You might also like
- Introduccion 2Document8 pagesIntroduccion 2Joshua BolañosNo ratings yet
- 5 Marco LógicoDocument1 page5 Marco LógicoJoshua BolañosNo ratings yet
- Oficios ProyectoDocument5 pagesOficios ProyectoJoshua BolañosNo ratings yet
- Curso Redacción Académica - CompressedDocument16 pagesCurso Redacción Académica - CompressedVanesa IllaNo ratings yet
- Matriz de ObjetivosDocument1 pageMatriz de ObjetivosJoshua BolañosNo ratings yet
- Error de ApaDocument2 pagesError de ApaJoshua BolañosNo ratings yet
- 2 FodaDocument2 pages2 FodaJoshua BolañosNo ratings yet
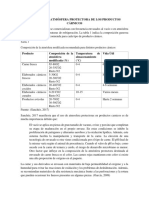
- Envasado en Atmósfera Protectora de Los Productos CárnicosDocument4 pagesEnvasado en Atmósfera Protectora de Los Productos CárnicosJoshua BolañosNo ratings yet
- PoliticasDocument1 pagePoliticasJoshua BolañosNo ratings yet
- Ejercicio de GlucidosDocument4 pagesEjercicio de GlucidosJoshua BolañosNo ratings yet
- Estudio TécnicoDocument21 pagesEstudio TécnicoJoshua Bolaños100% (1)
- CONECTORESDocument1 pageCONECTORESorugonNo ratings yet
- DerechDocument1 pageDerechJoshua BolañosNo ratings yet
- EscaldadoDocument14 pagesEscaldadoJoshua BolañosNo ratings yet
- Capacitacion McdonaldsDocument10 pagesCapacitacion McdonaldsAndrew Márquez Zanotti71% (7)
- Objetiv OsDocument1 pageObjetiv OsJoshua BolañosNo ratings yet
- CUESTIONARIODocument1 pageCUESTIONARIOJoshua BolañosNo ratings yet
- DerechDocument1 pageDerechJoshua BolañosNo ratings yet
- Ejemplo 9Document2 pagesEjemplo 9Joshua BolañosNo ratings yet
- EscaldadoDocument14 pagesEscaldadoJoshua BolañosNo ratings yet
- TallerDocument6 pagesTallerJoshua BolañosNo ratings yet
- MicrobiologiaDocument1 pageMicrobiologiaJoshua BolañosNo ratings yet
- Plan de Marketing EnviarDocument22 pagesPlan de Marketing EnviarJoshua BolañosNo ratings yet
- Dialnet NivelDeRedaccionDeTextosAcademicosDeEstudiantesIng 6402390Document29 pagesDialnet NivelDeRedaccionDeTextosAcademicosDeEstudiantesIng 6402390Joshua BolañosNo ratings yet
- NMX Acidez 1982Document3 pagesNMX Acidez 1982iAzZiTaNo ratings yet
- EnvasesDocument1 pageEnvasesJoshua BolañosNo ratings yet
- EscaldadoDocument7 pagesEscaldadoKaren GianellaNo ratings yet
- Paper 6. Intolerancia A La Lactosa 2015 Rev EspañolaDocument11 pagesPaper 6. Intolerancia A La Lactosa 2015 Rev EspañolaYessi AguileraNo ratings yet
- EscaldadoDocument14 pagesEscaldadoJoshua BolañosNo ratings yet
- INFO QuimicaDocument3 pagesINFO QuimicaJoshua BolañosNo ratings yet
- Licenciatura FilosofiaDocument78 pagesLicenciatura FilosofiaKenshinNo ratings yet
- Incidencias de ManufacturaDocument3 pagesIncidencias de ManufacturaDamaliz Almendra Reynoso ChavezNo ratings yet
- Ponle Fin Al Paro de EmpleabilidadDocument32 pagesPonle Fin Al Paro de EmpleabilidadMomentumNo ratings yet
- Arquitectura de SoftwareDocument35 pagesArquitectura de Softwareaiden frostNo ratings yet
- Software SHOTPLUSDocument13 pagesSoftware SHOTPLUSLuis RomeroNo ratings yet
