You might also like
- Retro Cx: Improve Building Performance for Less Than 40 CharactersDocument10 pagesRetro Cx: Improve Building Performance for Less Than 40 CharactersxicolocoNo ratings yet
- 2-080-14 Agha PR publishedonECEEEwebsiteDocument10 pages2-080-14 Agha PR publishedonECEEEwebsiteirc.indusNo ratings yet
- JR PaperDocument8 pagesJR PaperManu KaushalNo ratings yet
- Technical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. MadhavanDocument12 pagesTechnical Audit of Older Ammonia Plants: Ken Northcutt, Robert Collins, and S. Madhavanvaratharajan g rNo ratings yet
- Power Auditing - A Systematic Approach To Reducing Electrical Energy ConsumptionDocument13 pagesPower Auditing - A Systematic Approach To Reducing Electrical Energy ConsumptionMaria DoxaNo ratings yet
- KPIs Energy EfficiencyDocument6 pagesKPIs Energy Efficiency3238NDNo ratings yet
- 22 Ijmperddec201722Document10 pages22 Ijmperddec201722TJPRC PublicationsNo ratings yet
- Reduce Energy Consumption: Cement Production: Enter KeywordsDocument5 pagesReduce Energy Consumption: Cement Production: Enter KeywordsCamilo MontoyaNo ratings yet
- Industrial Energy Audit Method and StepsDocument6 pagesIndustrial Energy Audit Method and StepsAlemat TesfayNo ratings yet
- A Model To Determine The Optimal Parameters For Sustainable-Energy Machining in A Multi-Pass Turning OperationDocument12 pagesA Model To Determine The Optimal Parameters For Sustainable-Energy Machining in A Multi-Pass Turning OperationEko PujiyantoNo ratings yet
- Iptc-11594-Ms A New Approach To Gas Lift Optimization Using An Integrated Asset ModelDocument10 pagesIptc-11594-Ms A New Approach To Gas Lift Optimization Using An Integrated Asset ModelGilbert OmittaNo ratings yet
- Dzobo Et Al. - 2018 - Energy Audit A Case Study To Reduce Lighting Cost For An Industrial SiteDocument4 pagesDzobo Et Al. - 2018 - Energy Audit A Case Study To Reduce Lighting Cost For An Industrial SiteChaoune MedNo ratings yet
- 1 s2.0 S0306261923000740 MainDocument21 pages1 s2.0 S0306261923000740 MainPei LiuNo ratings yet
- Energy analysis of a UK textile mill using real-time energy dataDocument9 pagesEnergy analysis of a UK textile mill using real-time energy dataMilind KshirsagarNo ratings yet
- Why Existing Buildings & Why The Building Envelope?Document4 pagesWhy Existing Buildings & Why The Building Envelope?Doaa AbdelhadyNo ratings yet
- IJPRSE_V3I5_21Document9 pagesIJPRSE_V3I5_21Charles CalibreNo ratings yet
- Methodology and Checklist: How To Do A Walk-Through Energy AssessmentDocument20 pagesMethodology and Checklist: How To Do A Walk-Through Energy AssessmentMark Angelo UyNo ratings yet
- The Green Energy Audit, A New Procedure For The Sustainable Auditing of Existing Buildings Integrated With The Leed ProtocolsDocument12 pagesThe Green Energy Audit, A New Procedure For The Sustainable Auditing of Existing Buildings Integrated With The Leed ProtocolsBabuNo ratings yet
- 1-2 Energy ConservationDocument7 pages1-2 Energy ConservationmariaNo ratings yet
- Energy Audit of Commercial Building Paper PublishDocument4 pagesEnergy Audit of Commercial Building Paper PublishInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Process Integration Using Pinch Analysis: A Cement Industry Case StudyDocument4 pagesProcess Integration Using Pinch Analysis: A Cement Industry Case StudyReggie DueñasNo ratings yet
- Cinetica PaperDocument15 pagesCinetica PaperCarlos Alberto Ubillas AlcaldeNo ratings yet
- Final Integrated Project - SaktiDocument28 pagesFinal Integrated Project - Saktiramapati singhNo ratings yet
- IEC - IEC Work For Energy Efficiency - A4 - en - LRDocument32 pagesIEC - IEC Work For Energy Efficiency - A4 - en - LRdemetrio lopezNo ratings yet
- Development and Testing of An Automated Building Commissioning Analysis Tool (Abcat)Document11 pagesDevelopment and Testing of An Automated Building Commissioning Analysis Tool (Abcat)maxmanfrenNo ratings yet
