You might also like
- Chapter 1. Wood Structure: F 1-4. Consideration of Grain Direction WhenDocument19 pagesChapter 1. Wood Structure: F 1-4. Consideration of Grain Direction WhenrobinyNo ratings yet
- StukaDocument12 pagesStukaHepi RisenasariNo ratings yet
- A Portable 144 MHZ 4-Element QuadDocument4 pagesA Portable 144 MHZ 4-Element QuadTariq RahimNo ratings yet
- Bensen b8 PDFDocument8 pagesBensen b8 PDFmaxNo ratings yet
- Asme Clamp Instruction 2677aDocument3 pagesAsme Clamp Instruction 2677aAmit SharmaNo ratings yet
- 3 in 1 MachineDocument5 pages3 in 1 Machinemarandan85100% (1)
- The Pacemaker - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Document11 pagesThe Pacemaker - A Free-Flight Model Airplane (Fuel Engine) (Convert To R/C?)Bob KowalskiNo ratings yet
- Joining Methods: Tolerances: Fit Between PartsDocument11 pagesJoining Methods: Tolerances: Fit Between PartsChiara RipaltiNo ratings yet
- Belt Sander: Build Your OwnDocument4 pagesBelt Sander: Build Your OwnmountaineerjpNo ratings yet
- 3 in Shaper PDFDocument5 pages3 in Shaper PDFRob NairNo ratings yet
- Stiletto BoatDocument7 pagesStiletto BoatJim100% (5)
- Woodlathe TreadleDocument3 pagesWoodlathe Treadleexper626No ratings yet
- Planta de AeronaveDocument18 pagesPlanta de AeronaveKellLuz100% (1)
- FP196BDocument8 pagesFP196BArnold GonzalesNo ratings yet
- Sportster Bipe 40 ManualDocument32 pagesSportster Bipe 40 ManualMolocromNo ratings yet
- SE5a eDocument3 pagesSE5a eairsoft doença100% (1)
- Lycoming Starter AdapterDocument11 pagesLycoming Starter AdapterakNo ratings yet
- Ins Ha Per 1Document5 pagesIns Ha Per 1David SaylorNo ratings yet
- Cessna 140Document18 pagesCessna 140getuliobraiaNo ratings yet
- Guppyassemblymanual PDFDocument11 pagesGuppyassemblymanual PDFmarianospenza100% (1)
- 15 Foot SailboatDocument4 pages15 Foot SailboatAntónio OliveiraNo ratings yet
- Guidance Note Bracing and Cross Girder Connections No. 2.03: ScopeDocument5 pagesGuidance Note Bracing and Cross Girder Connections No. 2.03: ScopeRaquel CarmonaNo ratings yet
- How to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideFrom EverandHow to Build a Children's Swing, Slide, Roundabout and Toboggan for the Garden - An Illustrated GuideNo ratings yet
- Installation Guidelines For Sports & High Mast Lighting StructuresDocument4 pagesInstallation Guidelines For Sports & High Mast Lighting StructuresKenny KenzoNo ratings yet
- F-22 Construction Guide Scratchbuild Rev ADocument23 pagesF-22 Construction Guide Scratchbuild Rev ARonald Cardenas GNo ratings yet
- T-38 Park Jet Construction GuideDocument16 pagesT-38 Park Jet Construction Guidemam73No ratings yet
- Plans Triple Picture FrameDocument7 pagesPlans Triple Picture Framehmam_88100% (1)
- Guidelines For SMAWDocument5 pagesGuidelines For SMAWjfl2096No ratings yet
- Clik Evo Build InstructionsDocument5 pagesClik Evo Build InstructionsTony JohanzonNo ratings yet
- Built Up ColumnsDocument28 pagesBuilt Up ColumnsSuneesh PNo ratings yet
- Anchor Bolt DesignDocument26 pagesAnchor Bolt Designdwicahyo_as100% (1)
- Compact Metal Bender Manual PDFDocument64 pagesCompact Metal Bender Manual PDFarnoldodiel55% (11)
