You might also like
- Rigid PavementDocument17 pagesRigid Pavementsunilgera50% (2)
- SG Unit5ProgressCheckMCQ 63fef7ced0bdc3 63fef7d161ce34 78914659 PDFDocument22 pagesSG Unit5ProgressCheckMCQ 63fef7ced0bdc3 63fef7d161ce34 78914659 PDFQamariya AlbadiNo ratings yet
- Here: Muller Big Blue Welder Repair Manual PDFDocument5 pagesHere: Muller Big Blue Welder Repair Manual PDFSIVARAMANJAGANATHAN0% (2)
- Elemental Sulfur Corrosion of SteelDocument16 pagesElemental Sulfur Corrosion of SteelJanina Rhea Lazo-CruzNo ratings yet
- Durehete 950Document5 pagesDurehete 950ellisforheroes100% (1)
- Casting of AluminiumDocument36 pagesCasting of AluminiumRezza RuzuqiNo ratings yet
- Stiffness Modifiers For Walls ETABSDocument3 pagesStiffness Modifiers For Walls ETABSHiren DesaiNo ratings yet
- Vol.03 - Complete Guide To Temperature GradientDocument11 pagesVol.03 - Complete Guide To Temperature GradientShadi100% (1)
- Lecture 3 Casting Surface DefectsDocument72 pagesLecture 3 Casting Surface DefectsLuis Arturo RamirezNo ratings yet
- Distribution of Sulfate Between Phases in Portland Cement ClinkersDocument7 pagesDistribution of Sulfate Between Phases in Portland Cement ClinkersNocifLyesNo ratings yet
- Delayed Ettringite Formation (DEF)Document11 pagesDelayed Ettringite Formation (DEF)Manuka WimalasiriNo ratings yet
- Polarity of Molecules and Its PropertiesDocument34 pagesPolarity of Molecules and Its PropertiesNica Floresta - MendozaNo ratings yet
- Above Ground Pipeline DesignDocument15 pagesAbove Ground Pipeline DesigndilimgeNo ratings yet
- Aluminum Chemistry Increases Shale StabilityDocument14 pagesAluminum Chemistry Increases Shale StabilityYracema Ochoa GutierrezNo ratings yet
- 8 - Design of Rigid PavementsDocument32 pages8 - Design of Rigid PavementsBAMS100% (1)
- Damage of Refractory Bricks Lined in Cement Rotary KilnDocument10 pagesDamage of Refractory Bricks Lined in Cement Rotary KilnKhaled BOUALI100% (1)
- Compressor WashingDocument10 pagesCompressor Washingsamil68100% (1)
- Sandstone Matrix Acidizing Knowledge and Future deDocument12 pagesSandstone Matrix Acidizing Knowledge and Future deazareiforoushNo ratings yet
- Chapter 5 Characterisation of Limestone and LimeDocument37 pagesChapter 5 Characterisation of Limestone and LimeYuni_Arifwati_5495No ratings yet
- Using Specialty Sand Blends To Reduce Veining DefectsDocument2 pagesUsing Specialty Sand Blends To Reduce Veining DefectsJohn VoNo ratings yet
- Kuo 2015Document6 pagesKuo 2015Nguyen Thanh CuongNo ratings yet
- Ven SealDocument13 pagesVen Sealjose.figueroa@foseco.comNo ratings yet
- Construction and Building Materials: Chun-Ling Ho, Wen-Ling Huang, Her-Yung WangDocument11 pagesConstruction and Building Materials: Chun-Ling Ho, Wen-Ling Huang, Her-Yung WangHeloina CostaNo ratings yet
- Applied Clay Science: Domingo Martín, Patricia Aparicio, Emilio GalánDocument8 pagesApplied Clay Science: Domingo Martín, Patricia Aparicio, Emilio GalánAdrián PNo ratings yet
- Cluster Formation of Silica Particles in Glass Batches During Melting PDFDocument9 pagesCluster Formation of Silica Particles in Glass Batches During Melting PDFAmer AlkalaifhNo ratings yet
- 2016 Durability-Evaluation-Of-Cement-Exposed-To-Combined-Actio - 2016 - ConstructionDocument8 pages2016 Durability-Evaluation-Of-Cement-Exposed-To-Combined-Actio - 2016 - ConstructionTiago BragaNo ratings yet