- Model Predictive Control and The Optimization of Power Plant Load While Considering Lifetime ConsumptionDocument6 pagesModel Predictive Control and The Optimization of Power Plant Load While Considering Lifetime Consumptiondm mNo ratings yet
- ENERGY AUDIT, CONSERVATION AND POWER FACTOR Improvement - Study NotesDocument6 pagesENERGY AUDIT, CONSERVATION AND POWER FACTOR Improvement - Study NotesRaghu Raman100% (1)
- Applied Energy: Lukas Mauler, Fabian Duffner, Jens LekerDocument14 pagesApplied Energy: Lukas Mauler, Fabian Duffner, Jens LekerPratik JoshiNo ratings yet
- 2013 8 Eco Efficientandcost EffectiveprocessdesignformagnetiteironoreDocument10 pages2013 8 Eco Efficientandcost EffectiveprocessdesignformagnetiteironoreAlexisCastilloCabreraNo ratings yet
- Journal of Cleaner Production: Rajesh Kumar BhushanDocument13 pagesJournal of Cleaner Production: Rajesh Kumar BhushannagarajNo ratings yet
- 13.energy Consumption Assessment in A Cement Production PlantDocument6 pages13.energy Consumption Assessment in A Cement Production PlantzeeNo ratings yet
- Research Methodology (Srr782) TRIMESTER 3,2017: Student Name: Yashwanth Gali STUDENT ID: 217600001Document7 pagesResearch Methodology (Srr782) TRIMESTER 3,2017: Student Name: Yashwanth Gali STUDENT ID: 217600001yashwanth galiNo ratings yet
- Energy Audits in Buildings 2Document61 pagesEnergy Audits in Buildings 2AschaleNo ratings yet
- The ENER-G Quality CHP Plan How To Calculate Combined Heat and Power (CHP) Economic Feasibility With Load Profiling PDFDocument23 pagesThe ENER-G Quality CHP Plan How To Calculate Combined Heat and Power (CHP) Economic Feasibility With Load Profiling PDF3238NDNo ratings yet
- Steam Tip Sheet #7Document2 pagesSteam Tip Sheet #7Muhammad NaeemNo ratings yet
- Visualmesa Energy Management Optimization BrochureDocument2 pagesVisualmesa Energy Management Optimization BrochureLeonel García VásquezNo ratings yet
- Evaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014Document8 pagesEvaluating The Effectiveness of Retrofitting An Existing Hospitality Buildingsia in 2010-2014International Journal of Innovative Science and Research TechnologyNo ratings yet
- Energy AuditDocument5 pagesEnergy AuditjackNo ratings yet
- AJSupplement - 189 1 1Document52 pagesAJSupplement - 189 1 1camilo galvezNo ratings yet
- Data Mining Approach Develops EMS for Naphtha Reforming PlantDocument9 pagesData Mining Approach Develops EMS for Naphtha Reforming PlantArash AbbasiNo ratings yet
- Energy Audit A Case StudyDocument7 pagesEnergy Audit A Case StudyAbdulrahman JradiNo ratings yet
- A Summary of The "Buildings and Climate Change - Summary For Decision Makers " ReportDocument4 pagesA Summary of The "Buildings and Climate Change - Summary For Decision Makers " ReportUko PrinceNo ratings yet
- Renewable and Sustainable Energy ReviewsDocument19 pagesRenewable and Sustainable Energy ReviewsAdrian RamosNo ratings yet
- Retrofitting Existing Buildings To Improve Sustainability and Energy Performance - WBDG - Whole Building Design GuideDocument10 pagesRetrofitting Existing Buildings To Improve Sustainability and Energy Performance - WBDG - Whole Building Design Guidedarshiq dharshanNo ratings yet
- Assessing The Implications of Submetering With EneDocument9 pagesAssessing The Implications of Submetering With EneMurat HojabayevNo ratings yet
- Applying Energy Management in Textile Industry, Case Study: An Egyptian Textile PlantDocument8 pagesApplying Energy Management in Textile Industry, Case Study: An Egyptian Textile PlantAqeel AhmedNo ratings yet
- Energy Efficient Educational Buildings-5 PDFDocument27 pagesEnergy Efficient Educational Buildings-5 PDFMohammad Art123No ratings yet
