You might also like
- Soldadura GtawDocument29 pagesSoldadura Gtawakm.danyal100% (2)
- Proceso Mig Mag SoldaduraDocument41 pagesProceso Mig Mag SoldaduraLuis Ramos BautistaNo ratings yet
- CAPÍTULO 7. - Proceso de Soldadura GTAWDocument8 pagesCAPÍTULO 7. - Proceso de Soldadura GTAWCarlos PerezNo ratings yet
- Proceso TigDocument71 pagesProceso TigLENIN CAMPOS GUARDIANo ratings yet
- SOLDADURA ELECTRICA SmawDocument115 pagesSOLDADURA ELECTRICA SmawDavid Echeverria Nivela100% (1)
- 8.proceso GmawDocument48 pages8.proceso Gmawditer najarNo ratings yet
- Proceso MIGDocument67 pagesProceso MIGYanina CamonesNo ratings yet
- Proceso de Soldadura Mig - GmawDocument39 pagesProceso de Soldadura Mig - GmawAlfredo Rafael Torres Gonzalez100% (1)
- Proceso FCAWDocument61 pagesProceso FCAWKarimcitha NavarreteNo ratings yet
- 9 Proceso de Soldadrura SmawDocument3 pages9 Proceso de Soldadrura SmawNestor Daniel RiquelmeNo ratings yet
- Proceso FCAWDocument59 pagesProceso FCAWCarlos Principe100% (2)
- Unidad Didáctica 5Document38 pagesUnidad Didáctica 5robetoteNo ratings yet
- Gmaw InfraDocument48 pagesGmaw InfraNoeJosueMazrtinezAciano100% (1)
- Manual Soldadura MIG - MAGDocument42 pagesManual Soldadura MIG - MAGAntonio Gonzalez Muriel100% (2)
- Proceso FCAWDocument59 pagesProceso FCAWwgomez_175543No ratings yet
- Proceso Fcaw PDFDocument63 pagesProceso Fcaw PDFgustavoquijanoNo ratings yet
- Definición Del Proceso de La Soldadura MIG MAGDocument8 pagesDefinición Del Proceso de La Soldadura MIG MAGAmAnda DvNo ratings yet
- Proceso GTAWDocument34 pagesProceso GTAWIvan Perez100% (1)
- Tema 1.09 Soldeo MIG MAGDocument92 pagesTema 1.09 Soldeo MIG MAGDaniel GuerraNo ratings yet
- Clase 4 2023 GMAW Parte 2Document20 pagesClase 4 2023 GMAW Parte 2Mikel MendezNo ratings yet
- Diapositivas GmawDocument66 pagesDiapositivas GmawMigueMarencoS100% (1)
- Separata Migmag PDFDocument11 pagesSeparata Migmag PDFGerli TeranNo ratings yet
- Texto TigDocument43 pagesTexto TigLusmila FloresNo ratings yet
- Tema 8.1Document186 pagesTema 8.1Juan Carlos Pacheco VallejoNo ratings yet
- Capítulo 8. - Proceso de Soldadura GmawDocument7 pagesCapítulo 8. - Proceso de Soldadura GmawDarwin OchoaNo ratings yet
- Curso Mig MagDocument50 pagesCurso Mig MagDiNo ratings yet
- Soldadura TIGDocument25 pagesSoldadura TIGAxel LopezNo ratings yet
- Separata MigmagDocument11 pagesSeparata MigmagKevin Edinson Valencia PaicoNo ratings yet
- Soldadura TIGDocument21 pagesSoldadura TIGJose PerezNo ratings yet
- 3-TIG-Técnicas OperativasDocument41 pages3-TIG-Técnicas Operativasperfiles12100% (1)
- Soldadura MigDocument73 pagesSoldadura Migpipelon09No ratings yet
- Cpi Mig MagDocument68 pagesCpi Mig MagAbrahamNo ratings yet
- Soldadura Tig o GtawDocument6 pagesSoldadura Tig o GtawJuan Luis Condo PanibraNo ratings yet