- 01 Burnt-On SandDocument2 pages01 Burnt-On SandWert DasNo ratings yet
- 1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatDocument8 pages1998 - Accelerated Aging Processes in SiC-7020 Aluminium Composite - Z.M. El-Baradie O.A. El-ShahatMahmood KhanNo ratings yet
- A Comparative Study Between ASTM C1567 and ASTM C227 To Mitigate Alkali-Silica ReactionDocument8 pagesA Comparative Study Between ASTM C1567 and ASTM C227 To Mitigate Alkali-Silica ReactionMARLON ESPINOZANo ratings yet
- Cu-Ni Corrosion BehaviourDocument14 pagesCu-Ni Corrosion BehaviourSivaraman VisvanathanNo ratings yet
- Firing Deformation in Large Size Porcelain Tiles. Effect of Compositional and Process VariablesDocument15 pagesFiring Deformation in Large Size Porcelain Tiles. Effect of Compositional and Process Variablesmap vitcoNo ratings yet
- Mini Project Group ADocument42 pagesMini Project Group APrince TiwariNo ratings yet
- Effet Basalte Sur CimentDocument7 pagesEffet Basalte Sur CimentTarek FennicheNo ratings yet
- Quartz Dissolution EnergygeosciDocument8 pagesQuartz Dissolution EnergygeosciAbdullah Musa AliNo ratings yet
- The Efficiency of Surface Treatments On Enhancement of The Durability of Limestone Cladding StonesDocument7 pagesThe Efficiency of Surface Treatments On Enhancement of The Durability of Limestone Cladding Stonessai shreeNo ratings yet
- Influence of Limestone On The Hydration of Ternary Slag CementsDocument14 pagesInfluence of Limestone On The Hydration of Ternary Slag CementsJhon Alvarez PatiñoNo ratings yet
- Penetration Due To Chemical ReactionDocument2 pagesPenetration Due To Chemical ReactionsushmaxNo ratings yet
- Improving Clay-Based Tailings Disposal: Case Study Coal TailingsDocument10 pagesImproving Clay-Based Tailings Disposal: Case Study Coal TailingsMatias Jeldres ValenzuelaNo ratings yet
- Sintering and Vitrification Heat Treatment of CBN Grinding WheelsDocument3 pagesSintering and Vitrification Heat Treatment of CBN Grinding Wheelsabdsu75100% (1)
- Bai-Qian Dai, Xiaojiang Wu, Anthony de Girolamo, Lian ZhangDocument13 pagesBai-Qian Dai, Xiaojiang Wu, Anthony de Girolamo, Lian Zhangwindha24No ratings yet
- Corrosion Science: Jianqiang Wei, Siwei Ma, D'Shawn G. ThomasDocument15 pagesCorrosion Science: Jianqiang Wei, Siwei Ma, D'Shawn G. ThomasFabiano AmorimNo ratings yet
- Materials and Design: Watcharapong Wongkeo, Pailyn Thongsanitgarn, Athipong Ngamjarurojana, Arnon ChaipanichDocument9 pagesMaterials and Design: Watcharapong Wongkeo, Pailyn Thongsanitgarn, Athipong Ngamjarurojana, Arnon ChaipanichAnnlin JebithaNo ratings yet
- The Effect of Grog Sizing On The Performance of Ire Ekiti Fire Clay Refractory BricksDocument8 pagesThe Effect of Grog Sizing On The Performance of Ire Ekiti Fire Clay Refractory BricksAdvanced Research PublicationsNo ratings yet
- Sulphate Resistance of Mortar ContainingDocument13 pagesSulphate Resistance of Mortar ContainingAna LuizaNo ratings yet
- Evaluation of Sulfate Resistance of Portland and High Alumina Cement Mortars Using Hardness TestDocument7 pagesEvaluation of Sulfate Resistance of Portland and High Alumina Cement Mortars Using Hardness TestEphremMelakuNo ratings yet
- Effect of Calcium Hydroxide On Slip Casting Behaviour: Aylin Sßakar-Deliormanlı, Zeliha YaylaDocument7 pagesEffect of Calcium Hydroxide On Slip Casting Behaviour: Aylin Sßakar-Deliormanlı, Zeliha Yaylaayman aminNo ratings yet
