - As FiledDocument24 pagesNon-Provisional Spec - As FiledRaphael Novos RumosNo ratings yet
- Non-Provisional Spec - As FiledDocument23 pagesNon-Provisional Spec - As FiledRaphael Novos RumosNo ratings yet
- P 230195Document20 pagesP 230195Raphael Novos RumosNo ratings yet
- 178620-2 Emendas Do Artigo 34Document2 pages178620-2 Emendas Do Artigo 34Raphael Novos RumosNo ratings yet
- Non-Provisional Spec - As FiledDocument24 pagesNon-Provisional Spec - As FiledRaphael Novos RumosNo ratings yet
- 171661Document43 pages171661Raphael Novos RumosNo ratings yet
- PCT Article 34 Amended ClaimsDocument4 pagesPCT Article 34 Amended ClaimsRaphael Novos RumosNo ratings yet
- PU50020 ClaimsDocument5 pagesPU50020 ClaimsRaphael Novos RumosNo ratings yet
- 178620-2 Emendas Do Artigo 34Document2 pages178620-2 Emendas Do Artigo 34Raphael Novos RumosNo ratings yet
- Caminhos Harmonicos - Do Menor: CM CM G7Document7 pagesCaminhos Harmonicos - Do Menor: CM CM G7Raphael Novos RumosNo ratings yet
- Getting More Knowledge (Theory) With Oracle RAC PDFDocument8 pagesGetting More Knowledge (Theory) With Oracle RAC PDFPraveen BachuNo ratings yet
- Introduction To Computers - Solved Q. PapersDocument68 pagesIntroduction To Computers - Solved Q. PapersSupriya DesaiNo ratings yet
- Computer MCQsDocument230 pagesComputer MCQsSanjana J RNo ratings yet
- Managing The Linux File SystemDocument100 pagesManaging The Linux File SystemQuân Nguyễn Trần AnhNo ratings yet
- Dag71mb16d0 Rev.dDocument49 pagesDag71mb16d0 Rev.dMario Rodriguez JuradoNo ratings yet
- Red Hat Enterprise Linux-9-Managing Storage Devices-En-usDocument169 pagesRed Hat Enterprise Linux-9-Managing Storage Devices-En-us6342434No ratings yet
- مسارت وحماية وأكواد الشبح السوريا لصنع أنتي باندDocument3 pagesمسارت وحماية وأكواد الشبح السوريا لصنع أنتي باندعدنان البوسعيديNo ratings yet
- OS & Linux McqsDocument23 pagesOS & Linux McqsRishabhAnandNo ratings yet
- Computer Networks: EEC 484 Instructor: Sanchita Mal-SarkarDocument23 pagesComputer Networks: EEC 484 Instructor: Sanchita Mal-SarkarHamdi BenNo ratings yet
- Linux Installation On Virtual Machine (Includes Screenshots)Document18 pagesLinux Installation On Virtual Machine (Includes Screenshots)nikhilbhalwankar1883No ratings yet
- Linux Optical Disk How ToDocument36 pagesLinux Optical Disk How ToBenjamin GonzalezNo ratings yet
- ATI2016HD Userguide en-USDocument90 pagesATI2016HD Userguide en-USnachoNo ratings yet
- Proceedings IEEE International Test Conference 2004 data compression for multiple scan chainsDocument10 pagesProceedings IEEE International Test Conference 2004 data compression for multiple scan chainsKapilachander ThangavelNo ratings yet
- Ict 101 PrelimDocument14 pagesIct 101 PrelimrheacalvoNo ratings yet
- IBM System Storage DS6800Document6 pagesIBM System Storage DS6800aksmsaidNo ratings yet
- Dynamic Cache Management TechniqueDocument15 pagesDynamic Cache Management Technique185G1 Pragna KoneruNo ratings yet
- T50e Replace DriveDocument24 pagesT50e Replace DrivevcalderonvNo ratings yet
- CS100 Intro to Data StorageDocument6 pagesCS100 Intro to Data Storageking abdallaNo ratings yet
- 300+ TOP Operating System LAB VIVA Questions and AnswersDocument33 pages300+ TOP Operating System LAB VIVA Questions and AnswersRISHINo ratings yet
- Chap 6Document48 pagesChap 6siddhiNo ratings yet
- Sales Promotion ToshibaDocument36 pagesSales Promotion ToshibaAditya GuptaNo ratings yet
- Nutanix Datasheet StandardDocument2 pagesNutanix Datasheet StandardDemodx DemodxzNo ratings yet
- Fujifilm LTO TapesDocument27 pagesFujifilm LTO TapesMichael ZhangNo ratings yet
- KVR24N17S8K2 16 PDFDocument2 pagesKVR24N17S8K2 16 PDFJuan David Gutierrez JimenezNo ratings yet
- Clasification of ComputerDocument3 pagesClasification of ComputerLohithokNo ratings yet