- LOS DTC SDocument34 pagesLOS DTC SRoiser Quispe Tapia100% (1)
- Manual Usuario Listo 1Document8 pagesManual Usuario Listo 1randyygamer9No ratings yet
- Transito Ordenanza MunicipalDocument1 pageTransito Ordenanza MunicipalSthiward Guerra ChaconNo ratings yet
- Parte Interna de La ComputadoraDocument3 pagesParte Interna de La Computadorañaña04100% (1)
- FolletoErgoIBV v16Document13 pagesFolletoErgoIBV v16David Ernesto Sierra MontielNo ratings yet
- Taller - Preguntas Sobre El Caso CachitoDocument2 pagesTaller - Preguntas Sobre El Caso CachitoMaria Alejandra Blanco Alvarez0% (1)
- Guia Del Estudiante de IESTPDocument16 pagesGuia Del Estudiante de IESTPMarito Huamani HuamanNo ratings yet
- Informe Mensual Noviembre 049Document24 pagesInforme Mensual Noviembre 049Jackson RestrepoNo ratings yet
- IIIJ05 - E4 - Tec. Informatico - ProgramaDocument5 pagesIIIJ05 - E4 - Tec. Informatico - ProgramaSara Merino BasañezNo ratings yet
- La Dinámica de La Ventaja NacionalDocument3 pagesLa Dinámica de La Ventaja NacionalNestor Alvarez RodríguezNo ratings yet
- 02 Directorio LounikoDocument12 pages02 Directorio LounikoJorgeLuisVargasNo ratings yet
- Pliegos+Computo - TeoricaDocument30 pagesPliegos+Computo - Teoricamlaurajara05No ratings yet
- Lab03 OPAMP ConfiguracionesBásicasDocument14 pagesLab03 OPAMP ConfiguracionesBásicasjulio enriqueNo ratings yet
- Fase 4 - Trabajo Colaborativo - 212023 - 37.Document8 pagesFase 4 - Trabajo Colaborativo - 212023 - 37.edwin_triana_9No ratings yet
- Metrados Costos PresupuestosDocument10 pagesMetrados Costos PresupuestosWilson CanoNo ratings yet
- Logística, Área Transporte Terrestre.: Jennifer Itzel Pérez Rodríguez. Ing. Víctor Hernández HernándezDocument7 pagesLogística, Área Transporte Terrestre.: Jennifer Itzel Pérez Rodríguez. Ing. Víctor Hernández HernándezJennifer Itzel Pérez RodríguezNo ratings yet
- Informe Final n01 Electronicos IDocument6 pagesInforme Final n01 Electronicos IJose Manuel Torre ParejaNo ratings yet
- Guía Competencias Digitales Solaric PDFDocument6 pagesGuía Competencias Digitales Solaric PDFTonio CastañedaNo ratings yet
- Cómo Calibrar Un OsciloscopioDocument4 pagesCómo Calibrar Un OsciloscopioFernando Williams Guibert50% (2)
- Evidencia 1 Tecnologías de La InformaciónDocument39 pagesEvidencia 1 Tecnologías de La InformaciónOscar RodríguezNo ratings yet
- El Diseño Físico de Sistemas Es La Forma en Que Se Lograrán Las Tareas Del SistemaDocument2 pagesEl Diseño Físico de Sistemas Es La Forma en Que Se Lograrán Las Tareas Del SistemaJessy Bernal0% (1)
- PSM ApuntesDocument4 pagesPSM ApuntesJ8IgnacioNo ratings yet
- Informe Ansys 2 - Lima Gómez y Vargas Tito.Document14 pagesInforme Ansys 2 - Lima Gómez y Vargas Tito.Sebastián Alonso Vargas TitoNo ratings yet
- Lavadora Carga Frontal 22Kg 48lb Acero Inox - LG ColombiaDocument13 pagesLavadora Carga Frontal 22Kg 48lb Acero Inox - LG ColombiaPUNTO HOGAR VILLAVICENCIONo ratings yet