- Model Evaluation of Geochemically Induced SwellingDocument9 pagesModel Evaluation of Geochemically Induced SwellingqgliangNo ratings yet
- 2017 Influence-Of-Limestone-On-The-Hydration-Of-Ternar - 2017 - Cement-and-Concrete-RDocument14 pages2017 Influence-Of-Limestone-On-The-Hydration-Of-Ternar - 2017 - Cement-and-Concrete-RTiago BragaNo ratings yet
- Log Evaluation of Shaly Formasi Asquith 1Document21 pagesLog Evaluation of Shaly Formasi Asquith 1Tanim SyedNo ratings yet
- Corrosion Science: Meihui Sun, Cuiwei Du, Zhiyong Liu, Chao Liu, Xiaogang Li, Yumin WuDocument16 pagesCorrosion Science: Meihui Sun, Cuiwei Du, Zhiyong Liu, Chao Liu, Xiaogang Li, Yumin WuVikram JainNo ratings yet
- New Applications For Iron and Steelmaking Slag: Tatsuhito Takahashi and Kazuya YabutaDocument7 pagesNew Applications For Iron and Steelmaking Slag: Tatsuhito Takahashi and Kazuya YabutaBanggas Hanistia PahleviNo ratings yet
- Double PipeDocument8 pagesDouble PipeGURUDATT H MNo ratings yet
- Pigarev 2013 Structure and Properties of The SlaDocument6 pagesPigarev 2013 Structure and Properties of The SlaSonedi LeonNo ratings yet
- The Oolitization Rate Determination of Bentonite Moulding Mixture PDFDocument4 pagesThe Oolitization Rate Determination of Bentonite Moulding Mixture PDFj33689 mvrht comNo ratings yet
- The Oolitization Rate Determination of Bentonite Moulding MixturesDocument4 pagesThe Oolitization Rate Determination of Bentonite Moulding Mixturesvivek1312No ratings yet
- Mill Scale in SinteringDocument6 pagesMill Scale in SinteringRam Babu RamzzNo ratings yet
- 1 s2.0 0013795296000282 Main PDFDocument15 pages1 s2.0 0013795296000282 Main PDFWagner TeixeiraNo ratings yet
- Cement and Concrete Research: Florian Deschner, Barbara Lothenbach, Frank Winnefeld, Jürgen NeubauerDocument13 pagesCement and Concrete Research: Florian Deschner, Barbara Lothenbach, Frank Winnefeld, Jürgen NeubauerarunNo ratings yet
- Application of Kailin Ceramic Foundry Sand in Shell Method CastingDocument12 pagesApplication of Kailin Ceramic Foundry Sand in Shell Method CastingKaarthicNatarajanNo ratings yet
- 2.5. Esteves, T. Et Al - Construction and Building Materials (Article in Press)Document7 pages2.5. Esteves, T. Et Al - Construction and Building Materials (Article in Press)abcdesprudasNo ratings yet
- Influence of Temperature and Salt Concentration On The Salt Weathering of ADocument7 pagesInfluence of Temperature and Salt Concentration On The Salt Weathering of AAmandita_geolNo ratings yet
- Addition of Waste Glass For Improving The Immobilization of Heavy Metals During The Use of Electroplating Sludge in The Production of Clay Bricks PDFDocument5 pagesAddition of Waste Glass For Improving The Immobilization of Heavy Metals During The Use of Electroplating Sludge in The Production of Clay Bricks PDFJaouad El FarissiNo ratings yet
- Chloride Resistance of High-Performance Concretes Subjected Toaccelerated CuringDocument7 pagesChloride Resistance of High-Performance Concretes Subjected Toaccelerated CuringNuril IshakNo ratings yet
- Case Study Mud RheologyDocument11 pagesCase Study Mud Rheologyvinita jhamtaniNo ratings yet
- Comparing Chloride Ingress From Seawater and NaCl Solution in Portland Cement MortarDocument10 pagesComparing Chloride Ingress From Seawater and NaCl Solution in Portland Cement MortarTran Van QuanNo ratings yet
