You might also like
- Reporte de Practica Electrónica DigitalDocument6 pagesReporte de Practica Electrónica DigitalErick Gabriel Aleman AlfaroNo ratings yet
- Diseno Desarrollo Investigaciones MercadosDocument2 pagesDiseno Desarrollo Investigaciones Mercadosgatorojo30No ratings yet
- Diseno Desarrollo Investigaciones MercadosDocument2 pagesDiseno Desarrollo Investigaciones Mercadosgatorojo30No ratings yet
- Diseno Desarrollo Investigaciones MercadosDocument2 pagesDiseno Desarrollo Investigaciones Mercadosgatorojo30No ratings yet
- Arranque Directo de Un Motor Trifásico.Document1 pageArranque Directo de Un Motor Trifásico.William AcostaNo ratings yet
- Arranque Directo de Un Motor TrifásicoDocument1 pageArranque Directo de Un Motor TrifásicoWilliam AcostaNo ratings yet
- Curso de Control de Motores ElectricosDocument177 pagesCurso de Control de Motores ElectricosBrandon SalgueroNo ratings yet
- Códigos G y MDocument20 pagesCódigos G y MWilliam AcostaNo ratings yet
- Apostila Curso Francês PDFDocument75 pagesApostila Curso Francês PDFClarissa RosasNo ratings yet
- Arranque Directo de Un Motor TrifásicoDocument1 pageArranque Directo de Un Motor TrifásicoWilliam AcostaNo ratings yet
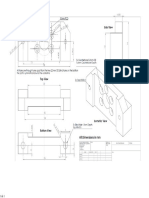
- Cnc-Milling-Drawing - 1289-827.png (Imagen PNG, 1289 × 827 Píxeles) - Escalado (83 %)Document1 pageCnc-Milling-Drawing - 1289-827.png (Imagen PNG, 1289 × 827 Píxeles) - Escalado (83 %)William AcostaNo ratings yet
- EprDocument12 pagesEprG Miller E EspírituNo ratings yet
- Plantilllanevidencianmanualndenprocesos 135ea8de40e232cDocument2 pagesPlantilllanevidencianmanualndenprocesos 135ea8de40e232cSiska Muentes100% (1)
- Critec Potential Equalization Clamp: CaracterísticasDocument1 pageCritec Potential Equalization Clamp: CaracterísticasNorbac MrvNo ratings yet
- Quiz 2 de Producción 1Document3 pagesQuiz 2 de Producción 1Luisa MariaNo ratings yet
- UNIVERSIDAD NACIONAL DE SAN CRISTOBAL DE HUAMANGA TopoDocument4 pagesUNIVERSIDAD NACIONAL DE SAN CRISTOBAL DE HUAMANGA TopoSadut Pillaca GuillenNo ratings yet
- 4 Cronograma Maestro - Duración de ActividadesDocument35 pages4 Cronograma Maestro - Duración de ActividadesLeiza OyolaNo ratings yet
- Diseño Caida Inclinada Trapezoidal - UssDocument16 pagesDiseño Caida Inclinada Trapezoidal - UssEdwin W. HuancasNo ratings yet
- SapTutor en EsDocument63 pagesSapTutor en EsKathleen RuizNo ratings yet
- Stanley Access Technologies en EspañolDocument8 pagesStanley Access Technologies en EspañolAngelo Colombo RauterNo ratings yet
- Combinacion de Agregados Por El Método ShilstoneDocument6 pagesCombinacion de Agregados Por El Método ShilstoneJhony CotaNo ratings yet
- MicroHobby, Número 067Document36 pagesMicroHobby, Número 067Marcos Arcaya PizarroNo ratings yet
- Fichas Tecnicas de AcabadosDocument4 pagesFichas Tecnicas de AcabadosLuis LaresNo ratings yet
- Sinu-151 MaterialDocument32 pagesSinu-151 MaterialJuan Carlos Morales VelasquezNo ratings yet
- 4 Funcion de La Produccion 2017Document64 pages4 Funcion de La Produccion 2017Enrique Gregorio Carhuay PampasNo ratings yet
- Informe Mensual de Las Actividades Realizadas Por El Docente (Om 049-2020-Minedu)Document8 pagesInforme Mensual de Las Actividades Realizadas Por El Docente (Om 049-2020-Minedu)CRISTIAN BRAVO HUAMANNo ratings yet
- Une 20315 1994 Erratum 2005Document6 pagesUne 20315 1994 Erratum 2005ximeslNo ratings yet
- Propuesta Comercial Eipol ST paraDocument5 pagesPropuesta Comercial Eipol ST paraPeliculas de EstrenoNo ratings yet
- Tarea 1 - Dibujo A Mano AlzadaDocument16 pagesTarea 1 - Dibujo A Mano AlzadaKATTERIN PAOLA ALVEAR MORENONo ratings yet
- Manual de Administracion de Ranchos GanaderosDocument165 pagesManual de Administracion de Ranchos GanaderosGasparValenciaSotoNo ratings yet
- Prueba Del Primer Parcial Automatización IndustrialDocument3 pagesPrueba Del Primer Parcial Automatización IndustrialVane RosilloNo ratings yet
- Formatos New HollandDocument8 pagesFormatos New HollandDaniel FloresNo ratings yet
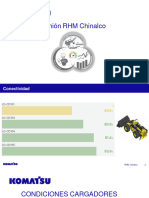
- Presentación RHM - Toromocho 17-11-2023Document10 pagesPresentación RHM - Toromocho 17-11-2023Jonathan Caceres PizarroNo ratings yet
- OREPro 3DDocument2 pagesOREPro 3DMartin ArocutipNo ratings yet
- Motor 3516 B CatDocument23 pagesMotor 3516 B Cathicham.idrisi.khihalNo ratings yet
- Grafcet 1Document42 pagesGrafcet 1Tatiana Ximena ParraNo ratings yet
- Ensayo OawDocument3 pagesEnsayo OawJefferson PilayNo ratings yet
- Lab10 - D - Intro Mecatronica - Arduino ProgDocument8 pagesLab10 - D - Intro Mecatronica - Arduino Proggabriela grosmannNo ratings yet
- Herramientas Tecnológicas para La Administración: Semana 3Document2 pagesHerramientas Tecnológicas para La Administración: Semana 3GRANKHAN2009No ratings yet
- A2 o BarbozaDocument11 pagesA2 o BarbozaMara BarrosNo ratings yet