You might also like
- DASN-SimplesNacional-Agrojalapao-Abril2021Document1 pageDASN-SimplesNacional-Agrojalapao-Abril2021Raimundo NonatoNo ratings yet
- Recomendamos A Impressão Desse ComprovanteDocument1 pageRecomendamos A Impressão Desse ComprovanteRaimundo NonatoNo ratings yet
- Nota Fiscal Do Residencial Parque Do Ipe R$ 3.800,00Document1 pageNota Fiscal Do Residencial Parque Do Ipe R$ 3.800,00Raimundo NonatoNo ratings yet
- DARFDocument1 pageDARFRaimundo NonatoNo ratings yet
- Cancelamento de Registro de Empresas PDFDocument426 pagesCancelamento de Registro de Empresas PDFRaimundo NonatoNo ratings yet
- 3 Parcela MEIDocument1 page3 Parcela MEIRaimundo NonatoNo ratings yet
- 3º Parcela Iptu Recalculada - N. Jerusalem - Pr. EmiltonDocument32 pages3º Parcela Iptu Recalculada - N. Jerusalem - Pr. EmiltonRaimundo NonatoNo ratings yet
- DARFDocument1 pageDARFRaimundo NonatoNo ratings yet
- Pagamento DARF IRPF 2021Document1 pagePagamento DARF IRPF 2021Fell PaivNo ratings yet
- DARFDocument1 pageDARFRaimundo NonatoNo ratings yet
- DARFDocument1 pageDARFRaimundo NonatoNo ratings yet
- DARFDocument1 pageDARFRaimundo NonatoNo ratings yet
- Apostila Gratuita Com 210 Questa Es Matema Tica ComentadasDocument148 pagesApostila Gratuita Com 210 Questa Es Matema Tica ComentadasBartoFreitasNo ratings yet
- Anexo VDocument2 pagesAnexo VnshhsNo ratings yet
- 3 Parcela MEIDocument1 page3 Parcela MEIRaimundo NonatoNo ratings yet
- EditalDocument3 pagesEditalRaimundo NonatoNo ratings yet
- A Nova Sociedade Limitada de Sócio Único Da MP 881 - 2019. - Jus - Com.br - Jus NavigandiDocument2 pagesA Nova Sociedade Limitada de Sócio Único Da MP 881 - 2019. - Jus - Com.br - Jus NavigandiRaimundo NonatoNo ratings yet
- My Spotify PlaylistDocument120 pagesMy Spotify PlaylistRaimundo Nonato50% (2)
- Contrato social transformação empresário sociedadeDocument4 pagesContrato social transformação empresário sociedadeFabrizio MarinNo ratings yet
- 30Document1 page30Raimundo NonatoNo ratings yet
- 08 - Redacao 1 1Document27 pages08 - Redacao 1 1thiagoNo ratings yet
- 30Document1 page30Raimundo NonatoNo ratings yet
- Contrato social transformação empresário sociedadeDocument4 pagesContrato social transformação empresário sociedadeFabrizio MarinNo ratings yet
- Contrato social transformação empresário sociedadeDocument4 pagesContrato social transformação empresário sociedadeFabrizio MarinNo ratings yet
- EditalDocument3 pagesEditalRaimundo NonatoNo ratings yet
- Contrato social transformação empresário sociedadeDocument4 pagesContrato social transformação empresário sociedadeFabrizio MarinNo ratings yet
- Anexo IDocument1 pageAnexo IRaimundo NonatoNo ratings yet
- Declaração de débitos e créditos tributários federaisDocument2 pagesDeclaração de débitos e créditos tributários federaisRaimundo NonatoNo ratings yet
- RelatorioDocument6 pagesRelatorioVanessa matteo Marta BetaniaNo ratings yet
- Calendrio RH 2019 MetadadosDocument12 pagesCalendrio RH 2019 MetadadosRaimundo NonatoNo ratings yet
- Sistema alternativo de criação de suínos em cama sobrepostaDocument7 pagesSistema alternativo de criação de suínos em cama sobrepostaalisson_rodrigues_10No ratings yet
- Oferta ArquiteturaDocument29 pagesOferta ArquiteturaMaria Clara MarianoNo ratings yet
- APR - Montagem Desmontagem e Trabalho A Quente PDFDocument4 pagesAPR - Montagem Desmontagem e Trabalho A Quente PDFFabio Rodrigo100% (1)
- Gerenciamento resíduos oficina mecânicaDocument10 pagesGerenciamento resíduos oficina mecânicamarcibareaNo ratings yet