- Alrawaz 2005Document7 pagesAlrawaz 2005Abbas AyadNo ratings yet
- Heap Lach CooperDocument18 pagesHeap Lach CooperPedro HernandezNo ratings yet
- Cement Slurries of Oil Wells Under High Temperature and Pressure: The Effects of The Use of Ceramic Waste and Silica FlourDocument9 pagesCement Slurries of Oil Wells Under High Temperature and Pressure: The Effects of The Use of Ceramic Waste and Silica Flourb4rfNo ratings yet
- In Uence of Activated y Ash On Corrosion-Resistance and Strength of ConcreteDocument8 pagesIn Uence of Activated y Ash On Corrosion-Resistance and Strength of ConcreteJHON WILMAR CARDENAS PULIDONo ratings yet
- The Strength, Fracture and Workability of Coal: A Monograph on Basic Work on Coal Winning Carried Out by the Mining Research Establishment, National Coal BoardFrom EverandThe Strength, Fracture and Workability of Coal: A Monograph on Basic Work on Coal Winning Carried Out by the Mining Research Establishment, National Coal BoardNo ratings yet
- Numerical Modeling: Tube-Wave Reflections in Cased BoreholeDocument24 pagesNumerical Modeling: Tube-Wave Reflections in Cased BoreholeKhairulShafiqNo ratings yet
- 4PH0 2PR Que 20170616Document20 pages4PH0 2PR Que 20170616aya abdulfattahNo ratings yet
- Introduction: Dimensional Analysis-Basic Thermodynamics and Fluid MechanicsDocument45 pagesIntroduction: Dimensional Analysis-Basic Thermodynamics and Fluid MechanicszermiNo ratings yet
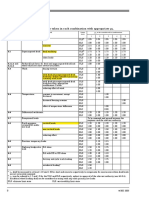
- Table 1 - Loads To Be Taken in Each Combination With AppropriateDocument2 pagesTable 1 - Loads To Be Taken in Each Combination With AppropriateAdi HamdaniNo ratings yet
- S Igflhi: Type Test CertificateDocument2 pagesS Igflhi: Type Test CertificateVikram SinghNo ratings yet
- Blue Pink and Yellow Flat Graphic Law of Motion Physics InfographicDocument1 pageBlue Pink and Yellow Flat Graphic Law of Motion Physics InfographicChristine joy lozanoNo ratings yet
- Sticky Molecules - StudentDocument6 pagesSticky Molecules - StudentVanessa MurphyNo ratings yet
- 7.7 High Pressure Vapour Liquid Equilibria: V L I IDocument7 pages7.7 High Pressure Vapour Liquid Equilibria: V L I IayushNo ratings yet
- Structural DesignDocument118 pagesStructural DesignnoahNo ratings yet
- Quantum ComputingDocument17 pagesQuantum ComputingAnkush100% (1)
- Hwy Eng II - Week 7 - Lecture 7 - Structural Design of Flexible Pavements - Asphalt Institute Design MethodDocument14 pagesHwy Eng II - Week 7 - Lecture 7 - Structural Design of Flexible Pavements - Asphalt Institute Design MethodDakheel malekoNo ratings yet
- TM 10 4310 392 13 and PDocument43 pagesTM 10 4310 392 13 and PVitor FreitasNo ratings yet
- What We LearnDocument42 pagesWhat We Learn木辛耳总No ratings yet
- Grade 7 Science Chapter 8 NotesDocument80 pagesGrade 7 Science Chapter 8 Notesapi-23858960280% (5)
- Ceramics DypDocument168 pagesCeramics DypRukhsar VankaniNo ratings yet
- ManholeDocument6 pagesManholeRajAnandNo ratings yet
- 便携式钻杆漏磁检测装置Document50 pages便携式钻杆漏磁检测装置xiong hanNo ratings yet
- Fluid Statics - Wikipedia, The Free EncyclopediaDocument3 pagesFluid Statics - Wikipedia, The Free Encyclopediadonodoni0008No ratings yet
- Cellular Lightweight Concrete ThesisDocument8 pagesCellular Lightweight Concrete Thesisafcmrdbef100% (2)