- F-22 Construction GuideDocument28 pagesF-22 Construction Guideibmace100% (1)
- Interstate Cadet MonoplaneDocument7 pagesInterstate Cadet MonoplaneAviation/Space History LibraryNo ratings yet
- Moment Connections To Column WebsDocument3 pagesMoment Connections To Column WebsAmro Ahmad AliNo ratings yet
- JAS 39 Park Jet Construction ManualDocument17 pagesJAS 39 Park Jet Construction Manualmam73No ratings yet
- AT-502 - AT-504 - OM-5-Repairs 10-12-2019Document3 pagesAT-502 - AT-504 - OM-5-Repairs 10-12-2019Vinicius RodriguesNo ratings yet
- Assembly Instructions For Bondstrand Fiberglass FlangesDocument8 pagesAssembly Instructions For Bondstrand Fiberglass FlangesHoang CongNo ratings yet
- Goodco Z Tech Installation Modular Joints LGDocument2 pagesGoodco Z Tech Installation Modular Joints LGligar.linNo ratings yet
- Sports Boat, Build A SleekDocument9 pagesSports Boat, Build A SleekJim100% (3)
- Bayer Snap Fit Joints For PlasticsDocument26 pagesBayer Snap Fit Joints For PlasticsEllen NicDiarmadaNo ratings yet
- Production Drawing & Pracctice Lab ManualDocument23 pagesProduction Drawing & Pracctice Lab ManualVenkateswar Reddy Mallepally88% (8)
- 5' X 8' Single Axle TrailerDocument34 pages5' X 8' Single Axle Trailertony9waldronNo ratings yet
- Lathe Cross-Sli Olders.: " DuplexDocument3 pagesLathe Cross-Sli Olders.: " Duplexjohnboy183100% (1)
- Woodworking Plans - Workbench - Popular Mechanics - Hard MapleDocument7 pagesWoodworking Plans - Workbench - Popular Mechanics - Hard Maplepandearroz100% (2)
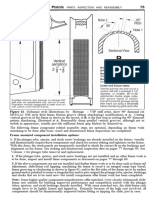
- The U.S. M1911 M1911A1 Pistols and Commercial M1911 Type Pistols - A Shop Manual (PDFDrive) - Unlocked-6Document15 pagesThe U.S. M1911 M1911A1 Pistols and Commercial M1911 Type Pistols - A Shop Manual (PDFDrive) - Unlocked-6Violeta Sosa rosarioNo ratings yet
- Prying Forces in The Bolts Become Significant When Ninety Percent of The YieldDocument2 pagesPrying Forces in The Bolts Become Significant When Ninety Percent of The YieldRC Dela RocaNo ratings yet
- Čamac Od KedraDocument58 pagesČamac Od KedraБ. А.No ratings yet
- Metalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsFrom EverandMetalwork and Machining Hints and Tips for Home Machinists: 101 Plans and DrawingsNo ratings yet
- An Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverFrom EverandAn Illustrated Guide to Making Mobile Toys - Scooter, Tricycle, Two Utility Carts and Wooden Land RoverNo ratings yet
- Woodwork Joints: How They Are Set Out, How Made and Where UsedFrom EverandWoodwork Joints: How They Are Set Out, How Made and Where UsedNo ratings yet
- Fabric Lampshades - An Illustrated Guide to Making a Variety of Lampshades Using FabricFrom EverandFabric Lampshades - An Illustrated Guide to Making a Variety of Lampshades Using FabricNo ratings yet
- The Pochade and Wet Panel Carrier Do It Yourself PlanFrom EverandThe Pochade and Wet Panel Carrier Do It Yourself PlanRating: 4 out of 5 stars4/5 (1)
- 23Cr Infrastructure TNPADocument15 pages23Cr Infrastructure TNPAHarul Ganesh S BNo ratings yet
- Police Office Station - BOQ - UNOPS - AfghanistanDocument6 pagesPolice Office Station - BOQ - UNOPS - AfghanistanHimdad TahirNo ratings yet
