You might also like
- JOHN DEERE 670 770 790 870 970 1070 COMPACT UTILITY TRACTOR Service Repair ManualDocument30 pagesJOHN DEERE 670 770 790 870 970 1070 COMPACT UTILITY TRACTOR Service Repair Manualnagypipo1_07% (15)
- New Zealand PenetrometerDocument44 pagesNew Zealand Penetrometerlcruz117No ratings yet
- Us5072770 PDFDocument7 pagesUs5072770 PDFJiří HorenskýNo ratings yet
- Us 3536468Document8 pagesUs 3536468ade bukhoriNo ratings yet
- US4483464Document6 pagesUS4483464Joao LemesNo ratings yet
- PP4&5Document60 pagesPP4&5daddarioalexander01No ratings yet
- US2288661Document8 pagesUS2288661Kerem BNo ratings yet
- United States Patent (19) : VezirianDocument5 pagesUnited States Patent (19) : VezirianJiří HorenskýNo ratings yet
- US4538684 Repair Shallow LeakDocument7 pagesUS4538684 Repair Shallow LeakrabeemhNo ratings yet
- 9 Module 9 Glass Working (20231031202003)Document11 pages9 Module 9 Glass Working (20231031202003)Belle MateoNo ratings yet
- Textilelearner - Blogspot.in-Introduction of Glass Fiber Types of Glass Fiber Properties of Glass Fiber Manufacturing ProcessesDocument4 pagesTextilelearner - Blogspot.in-Introduction of Glass Fiber Types of Glass Fiber Properties of Glass Fiber Manufacturing Processesimrock1234No ratings yet
- United States Patent (19) 11 Patent Number: 6,098,830: Jamieson (45) Date of Patent: Aug. 8, 2000Document10 pagesUnited States Patent (19) 11 Patent Number: 6,098,830: Jamieson (45) Date of Patent: Aug. 8, 2000Leonardo Lannes VieiraNo ratings yet
- Glass Manufacture and DecorationDocument27 pagesGlass Manufacture and DecorationPothuraju PrudhiviNo ratings yet
- Automotive Glass Thick Film Conductor PasteDocument5 pagesAutomotive Glass Thick Film Conductor PastebahramrezaeiNo ratings yet
- United States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005Document9 pagesUnited States Patent (10) Patent No.: US 6,923,629 B2: Ahn Et Al. (45) Date of Patent: Aug. 2, 2005DaikinllcNo ratings yet
- Sidewall Overcoat Extends Float Furnace CampaignDocument2 pagesSidewall Overcoat Extends Float Furnace CampaignJavad AndiNo ratings yet
- United States Patent (19) : (45. Mar. 25, 1980 Foreign Patent DocumentsDocument5 pagesUnited States Patent (19) : (45. Mar. 25, 1980 Foreign Patent DocumentsJerome PalicteNo ratings yet
- University of Technology: Chemical Engineering DepartmentDocument14 pagesUniversity of Technology: Chemical Engineering Departmentمصطفى سعدNo ratings yet
- United States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977Document16 pagesUnited States Patent (19) 11 4,023,782: Eifer (45) May 17, 1977liNo ratings yet
- United States Patent (19) : Jul. 5, 1977 (JP Japan .................................. 52-79532Document8 pagesUnited States Patent (19) : Jul. 5, 1977 (JP Japan .................................. 52-79532Andrew StarkNo ratings yet
- Glass WorkingDocument11 pagesGlass WorkingPedro Lumbreras100% (1)
- Illlllllllllllillllllllllllllllllllllillllllllllllllllllll - L - L - L - L - LLDocument18 pagesIlllllllllllllillllllllllllllllllllllillllllllllllllllllll - L - L - L - L - LLSteric ZeytraNo ratings yet
- Boluwatife's AssignmentDocument16 pagesBoluwatife's Assignmentkingearnest1234No ratings yet
- Glass Blowing On A Wafler LevelDocument10 pagesGlass Blowing On A Wafler LevelErick AguilarNo ratings yet
- Us 2273015Document10 pagesUs 2273015diegojmoralesaguadoNo ratings yet
- Northern Engineering and Plastics Corp. v. Roger Eddy D/B/A Marshall Manufacturing Co., and Pacific Cap Corporation, 652 F.2d 333, 3rd Cir. (1981)Document10 pagesNorthern Engineering and Plastics Corp. v. Roger Eddy D/B/A Marshall Manufacturing Co., and Pacific Cap Corporation, 652 F.2d 333, 3rd Cir. (1981)Scribd Government DocsNo ratings yet