- Tecnologia de La SoldaduraDocument60 pagesTecnologia de La Soldaduralavm0041No ratings yet
- Soldadura 1-2020Document62 pagesSoldadura 1-2020Jorge Pinto RochaNo ratings yet
- Soldadura Electrica Gas-08 PDFDocument59 pagesSoldadura Electrica Gas-08 PDFMorales CarlosNo ratings yet
- Soldadura Electrica Gas-08 PDFDocument59 pagesSoldadura Electrica Gas-08 PDFMorales CarlosNo ratings yet
- Sold. MigmagDocument15 pagesSold. MigmagGustavo HermosillaNo ratings yet
- Procesos de SoldaduraDocument21 pagesProcesos de SoldaduraEduardo Tello del Pino100% (2)
- Marco TeoricoDocument6 pagesMarco TeoricoAlejandra EsquivelNo ratings yet
- Proceso Gtaw-1Document77 pagesProceso Gtaw-1ariel henryNo ratings yet
- Definición de Soldadura MigDocument16 pagesDefinición de Soldadura MigPaola100% (2)
- AmperajeDocument6 pagesAmperajeMaicol HuacarpumaNo ratings yet
- Soldadura MIG/MAGDocument47 pagesSoldadura MIG/MAGMiguel Angel Bahamonde Gordillo100% (6)
- Tecnologia de La Soldadura Semestre 2008-IIDocument149 pagesTecnologia de La Soldadura Semestre 2008-IIErick AlarconNo ratings yet
- Cursosoldadura PDFDocument327 pagesCursosoldadura PDFChampa Jiménez de CostanillasNo ratings yet
- Informe SoldaduraDocument10 pagesInforme SoldaduraShapaNo ratings yet
- GTAWDocument72 pagesGTAWKatherin Carhuas QuispeNo ratings yet
- Sistema MIGDocument5 pagesSistema MIGAlexander Muñoz Sánchez100% (1)
- Pres Procesos de Soldadura QA QC 201720Document118 pagesPres Procesos de Soldadura QA QC 201720Javier OrtizNo ratings yet
- Soldadura MIG MAGDocument29 pagesSoldadura MIG MAGRICARDO JOSE HERRERA BALDEON100% (1)
- Soldadura MIG 1Document24 pagesSoldadura MIG 1Cristian ManzanoNo ratings yet
- Tema 6 Parametros de Soldadura en GmawDocument31 pagesTema 6 Parametros de Soldadura en GmawJose Antonio Neciosup CabanillasNo ratings yet
- Memoria La PerlaDocument3 pagesMemoria La PerlaSaki Llenque MolinaNo ratings yet
- Informe SMAW 3Document13 pagesInforme SMAW 3Jhon undaNo ratings yet
- Manual Proceso Soldadura MigDocument15 pagesManual Proceso Soldadura MigArmando Palacios MaximilianoNo ratings yet
- 100 Circuitos de Potencia con SCRs y TriacsFrom Everand100 Circuitos de Potencia con SCRs y TriacsRating: 3 out of 5 stars3/5 (5)
- Libro Osvaldo ArceDocument346 pagesLibro Osvaldo ArceErick Zm100% (6)
- Sensitizacion Austenítico 316Document9 pagesSensitizacion Austenítico 316Heidy MendozaNo ratings yet
- Teo 4 MineralesDocument39 pagesTeo 4 MineralesKelvisCastilloNo ratings yet
- Prob. Grupo #2 Diag. de Fases PDFDocument19 pagesProb. Grupo #2 Diag. de Fases PDFPaola Moya100% (1)
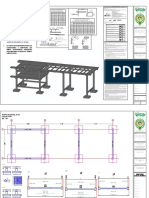
- ESTR - Garita La Popa PDFDocument8 pagesESTR - Garita La Popa PDFING. CIVIL CAMILO ANDRES CASTILLANo ratings yet
