You might also like
- 4140 Prehard/Annealed: AlloyDocument2 pages4140 Prehard/Annealed: AlloyJason CarterNo ratings yet
- A 2Document2 pagesA 2Jason CarterNo ratings yet
- Aisi D2Document3 pagesAisi D2Khouloud GharbiNo ratings yet
- Aisi L6: Cincinnati Tool Steel CompanyDocument3 pagesAisi L6: Cincinnati Tool Steel CompanyJason CarterNo ratings yet
- W2Document3 pagesW2Jason CarterNo ratings yet
- O6 Tool SteelDocument2 pagesO6 Tool SteelnevadablueNo ratings yet
- M2Document3 pagesM2Jason CarterNo ratings yet
- S7Document3 pagesS7Jason CarterNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Environment Health: European Research OnDocument73 pagesEnvironment Health: European Research OnDaiuk.DakNo ratings yet
- Exhibit 1 18 116 PDFDocument27 pagesExhibit 1 18 116 PDFSimonNo ratings yet
- BL ListDocument8 pagesBL ListStraña Abigail Alonsabe Villacis100% (1)
- Non-Traditional Machining: Unit - 1Document48 pagesNon-Traditional Machining: Unit - 1bunty231No ratings yet
- TBEM CII Exim Bank Award ComparisonDocument38 pagesTBEM CII Exim Bank Award ComparisonSamNo ratings yet
- Myo Cny 2023 MenuDocument12 pagesMyo Cny 2023 Menulihanyong17No ratings yet
- The Minecraft Survival Quest ChallengeDocument4 pagesThe Minecraft Survival Quest Challengeapi-269630780100% (1)
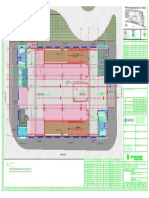
- Key plan and area statement comparison for multi-level car park (MLCPDocument1 pageKey plan and area statement comparison for multi-level car park (MLCP121715502003 BOLLEMPALLI BINDU SREE SATYANo ratings yet
- CeramicsDocument39 pagesCeramicsD4-dc1 Kelas100% (1)
- Logistic RegressionDocument17 pagesLogistic RegressionLovedeep Chaudhary100% (1)
- Application Sheet: Series CW SeriesDocument2 pagesApplication Sheet: Series CW SerieskamalNo ratings yet
- VRLA Instruction ManualDocument11 pagesVRLA Instruction Manualashja batteryNo ratings yet
- Lecture Notes On Revaluation and Impairment PDFDocument6 pagesLecture Notes On Revaluation and Impairment PDFjudel ArielNo ratings yet
- Manual Cisco - DPC3925Document106 pagesManual Cisco - DPC3925HábnerTeixeiraCostaNo ratings yet
- Cambridge O Level: Agriculture 5038/12 October/November 2020Document30 pagesCambridge O Level: Agriculture 5038/12 October/November 2020Sraboni ChowdhuryNo ratings yet
- Slimline: Switch Disconnector Fuse, SR 63-630 ADocument46 pagesSlimline: Switch Disconnector Fuse, SR 63-630 AЕвгений МатвеевNo ratings yet
- Community Health Nursing Family Nursing AssessmentDocument2 pagesCommunity Health Nursing Family Nursing AssessmentRy LlanesNo ratings yet
- Rediscovering Ecotorism - : Poaching, A Major Challenge in Liwonde National Park Cashing in On TourismDocument28 pagesRediscovering Ecotorism - : Poaching, A Major Challenge in Liwonde National Park Cashing in On TourismJohn Richard KasalikaNo ratings yet
- Predict CambodianDocument11 pagesPredict CambodianMd Ibrahim KhalilNo ratings yet
- Callon & Law (1997) - After The Individual in Society. Lessons On Colectivity From Science, Technology and SocietyDocument19 pagesCallon & Law (1997) - After The Individual in Society. Lessons On Colectivity From Science, Technology and Societysashadam815812No ratings yet
- Biomechanics of Knee Joint - 20 Questions-2Document5 pagesBiomechanics of Knee Joint - 20 Questions-2rehab aymanNo ratings yet
- Business-Process Integration: Supply-Chain Management 2.0 (SCM 2.0)Document8 pagesBusiness-Process Integration: Supply-Chain Management 2.0 (SCM 2.0)nidayousafzaiNo ratings yet
- The CardiacDocument7 pagesThe CardiacCake ManNo ratings yet
- Rate of Change: Example 1 Determine All The Points Where The Following Function Is Not ChangingDocument5 pagesRate of Change: Example 1 Determine All The Points Where The Following Function Is Not ChangingKishamarie C. TabadaNo ratings yet
- O Bio Summarize Notes For RevisionDocument31 pagesO Bio Summarize Notes For RevisionAfifa AmerNo ratings yet
- Eslit-Vinea-LA 03 Task #1-4Document11 pagesEslit-Vinea-LA 03 Task #1-4darkNo ratings yet
- DGS Mock Exam - Full AnswerDocument11 pagesDGS Mock Exam - Full AnswerSofia NicoriciNo ratings yet
- Console Output CLI ConsoleDocument4 pagesConsole Output CLI Consolejaved.rafik.1No ratings yet
- Markard Et Al. (2012) PDFDocument13 pagesMarkard Et Al. (2012) PDFgotrektomNo ratings yet
- Cyolo Datasheet 2022 - Driving Digital BusinessDocument3 pagesCyolo Datasheet 2022 - Driving Digital BusinessAlexis MoralesNo ratings yet