- Chapter 5Document25 pagesChapter 5LAURA MILENA VALLES CALDERONNo ratings yet
- Iii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772Document10 pagesIii Iihiii: United States Patent (19) 11 Patent Number: 5,732,772abodolkuhaaNo ratings yet
- US4219241Document7 pagesUS4219241aungkyawzoreNo ratings yet
- Us 6394517Document5 pagesUs 6394517Ezekiel BarreraNo ratings yet
- Flat&Fab Glas Eng HandoutDocument21 pagesFlat&Fab Glas Eng HandoutHendriyana StNo ratings yet
- United States Patent (10) Patent No.: US 6,170,421 B1: Ross (45) Date of Patent: Jan. 9, 2001Document8 pagesUnited States Patent (10) Patent No.: US 6,170,421 B1: Ross (45) Date of Patent: Jan. 9, 2001155No ratings yet
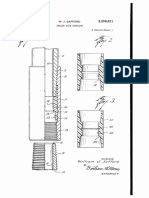
- United States Patent (19) : Ashford Et AlDocument8 pagesUnited States Patent (19) : Ashford Et AlErik OblitasNo ratings yet
- US5988762Document15 pagesUS5988762aungkyawzoreNo ratings yet
- History and Manufacturing of Glass: Berenjian, A and Whittleston, GSDocument8 pagesHistory and Manufacturing of Glass: Berenjian, A and Whittleston, GSNv MannaNo ratings yet
- US4753444Document5 pagesUS4753444Hadi KoraniNo ratings yet
- United States Patent (19) : 11) Patent Number: (45) Date of PatentDocument9 pagesUnited States Patent (19) : 11) Patent Number: (45) Date of PatentJagannathan ArumugamNo ratings yet
- Risser, E. New Technique Casting Missing Areas in Glass. 1997Document9 pagesRisser, E. New Technique Casting Missing Areas in Glass. 1997Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- United States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Document10 pagesUnited States Patent (10) Patent No.: US 6,651,730 B2: Jiang Et Al. (45) Date of Patent: Nov. 25, 2003Vy PhanNo ratings yet
- Ceramics NotesDocument57 pagesCeramics Noteseugin cebertNo ratings yet
- United States PatentDocument10 pagesUnited States PatentarunmirandaNo ratings yet
- Lj'ig.2: BY Ma, @Document4 pagesLj'ig.2: BY Ma, @Vinod Kumar KonagantiNo ratings yet
- Vernier Caliper PatentDocument9 pagesVernier Caliper Patentmeinard angelesNo ratings yet
- Us3266821 PDFDocument5 pagesUs3266821 PDFDiogo CorreaNo ratings yet
- Glue GunDocument9 pagesGlue GunNaranLoganNo ratings yet
- United States PatentDocument6 pagesUnited States PatentDaikinllcNo ratings yet
- US3921555Document6 pagesUS3921555Muhammad TalhaNo ratings yet
- Cementing Patent 2Document3 pagesCementing Patent 2Lara CitlalliNo ratings yet
- Beverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanyDocument8 pagesBeverage Cans Crusher Machine Patents: A Review (Part V) : Ashraf ElfasakhanySolomon HassanNo ratings yet
- United States Patent (19) : 73 Assignee: Monogram Industries, Inc., CulverDocument5 pagesUnited States Patent (19) : 73 Assignee: Monogram Industries, Inc., CulverFayçal MahieddineNo ratings yet
- United States Patent: Price (45) Date of Patent: Apr. 22, 2008Document11 pagesUnited States Patent: Price (45) Date of Patent: Apr. 22, 2008Aslam KhanNo ratings yet
- United States Patent (10) Patent N0.2 US 6,550,376 B2Document5 pagesUnited States Patent (10) Patent N0.2 US 6,550,376 B2Vincent CaballeroNo ratings yet
- Injection Blow MouldingDocument22 pagesInjection Blow MouldingPRANJAL KUMARNo ratings yet
- USRE29603Document7 pagesUSRE29603PUVAN TSTNo ratings yet
- Unlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973Document4 pagesUnlted States Patent (191 1111 3,736,693: Koch 1451 June 5, 1973fgrt45No ratings yet
- Glass Blowpipe: Glassblowing Is A Glassforming Technique That Involves Inflating MoltenDocument5 pagesGlass Blowpipe: Glassblowing Is A Glassforming Technique That Involves Inflating MoltenjayanthanNo ratings yet