- Mineralogia ParcialDocument15 pagesMineralogia ParcialValentina CarranzaNo ratings yet
- Crucigrama PDFDocument2 pagesCrucigrama PDFRaul DuarteNo ratings yet
- Ficha TecnicasDocument8 pagesFicha TecnicasJoselyn Carbajal LópezNo ratings yet
- Tarea Quimica JuliDocument3 pagesTarea Quimica JuliMartha Le avNo ratings yet
- Herramientas de CorteDocument83 pagesHerramientas de CorteAlex AcarapiNo ratings yet
- Yacimiento GreisenDocument11 pagesYacimiento GreisenitalodexNo ratings yet
- Cap 12 Clase Electromdel Oro y La PlataDocument29 pagesCap 12 Clase Electromdel Oro y La PlataJosue Rivera YaresiNo ratings yet
- Mineras ChileDocument30 pagesMineras ChiledanielaNo ratings yet
- Minerales de Rocas SedimentariasDocument28 pagesMinerales de Rocas SedimentariasKaren Mishel GómezNo ratings yet
- Valle Grande Dinamica de Los Micronutrientes en El Suelo PDFDocument50 pagesValle Grande Dinamica de Los Micronutrientes en El Suelo PDFing_joseheredia340550% (2)
- Hornos Tecnologia Ausmelt 1Document5 pagesHornos Tecnologia Ausmelt 1Bryson Daniel Gutierrez Rafael100% (1)
- Taller Diagrama Hierro CarbonoDocument3 pagesTaller Diagrama Hierro Carbonosergio CORREA100% (1)
- Actividad 1 Procesos IndustrialesDocument4 pagesActividad 1 Procesos Industrialesadriana villegas0% (2)
- 10a y 11a Clase - Alteración Hidrotermal 2018 - 1 Clase - PrintDocument71 pages10a y 11a Clase - Alteración Hidrotermal 2018 - 1 Clase - PrintDe La Cruz Calderon Edward100% (1)
- Laboratorio 5 PulvimetalurgiaDocument45 pagesLaboratorio 5 PulvimetalurgiaAlexander Garcia100% (2)
- Mapa Mental Silicatos (Sayas-Vega Cruz-Vega Espinoza)Document9 pagesMapa Mental Silicatos (Sayas-Vega Cruz-Vega Espinoza)VEGA ESPINOZA JOAN ADRIANNo ratings yet
- Guia 1 Quimica 9 Estados de Agregacion de La MateriaDocument3 pagesGuia 1 Quimica 9 Estados de Agregacion de La MateriaMonica Rodriguez GonzalezNo ratings yet
- Parcial 2 IDM-2022 1Document7 pagesParcial 2 IDM-2022 1Alexis CamarenaNo ratings yet
- Ficha Tecnica - EsparragoDocument1 pageFicha Tecnica - EsparragoLUILLY BALBINO QUINO MORINo ratings yet
- (PDF) Informe AceroDocument54 pages(PDF) Informe AceroLucero AchahuiNo ratings yet
- Caolin 2016-Pm 2017 (Final)Document19 pagesCaolin 2016-Pm 2017 (Final)Angel Botello PiscocheNo ratings yet
- Diseño de Sostenimiento de Mina Huantajalla - UchucchacuaDocument14 pagesDiseño de Sostenimiento de Mina Huantajalla - UchucchacuaLido Cardenas VargasNo ratings yet
- Acero (Corregido)Document35 pagesAcero (Corregido)Alexis Allcca PomaNo ratings yet
- Simbolos y Numeros de Oxidacion JMVDocument4 pagesSimbolos y Numeros de Oxidacion JMVMarilyn SantosNo ratings yet
- Pretratamiento de La CalcopiritaDocument26 pagesPretratamiento de La CalcopiritagianpierreNo ratings yet