- Motor Efficiency JournalDocument10 pagesMotor Efficiency JournalMark SantosNo ratings yet
- 1.autonomous Plant Entering-A-New-Digital-Era MckinseyDocument11 pages1.autonomous Plant Entering-A-New-Digital-Era Mckinseyashutosh chauhanNo ratings yet
- 2015 - Climate Control ME - Energy Modeling Need For A RevisitDocument1 page2015 - Climate Control ME - Energy Modeling Need For A RevisitVantar LakterNo ratings yet
- Enhancement of Maintenance Management Through BencDocument18 pagesEnhancement of Maintenance Management Through BencMiguel Ángel YépezNo ratings yet
- 1 s2.0 S0959652621020138 MainDocument15 pages1 s2.0 S0959652621020138 Mainmahzad.sarghassabiNo ratings yet
- Journal of Cleaner Production: Yan Cao, Jiang Du, Ehsan SoleymanzadehDocument13 pagesJournal of Cleaner Production: Yan Cao, Jiang Du, Ehsan Soleymanzadehmohammad omarNo ratings yet
- Energy AuditDocument5 pagesEnergy AuditsagarNo ratings yet
- Energy Efficiency in LaboratoriesDocument9 pagesEnergy Efficiency in LaboratoriesEdmund YoongNo ratings yet
- Ongoing CXDocument6 pagesOngoing CXbenNo ratings yet
- Climate Responsive Facades Improve Building SustainabilityDocument53 pagesClimate Responsive Facades Improve Building SustainabilityAshna AshrafNo ratings yet
- Ashna Ashraf - Climate Responsive FacadeDocument53 pagesAshna Ashraf - Climate Responsive FacadeAshna AshrafNo ratings yet
- Computer-Based Energy management systems: Technology and Applications: Technology and ApplicationsFrom EverandComputer-Based Energy management systems: Technology and Applications: Technology and ApplicationsNo ratings yet
- CMD-3 10052016 PDFDocument16 pagesCMD-3 10052016 PDFManish VermaNo ratings yet
- Is.8042.1989 White Cement SpecificationsDocument18 pagesIs.8042.1989 White Cement SpecificationsLucky KhanNo ratings yet
- IKN Pendulum CoolerDocument11 pagesIKN Pendulum Cooleramir100% (3)
- Indian StandardDocument15 pagesIndian StandardManish VermaNo ratings yet
- Clinker CoolerDocument5 pagesClinker CoolerManish VermaNo ratings yet
- Revised SOD 2004Document50 pagesRevised SOD 2004anilsahi@yahoo.co.in100% (3)
- IKN Pendulum CoolerDocument11 pagesIKN Pendulum Cooleramir100% (3)
- Is.8042.1989 White Cement SpecificationsDocument18 pagesIs.8042.1989 White Cement SpecificationsLucky KhanNo ratings yet
- CMD-3 10052016 PDFDocument16 pagesCMD-3 10052016 PDFManish VermaNo ratings yet
- Clinker CoolerDocument5 pagesClinker CoolerManish VermaNo ratings yet
- Rotary Wagon Tippler Case StudyDocument10 pagesRotary Wagon Tippler Case StudysarfarajansariNo ratings yet
- Rail SectionDocument2 pagesRail SectionManish VermaNo ratings yet
- Astm c150 2007Document10 pagesAstm c150 2007Rui SilvaNo ratings yet
- Durability of Concrete StructuresDocument8 pagesDurability of Concrete StructuresjineeshdathNo ratings yet
- SteelDocument89 pagesSteelDebrup BanerjeeNo ratings yet
- Fabric Filter Bag CleaningDocument18 pagesFabric Filter Bag CleaningJuan Pablo ApazaNo ratings yet
- World Cement Dust PipesDocument4 pagesWorld Cement Dust PipesBen FriskneyNo ratings yet
- IS Code For StackerDocument20 pagesIS Code For StackerManish VermaNo ratings yet
- Is 1079 2009Document13 pagesIs 1079 2009Kings ParkNo ratings yet
- IKN Pendulum CoolerDocument11 pagesIKN Pendulum Cooleramir100% (3)
- HVAC Duct Sizing GuideDocument91 pagesHVAC Duct Sizing GuidePrabir Bhowmik100% (1)
- Compound AnglesDocument4 pagesCompound AnglesManish VermaNo ratings yet
- Design and Analysis of Hydraulic Roller Press Frame AssemblyDocument7 pagesDesign and Analysis of Hydraulic Roller Press Frame AssemblydemasNo ratings yet
- FLSmidth Highlights April 2015Document40 pagesFLSmidth Highlights April 2015Manish VermaNo ratings yet
- Advt No 11-2018 Rectt-Notice - WebsiteDocument67 pagesAdvt No 11-2018 Rectt-Notice - WebsitemsantoshkkdNo ratings yet
- WorldCement March 2013 Preview PDFDocument23 pagesWorldCement March 2013 Preview PDFManish VermaNo ratings yet
