You might also like
- Manual de Motores EléctricosDocument17 pagesManual de Motores EléctricosjommboNo ratings yet
- El MicrometroDocument8 pagesEl MicrometroNicolás MartínezNo ratings yet
- Carpeta HojalateríaDocument13 pagesCarpeta HojalateríaIvan Yuchechen0% (1)
- PRACTICA No 1 y 2Document24 pagesPRACTICA No 1 y 2Lokus ArlequinNo ratings yet
- Ajuste Mecanico.Document5 pagesAjuste Mecanico.Florencia MacielNo ratings yet
- MicrometroDocument22 pagesMicrometrodavincidatariNo ratings yet
- Guias de Practica 3Document17 pagesGuias de Practica 3Arturo YosepNo ratings yet
- Resumen Micrometro y EjercicioDocument19 pagesResumen Micrometro y EjercicioMario AlbertoNo ratings yet
- MicrometroDocument10 pagesMicrometroLuis Eduardo Bravo Arriciaga100% (1)
- Metrologia Bloque 4Document14 pagesMetrologia Bloque 4Enrique Montiel SánchezNo ratings yet
- Trabajo Trazado y Corte Ajuste MecanicoDocument5 pagesTrabajo Trazado y Corte Ajuste Mecanicomaryangel rangelNo ratings yet
- Tema 2 Trazado Corte y Conformado IDocument34 pagesTema 2 Trazado Corte y Conformado IAnaNo ratings yet
- PC2 Procesos ManufacturaDocument9 pagesPC2 Procesos Manufacturaluis gonzalo felipe orrilloNo ratings yet
- Ilovepdf MergedDocument9 pagesIlovepdf MergedLucas RodriguezNo ratings yet
- El MicrómetroDocument3 pagesEl Micrómetrozh4wNo ratings yet
- VernierDocument23 pagesVernierKobra RxNo ratings yet
- 6 Galgas y ComparadoresDocument42 pages6 Galgas y ComparadoresRodrii RoblesNo ratings yet
- Instrumentos de MediciónDocument5 pagesInstrumentos de MediciónPedroNo ratings yet
- Practicas LB - Dimensiones y Tolerancias GeometricasDocument50 pagesPracticas LB - Dimensiones y Tolerancias GeometricasVioleta de la CruzNo ratings yet
- Procesos de FabricacionDocument6 pagesProcesos de FabricacionJesus MoreyNo ratings yet
- Tema 3. Metrología DimensionalDocument17 pagesTema 3. Metrología DimensionalNADIA NAYELY RODRIGUEZ LOMELINo ratings yet
- Trazado y Aserrado ManualDocument28 pagesTrazado y Aserrado ManualBrayan Alexis Ruiz Ojeda50% (2)
- Examen Final de Proceso de Manufactura IiDocument7 pagesExamen Final de Proceso de Manufactura IiHaydee CardozaHuimanNo ratings yet
- MICROMETRODocument18 pagesMICROMETROyopoelnormalNo ratings yet
- MICROMETRODocument10 pagesMICROMETROJoaquin AlvarezNo ratings yet
- Partes de Un MicrómetroDocument4 pagesPartes de Un MicrómetroArthur CorpusNo ratings yet
- Lab MetrologiaDocument10 pagesLab MetrologiaJesus GonzalezNo ratings yet
- Micrómetro - MetrologíaDocument7 pagesMicrómetro - MetrologíaDiana Quillupangui100% (1)
- Apuntes de HojalateriaDocument8 pagesApuntes de HojalateriaWalther GarciaNo ratings yet
- El MicrómetroDocument4 pagesEl MicrómetroDANIEL SANCHEZ CORONANo ratings yet
- Carpeta Hojalateria 2014 PDFDocument22 pagesCarpeta Hojalateria 2014 PDFDavis Glenn Aquino Bonilla0% (1)
- Practicas de Manufactura (Torno, Fresadora y Soldadura) 4RM1Document25 pagesPracticas de Manufactura (Torno, Fresadora y Soldadura) 4RM1brandon.gow2002No ratings yet
- 2DA GUIA M. MOTORES Pie de Metro MicrometroDocument21 pages2DA GUIA M. MOTORES Pie de Metro MicrometroMauro FlandesNo ratings yet
- Actividad Taller Metalmecanica 2° Año CBTDocument9 pagesActividad Taller Metalmecanica 2° Año CBTGriselda SotoNo ratings yet
- Metro Practica8Document17 pagesMetro Practica8Victoria gomezNo ratings yet