- Diagnósticos e correções de freios hidráulicosDocument26 pagesDiagnósticos e correções de freios hidráulicosCledir BoeckNo ratings yet
- Elementos MaquinasDocument3 pagesElementos MaquinasSandramo Alexandre GumbaeraNo ratings yet
- Tanques industriais, dutos e sistemas de climatizaçãoDocument2 pagesTanques industriais, dutos e sistemas de climatizaçãojtermixNo ratings yet
- Perfuração e desmonte de rochas: propriedades e métodosDocument23 pagesPerfuração e desmonte de rochas: propriedades e métodosAdriano ArrudaNo ratings yet
- Projeto de mezanino em estruturas metálicasDocument32 pagesProjeto de mezanino em estruturas metálicasAnonymous JJbrn9zebNo ratings yet
- Check-List ET Motores Diesel RQ 28 07 Rev 12Document2 pagesCheck-List ET Motores Diesel RQ 28 07 Rev 12Cicero Souza100% (8)
- Processos de UsinagemDocument85 pagesProcessos de Usinagemwellington848100% (6)
- 73 pontes e viadutos de SP com problemasDocument6 pages73 pontes e viadutos de SP com problemasSidney Soares OliveiraNo ratings yet
- Mercedes-Benz Diesel Motor TécnicasDocument4 pagesMercedes-Benz Diesel Motor TécnicasEngenharia Mecânica T5No ratings yet
- Apresentação Aplicação Do Modelo BIM Nos Indicadores de Geração de Resíduos Da Construção CivilDocument21 pagesApresentação Aplicação Do Modelo BIM Nos Indicadores de Geração de Resíduos Da Construção CivilWaldiana SousaNo ratings yet
- Rima - Estudo de Tempos e Movimentos - A Simplificação Do TrabalhoDocument18 pagesRima - Estudo de Tempos e Movimentos - A Simplificação Do TrabalhoSandro Cantidio100% (3)
- Mitsubishi Inverter PDFDocument4 pagesMitsubishi Inverter PDFrudney1980No ratings yet
- Jotun Thinner No. 17Document12 pagesJotun Thinner No. 17SauloAlmeida43% (7)
- NTE-026-Montagem de Redes de Distribuição Aéreas Urbanas Trifásicas - 13,8 KV e 34,5 KVDocument84 pagesNTE-026-Montagem de Redes de Distribuição Aéreas Urbanas Trifásicas - 13,8 KV e 34,5 KVRogério Fiscina100% (2)
- Boas Práticas para o Gerente de Projetos de ObrasDocument11 pagesBoas Práticas para o Gerente de Projetos de Obrasfelipedeng100% (1)
- Folder Ampla LinhaDocument4 pagesFolder Ampla LinhaCarlos Augusto CarvalhoNo ratings yet
- Manual da série Expert DXDocument132 pagesManual da série Expert DXJunior FrancoNo ratings yet
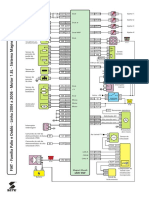
- Esquema Fiat Palio Doblo 2004 A 2006 Motor 1 8Document2 pagesEsquema Fiat Palio Doblo 2004 A 2006 Motor 1 8Douglas M. Gehlen100% (8)
- NTE - 014 - Fonecimento de Energia em Tensão Primária. Substituída Pela NDU 002 e NDU 003 A Partir de 02-01-2015Document114 pagesNTE - 014 - Fonecimento de Energia em Tensão Primária. Substituída Pela NDU 002 e NDU 003 A Partir de 02-01-2015Andrei Mantesso CoimbraNo ratings yet
- Lista de Serviços de AssentamentoDocument74 pagesLista de Serviços de AssentamentoGabriel CrincoliNo ratings yet
- Requisitos para inspeção de revestimento interno de tanques para transporte de produtos perigososDocument34 pagesRequisitos para inspeção de revestimento interno de tanques para transporte de produtos perigososCleitoviskiNo ratings yet
- Caixas de Padrão de Energia ElektroDocument89 pagesCaixas de Padrão de Energia ElektroJunior MirandaNo ratings yet
- Bomba D'Água Shurflo 8000 24v Com Painel Solar 24v 40wDocument8 pagesBomba D'Água Shurflo 8000 24v Com Painel Solar 24v 40wTeixeira Mendes WendelNo ratings yet
- Catalogo Toshiba 2015 - Print PrintDocument205 pagesCatalogo Toshiba 2015 - Print PrintAlesse de OliveiraNo ratings yet
- Manual do usuário de equipamento de solda MIG/MAGDocument40 pagesManual do usuário de equipamento de solda MIG/MAGbismael92No ratings yet