- Properties of SolidsDocument91 pagesProperties of Solidsshreyamammachen22No ratings yet
- Aitc Tn8 March 2010Document3 pagesAitc Tn8 March 2010seagull70No ratings yet
- A Project Report On Earthquake Resistant Building Using E Tabs and Manual Designing. PaperDocument9 pagesA Project Report On Earthquake Resistant Building Using E Tabs and Manual Designing. PaperAbdul RazzakNo ratings yet
- PVM Su 4750 GDocument30 pagesPVM Su 4750 GJEEVITHANo ratings yet
- Module 3 Shear Strength of SoilDocument7 pagesModule 3 Shear Strength of SoilJeth LawNo ratings yet
- Approximate BOQ For Limestone Crusher & Load CentreDocument8 pagesApproximate BOQ For Limestone Crusher & Load CentreSasanka SekharNo ratings yet
- Natural Ventilation Strategies in Tropical ClimateDocument50 pagesNatural Ventilation Strategies in Tropical ClimateFirrdhaus Sahabuddin100% (3)
- 07 Rock Bolts - NZDocument4 pages07 Rock Bolts - NZkevin smithNo ratings yet
- Se Sovent Design Manual 101o New011007Document24 pagesSe Sovent Design Manual 101o New011007jomy_pj8106No ratings yet
- Polyclad 777 PL PDSDocument4 pagesPolyclad 777 PL PDShakkianilNo ratings yet
- DoorHinge - D&DHARDWARE20 NuevoDocument2 pagesDoorHinge - D&DHARDWARE20 NuevoAxel GonzalesNo ratings yet
- Motor Multi v210Document20 pagesMotor Multi v210huayra85No ratings yet
- Fundamentals of Beam Bracing Yura: Related PapersDocument17 pagesFundamentals of Beam Bracing Yura: Related PapersM MushtaqNo ratings yet
- Road CoastingDocument145 pagesRoad CoastingBhavsar NilayNo ratings yet
- Ra DewateringGGDocument8 pagesRa DewateringGGloveson709100% (1)
- Dco MaterialDocument35 pagesDco MaterialAlakesh PhukanNo ratings yet
- Sentry Wellhead Catalog PDFDocument129 pagesSentry Wellhead Catalog PDFMuhammad TahirNo ratings yet
- New Cable Colour Code For Electrical InstallationsDocument5 pagesNew Cable Colour Code For Electrical Installationsavk99No ratings yet
- Herion ValvesDocument19 pagesHerion ValvesTahir FadhilNo ratings yet
- Dairy Building PlanningDocument4 pagesDairy Building PlanningMonty KushwahaNo ratings yet
- Toughness Problems in Steel Welded Joints During Fabrication and Service For Thick ComponentsDocument6 pagesToughness Problems in Steel Welded Joints During Fabrication and Service For Thick Componentsandreahank100% (1)
- Rain Water Harvesting Seminar Report PDFDocument16 pagesRain Water Harvesting Seminar Report PDFHarveen Sai75% (8)
- FLOWTITE Handling and StorageDocument13 pagesFLOWTITE Handling and StorageMohammed khaleelNo ratings yet
- Engineer's Report On Collapse of South Alabama Football FacilityDocument22 pagesEngineer's Report On Collapse of South Alabama Football Facilitycreg1973100% (1)
- Pile Analysis Summary:: Input DataDocument2 pagesPile Analysis Summary:: Input DataPatrick HenriNo ratings yet
- Axle ShaftsDocument13 pagesAxle ShaftsankitsarvaiyaNo ratings yet
- Addendum To Standard Bidding Document Procurement of Civil WorksDocument29 pagesAddendum To Standard Bidding Document Procurement of Civil WorksvivekNo ratings yet
- MBA Qatar Company InterviewDocument2 pagesMBA Qatar Company InterviewTradiyo ForexNo ratings yet