- Instrumentos de Medicion de LongitudDocument14 pagesInstrumentos de Medicion de LongitudMagdiel NicacioNo ratings yet
- Tipos de UnionesDocument13 pagesTipos de UnionesGAMBOA PEREZ ANGELNo ratings yet
- Herramientas Utilizadas en Las Instalaciones de Agua PotableDocument28 pagesHerramientas Utilizadas en Las Instalaciones de Agua PotableMarko MendezNo ratings yet
- Micro MetroDocument22 pagesMicro Metroncastro.e11No ratings yet
- Uso Del MicrometroDocument4 pagesUso Del MicrometroAnonymous O7tmUENo ratings yet
- CizalladoDocument10 pagesCizalladoTania Tanatos100% (1)
- Cizallado PDFDocument10 pagesCizallado PDFleogrignafini100% (1)
- Metrología y Normalización InvDocument11 pagesMetrología y Normalización InvIsaac MorenoNo ratings yet
- Reporte Del Troquel - Ricardo PalacioDocument14 pagesReporte Del Troquel - Ricardo PalacioRicardo PalacioNo ratings yet
- Herramientas Manuales de Un Taller MecanicoDocument51 pagesHerramientas Manuales de Un Taller MecanicoOrangel Faldellin100% (1)
- A de Viruta Clase2Document12 pagesA de Viruta Clase2Cristian CuacesNo ratings yet
- Tarea 4 SeminarioDocument7 pagesTarea 4 SeminarioMonteza LeydiNo ratings yet
- HojalateriaDocument7 pagesHojalateriajavierenriqueabad0% (1)
- Soldadura OxiacetilénicaDocument16 pagesSoldadura OxiacetilénicaGetsemani CumareNo ratings yet
- Custionario 5 Mecanica BasicaDocument4 pagesCustionario 5 Mecanica BasicaKiara Arleth Rojas Santa CruzNo ratings yet
- Pernos, Remaches y SoldaduraDocument13 pagesPernos, Remaches y SoldaduraYerika Alva100% (1)
- STEAM Metalmecánica I - Guia 3Document6 pagesSTEAM Metalmecánica I - Guia 3Pablo Andres Rojo PazNo ratings yet
- CIZALLADODocument11 pagesCIZALLADOAbbi AdeleéNo ratings yet
- Medicion y Instrumentos de Un PernoDocument7 pagesMedicion y Instrumentos de Un PernoALAN DAVID SURCO HUAHUASONCCONo ratings yet
- Qué Es La Soldadura Eléctrica Por ResistenciaDocument5 pagesQué Es La Soldadura Eléctrica Por ResistenciaDaniel Velazquez ReyesNo ratings yet
- Taller de Electrónica 2021Document90 pagesTaller de Electrónica 2021Santiago PérezNo ratings yet
- Unidad 5 - Producmatica UncuyoDocument22 pagesUnidad 5 - Producmatica UncuyoFranco Gabriel MazzoccaNo ratings yet
- Soldadura en el montaje de tuberías. FMEC0108From EverandSoldadura en el montaje de tuberías. FMEC0108Rating: 3.5 out of 5 stars3.5/5 (3)
- Interpretación de planos en soldadura. FMEC0210From EverandInterpretación de planos en soldadura. FMEC0210Rating: 4.5 out of 5 stars4.5/5 (3)
- Curva de Gauss PrácticaDocument6 pagesCurva de Gauss PrácticaJorge Torrez AlvarezNo ratings yet
- Carta de SolisitudDocument1 pageCarta de SolisitudJorge Torrez AlvarezNo ratings yet
- Caratula Salesiana IMPRIMIRDocument2 pagesCaratula Salesiana IMPRIMIRJorge Torrez AlvarezNo ratings yet
- Caratula Salesiana EjemploDocument2 pagesCaratula Salesiana EjemploJorge Torrez AlvarezNo ratings yet
- La Selva Nuestra Vida: Sabiduría Ecológica Del Pueblo ShuarDocument123 pagesLa Selva Nuestra Vida: Sabiduría Ecológica Del Pueblo Shuarluis angelNo ratings yet
- Trabajo CompresoresDocument34 pagesTrabajo CompresoresFelipe RamirezNo ratings yet
- Cuencas Petroleras de EcuadorDocument8 pagesCuencas Petroleras de EcuadorHans ChavezNo ratings yet
- Recuperacion de Condensado YissDocument5 pagesRecuperacion de Condensado YissYisbell LeónNo ratings yet