- Stacker and Reclaimer PDFDocument16 pagesStacker and Reclaimer PDFrickyNo ratings yet
- Hydraulic Roller Press FramDocument8 pagesHydraulic Roller Press FramManish Verma100% (2)
- WorldCement March 2013 Preview PDFDocument23 pagesWorldCement March 2013 Preview PDFManish VermaNo ratings yet
- EG Series Screw Air Compressors: Life Source of IndustriesDocument12 pagesEG Series Screw Air Compressors: Life Source of IndustriesManish VermaNo ratings yet
- Auto BestBuys MAKATI CITY September ListingDocument5 pagesAuto BestBuys MAKATI CITY September ListingWill GeronaNo ratings yet
- RDSO - Specification No.M&C NDT 125 2004 Rev IDocument6 pagesRDSO - Specification No.M&C NDT 125 2004 Rev INiking ThomsanNo ratings yet
- Analytic DeviceDocument4 pagesAnalytic DeviceuiuiuiuNo ratings yet
- Library Management System Project ReportDocument50 pagesLibrary Management System Project ReportSURAJ GAMINGNo ratings yet
- OkDocument29 pagesOkgouthamlabsNo ratings yet
- Plotting in AutoCAD - A Complete GuideDocument30 pagesPlotting in AutoCAD - A Complete GuideAdron LimNo ratings yet
- Detector of FM SignalDocument4 pagesDetector of FM SignalR. JaNNaH100% (1)
- Gpa 2145Document15 pagesGpa 2145Sergio David Ruiz100% (1)
- UntitledDocument47 pagesUntitledAndy SánchezNo ratings yet
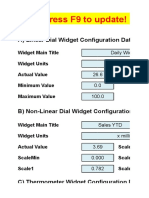
- Excel Dashboard WidgetsDocument47 pagesExcel Dashboard WidgetskhincowNo ratings yet
- XHB CommFuncDocument10 pagesXHB CommFuncPalatNo ratings yet
- G12gasa Group5 PR2Document7 pagesG12gasa Group5 PR2Lizley CordovaNo ratings yet
- Newsletter Template NewDocument4 pagesNewsletter Template Newapi-458544253No ratings yet
- Aashto T19-Bulk Density (Unit Weight)Document7 pagesAashto T19-Bulk Density (Unit Weight)Marc Anthony de Villa100% (1)
- CH Sravan KumarDocument5 pagesCH Sravan KumarJohnNo ratings yet
- Learning Resource Management Made SimpleDocument12 pagesLearning Resource Management Made SimpleJosenia ConstantinoNo ratings yet
- DPWH Standard Specifications for ShotcreteDocument12 pagesDPWH Standard Specifications for ShotcreteDino Garzon OcinoNo ratings yet
- DH3E-L-SC-A3-K-170329-0009 Commissioning Inspection & Test Plan (ITP) For BOP and Associated Test FormsDocument2 pagesDH3E-L-SC-A3-K-170329-0009 Commissioning Inspection & Test Plan (ITP) For BOP and Associated Test FormsBình Quách HảiNo ratings yet
- Selection ToolsDocument13 pagesSelection ToolsDominador Gaduyon DadalNo ratings yet
- Educational Technology & Education Conferences - January To June 2016 - Clayton R WrightDocument93 pagesEducational Technology & Education Conferences - January To June 2016 - Clayton R WrightEsperanza Román MendozaNo ratings yet
- ALTERNATOR - ST170741: Parts ListDocument2 pagesALTERNATOR - ST170741: Parts Listkaswade BrianNo ratings yet
- Basicline BL 21t9stDocument28 pagesBasicline BL 21t9stgabriel6276No ratings yet
- Cisco As5300 Voice GatewayDocument12 pagesCisco As5300 Voice GatewayAbderrahmane AbdmezianeNo ratings yet
- Disney Channel JRDocument14 pagesDisney Channel JRJonna Parane TrongcosoNo ratings yet
- Tech Rider For ShaanDocument7 pagesTech Rider For ShaanSagar Shirole100% (1)
- Siemens 1LE1 PDFDocument308 pagesSiemens 1LE1 PDFharold100% (1)
- 3095MV Calibration Procedure W QuickCal Merian 4010Document8 pages3095MV Calibration Procedure W QuickCal Merian 4010luisalbertopumaNo ratings yet
- Aksin Et Al. - The Modern Call Center - A Multi Disciplinary Perspective On Operations Management ResearchDocument24 pagesAksin Et Al. - The Modern Call Center - A Multi Disciplinary Perspective On Operations Management ResearchSam ParkNo ratings yet
- Dissertation ErsatzteilmanagementDocument7 pagesDissertation ErsatzteilmanagementWriteMyEnglishPaperForMeCanada100% (1)
- An70983 001-70983Document24 pagesAn70983 001-70983अमरेश झाNo ratings yet