- Blow - M.Document40 pagesBlow - M.Kagehiza Aghna IlmaNo ratings yet
- Roaster FurnaceDocument8 pagesRoaster FurnaceJuan Ignacio GonzálezNo ratings yet
- Cartridge Case Manufacture PDFDocument7 pagesCartridge Case Manufacture PDFcbr6000100% (2)
- Glass BlowingDocument9 pagesGlass BlowingjayanthanNo ratings yet
- Us 5088277Document6 pagesUs 5088277ajaydce05No ratings yet
- Reebol Emulsion ConcentrateDocument2 pagesReebol Emulsion ConcentrateJA WPKNo ratings yet
- Distillation of Ethanol-Water Solution Using Enthalpy-Concentration DiagramDocument16 pagesDistillation of Ethanol-Water Solution Using Enthalpy-Concentration DiagramChiara PatrianaNo ratings yet
- Exercise 2.1 Concepts of MatterDocument3 pagesExercise 2.1 Concepts of MatterKesuma DewiNo ratings yet
- Isobutane (0.001% - 1.30%), Oxygen (19.5% - 23.5%) in Balance NitrogenDocument9 pagesIsobutane (0.001% - 1.30%), Oxygen (19.5% - 23.5%) in Balance NitrogentruongNo ratings yet
- Philips - FBH056 057 058 059 PDFDocument5 pagesPhilips - FBH056 057 058 059 PDFVu Duc DuyNo ratings yet
- PowerPoint Sample: BioDiesel Production Power Point PresentationDocument16 pagesPowerPoint Sample: BioDiesel Production Power Point PresentationJohn MelendezNo ratings yet
- 4-Eclairage 6pDocument69 pages4-Eclairage 6pghhNo ratings yet
- Maintenance Procedure in Manufacturing IndustryDocument6 pagesMaintenance Procedure in Manufacturing IndustryAdeyinka Caudry HajiNo ratings yet
- Carborundum Universal Ltd. (CUMI) : HistoryDocument3 pagesCarborundum Universal Ltd. (CUMI) : HistoryNavjot SidhuNo ratings yet
- Life Cycle Costing - HVACDocument103 pagesLife Cycle Costing - HVACDaniel Henrique100% (1)
- N R B Cargo ExpressDocument3 pagesN R B Cargo Expressapi-267591894No ratings yet
- MTZ Worldwide Jan 2011Document50 pagesMTZ Worldwide Jan 2011biopoweredNo ratings yet
- 02 Rotatory Vacuum Dryer (English)Document5 pages02 Rotatory Vacuum Dryer (English)Bhavesh SwamiNo ratings yet
- Tk08 Report Revision MidtermDocument84 pagesTk08 Report Revision MidtermJessille silvNo ratings yet
- Design, Construction and Testing of A Zeolite-Water Solar Adsorption RefrigeratorDocument128 pagesDesign, Construction and Testing of A Zeolite-Water Solar Adsorption Refrigeratortechfi50% (2)
- pdf81 As68rcDocument4 pagespdf81 As68rcValBMSNo ratings yet
- Shell Alvania GL 00: Premium Multi-Purpose Gear GreaseDocument2 pagesShell Alvania GL 00: Premium Multi-Purpose Gear GreaseMahmut GüdülNo ratings yet
- Characteristics, Applications, and Processing of Stress - Strain Behavior (I)Document7 pagesCharacteristics, Applications, and Processing of Stress - Strain Behavior (I)nelson bessoneNo ratings yet
- Analysis and Design of G+5 Residential Building by Using E-TabsDocument7 pagesAnalysis and Design of G+5 Residential Building by Using E-TabsTameka BennettNo ratings yet
- INN-QC-FR-15 Painting RecordDocument1 pageINN-QC-FR-15 Painting RecordchandraNo ratings yet
- Theog Lift TD 080615Document52 pagesTheog Lift TD 080615HemantSharmaNo ratings yet
- Stoody 104Document1 pageStoody 104JUAN DAVID ESPITIANo ratings yet
- Repair Procedure Slug CatcherDocument4 pagesRepair Procedure Slug Catchershabbir626100% (1)
- PUCARO Triflexil M 2-PlyDocument2 pagesPUCARO Triflexil M 2-PlyUmang DhanukaNo ratings yet
- Technical Guide For Kevlar® in Mechanical Rubber Goods PDFDocument21 pagesTechnical Guide For Kevlar® in Mechanical Rubber Goods PDFpurnashNo ratings yet
- Pariej Final Specification.Document121 pagesPariej Final Specification.Douglas RobinsonNo ratings yet
- Ijms 23 12652 v2Document12 pagesIjms 23 12652 v2Deym GómezNo ratings yet
- Wire AbbreviationsDocument6 pagesWire Abbreviationssarat chandNo ratings yet