- Tribología: Félix García Mora, MengDocument552 pagesTribología: Félix García Mora, Mengfernando sangoquizaNo ratings yet
- 38 Funcionamiento y Tipos de Cronometros (Modo de Compatibilidad)Document36 pages38 Funcionamiento y Tipos de Cronometros (Modo de Compatibilidad)Diego John Gavilanes UvidiaNo ratings yet
- 02 Acciones y Propuestas de La Onu para Evitar Los Efectos Del Calentamiento Global en El MundoDocument2 pages02 Acciones y Propuestas de La Onu para Evitar Los Efectos Del Calentamiento Global en El MundoEyder Riascos RamirezNo ratings yet
- I. Tópicos GeneralesDocument5 pagesI. Tópicos GeneralesNicol Torres RamirezNo ratings yet
- 161 st305sh MDocument20 pages161 st305sh MMan Les100% (1)
- Trabajo de Desarrollo Sostenible PaolaDocument3 pagesTrabajo de Desarrollo Sostenible PaolaAdry MejiaNo ratings yet
- Manuales de Electricidad IndustrialDocument2 pagesManuales de Electricidad IndustrialFrancisco AndresNo ratings yet
- Exel Seguridad y Medio AmbienteDocument12 pagesExel Seguridad y Medio AmbienteRicardo Evangelista HernándezNo ratings yet
- Reconocer Información ExplícitaDocument4 pagesReconocer Información ExplícitaAlejandrakarina ChangNo ratings yet
- Motor A-Z 2008-9.apen2Document200 pagesMotor A-Z 2008-9.apen2Jorge VarelaNo ratings yet
- Actividades de Aprendizaje Introduccion de ConceptosDocument6 pagesActividades de Aprendizaje Introduccion de ConceptosYULIETH KATHERINE CANGREJO QUINTERONo ratings yet
- Presentación Agueera Acigra - v3Document88 pagesPresentación Agueera Acigra - v3flywheel2006No ratings yet
- Proyecto Bobina de TeslaDocument9 pagesProyecto Bobina de TeslaAlejandro OrizanoNo ratings yet
- GUÍA PRAC. FENOM. TRANSF. Nro 09Document17 pagesGUÍA PRAC. FENOM. TRANSF. Nro 09REBIELKNo ratings yet
- Procedimiento de Trabajo Seguro Instalación y o Reemplazo Bateria de LitioDocument8 pagesProcedimiento de Trabajo Seguro Instalación y o Reemplazo Bateria de LitioFernanda Yasmin MéndezNo ratings yet
- 79Document3 pages79Irene Rodriguez100% (1)
- Conexión de Impedancias en Paralelo y en Serie AltavocesDocument3 pagesConexión de Impedancias en Paralelo y en Serie AltavocesBocha PonceNo ratings yet
- MERCADO BarcelonetaDocument3 pagesMERCADO BarcelonetaJairo Jair100% (1)
- Ejercicios de Análisis Del Punto de EquilibrioDocument14 pagesEjercicios de Análisis Del Punto de EquilibrioMaria Villegas Lopez100% (1)
- M12 S1 Electricidad PDFDocument5 pagesM12 S1 Electricidad PDFCraar MirejoNo ratings yet
- Clasificacion de ReservasDocument5 pagesClasificacion de ReservasFernando Tuya GambiniNo ratings yet
- Smart Voyager Líneas Aéreas Versión Marzo 2008 WWW - Ccd.org - Ec, Sugerencias@ccd - Org.ecDocument57 pagesSmart Voyager Líneas Aéreas Versión Marzo 2008 WWW - Ccd.org - Ec, Sugerencias@ccd - Org.ecCONSERVACION Y DESARROLLO SOSTENIBLENo ratings yet
- 8.1.3-927 Echo - Bilámpara LED - Energy Saving ESLDocument1 page8.1.3-927 Echo - Bilámpara LED - Energy Saving ESLjoseNo ratings yet
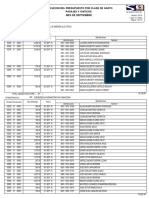
- Pasajes y Viaticos Sep 2016Document19 pagesPasajes y Viaticos Sep 2016Mauricio FloresNo ratings yet
- Empaquetaduras GarlockDocument32 pagesEmpaquetaduras GarlockSebastian100% (1)
- Goulds 3196 i-FRAME - Centrifugal Pumps - Goulds Pumps - Goulds PumpsDocument5 pagesGoulds 3196 i-FRAME - Centrifugal Pumps - Goulds Pumps - Goulds PumpsDaniel MagallanesNo ratings yet