You might also like
- Build Your Own French Doors - Popular Woodworking MagazineDocument34 pagesBuild Your Own French Doors - Popular Woodworking Magazinekostas1977No ratings yet
- Kreg Tool - Innovative Solutions For All of Your Woodworking and DIY Project NeedsDocument5 pagesKreg Tool - Innovative Solutions For All of Your Woodworking and DIY Project NeedsFernandoNo ratings yet
- A Do-It-Yourself Manual Tire ChangerDocument4 pagesA Do-It-Yourself Manual Tire ChangerHamzaNouman50% (2)
- 10 Best Handscrew Tips PDFDocument5 pages10 Best Handscrew Tips PDFMad CowNo ratings yet
- Portable WorkshopDocument7 pagesPortable WorkshopJose PichardoNo ratings yet
- Adjustable Table PlansDocument7 pagesAdjustable Table PlansMauroNo ratings yet
- Build Your Own Go Kart Chassis - Go Kart Frame Plans & MeasurementsDocument15 pagesBuild Your Own Go Kart Chassis - Go Kart Frame Plans & Measurementsandyroads2No ratings yet
- Frame Jig Assembly GuideDocument12 pagesFrame Jig Assembly GuideMalcolm DiamondNo ratings yet
- Web QCGBDocument19 pagesWeb QCGBpramponiNo ratings yet
- Longworth Chuck PDFDocument6 pagesLongworth Chuck PDFBen Gerez100% (2)
- WWMM Lumber Storage CartDocument9 pagesWWMM Lumber Storage CartjlpicardNo ratings yet
- Table Saw Drum Mill: InstructablesDocument11 pagesTable Saw Drum Mill: InstructablesJazzy VaaltynNo ratings yet
- Table Saw AlingmentDocument8 pagesTable Saw AlingmentEd BozmanNo ratings yet
- Struck Dozers - CubCadetManDocument4 pagesStruck Dozers - CubCadetManNaveen BansalNo ratings yet
- DIY 2x72 Belt Grinder for Under $500Document15 pagesDIY 2x72 Belt Grinder for Under $500Erwan AchmadyaniNo ratings yet
- 32 Insert Jig Raised PanelsDocument1 page32 Insert Jig Raised PanelsDavid TuaineNo ratings yet
- Bed and Storage BoxesDocument9 pagesBed and Storage Boxespoimandres100% (1)
- Toy Box: Kreg JigDocument4 pagesToy Box: Kreg Jigtoro17No ratings yet
- Bamboo Rodmaking Tips - Articles Area - Wood Planing FormsDocument7 pagesBamboo Rodmaking Tips - Articles Area - Wood Planing FormscannotdecideNo ratings yet
- Drill Press TableDocument11 pagesDrill Press TableWil NelsonNo ratings yet
- Valet StandDocument9 pagesValet StandflerziNo ratings yet
- Classic Entry BenchDocument5 pagesClassic Entry BenchO'Neil JonesNo ratings yet
- Picnic Table That Converts To BenchesDocument22 pagesPicnic Table That Converts To BenchesTibor LocNo ratings yet
- Wall-Hung Telephone Cabinet: Project 11257EZDocument6 pagesWall-Hung Telephone Cabinet: Project 11257EZBSulli100% (1)
- Classic Foot StoolDocument5 pagesClassic Foot StoolO'Neil JonesNo ratings yet
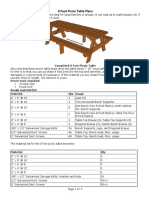
- 8 Foot Picnic Table Plans: Build a Large Seating Picnic TableDocument5 pages8 Foot Picnic Table Plans: Build a Large Seating Picnic Tabletom2susanNo ratings yet
- Microfiche Reference Library: A Project of Volunteers in AsiaDocument21 pagesMicrofiche Reference Library: A Project of Volunteers in AsialinteringNo ratings yet
- FullSolderComic Booklet 11x17 enDocument4 pagesFullSolderComic Booklet 11x17 entotoymola8No ratings yet
- Farmhouse Dog Bowl Stand: RB NADocument5 pagesFarmhouse Dog Bowl Stand: RB NAO'Neil JonesNo ratings yet
- Blanketchest PlanDocument15 pagesBlanketchest PlanGuillermo WeylandNo ratings yet
- Writing Desk: Project 13586EZDocument7 pagesWriting Desk: Project 13586EZBSulliNo ratings yet
- Rotating Barrel ComposterDocument3 pagesRotating Barrel Compostertraction9261No ratings yet
- Craftsman Serving Tray: RB NADocument5 pagesCraftsman Serving Tray: RB NAO'Neil JonesNo ratings yet
- Wooden Scrub Plane From ScrapDocument9 pagesWooden Scrub Plane From ScrapRod HyattNo ratings yet
- DIY Outdoor Chair - Angela Marie MadeDocument10 pagesDIY Outdoor Chair - Angela Marie MademrcongamanNo ratings yet
- GraderDocument2 pagesGraderFrenchwolf420No ratings yet
- Precision Drill Frame ConstructionDocument7 pagesPrecision Drill Frame ConstructionMahesa SanggadipaNo ratings yet
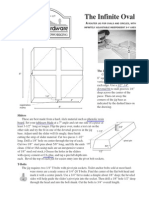
- The Infinite Oval: Tools For WoodworkingDocument2 pagesThe Infinite Oval: Tools For Woodworkingoqab18No ratings yet
- Roll Around Kitchen Cart: MLCS Items UsedDocument15 pagesRoll Around Kitchen Cart: MLCS Items UsedTETSUO111No ratings yet
- How To Build Modern Barstools Like A ProDocument17 pagesHow To Build Modern Barstools Like A Progerman100% (1)
- Deluxe Router TableDocument27 pagesDeluxe Router TableNebojša JovanovNo ratings yet
- Weedeater Trolling MotorDocument16 pagesWeedeater Trolling MotorJames McEwenNo ratings yet
- Panbrake PDFDocument39 pagesPanbrake PDFluisimtzNo ratings yet
- DIY Guide Rails Plans VSC ToolsDocument22 pagesDIY Guide Rails Plans VSC ToolsMiguel TravahoNo ratings yet
- Small Colonial Bench: Project 10297EZDocument5 pagesSmall Colonial Bench: Project 10297EZmhein68No ratings yet
- 2 - Woodworking Plans - OakplateDocument6 pages2 - Woodworking Plans - OakplatemacpatorNo ratings yet
- Acrylic I3 Pro B 3D Printer Building Instruction PDFDocument94 pagesAcrylic I3 Pro B 3D Printer Building Instruction PDFFrederik HøjlundNo ratings yet
- Coffe TableDocument15 pagesCoffe TableJun Vargas100% (1)
- Pneumatic Air Graver From BoltDocument69 pagesPneumatic Air Graver From BoltRuger B.No ratings yet
- Motolift PDFDocument26 pagesMotolift PDFChristos PapadakisNo ratings yet
- 42SWP22 Lawn SweeperDocument12 pages42SWP22 Lawn SweeperPurpleRyderNo ratings yet
- Power ToolsDocument9 pagesPower ToolsEdwin CastañedaNo ratings yet
- Baja SAE Collegiate Design Series Report-Brigham Young University-IdahoDocument5 pagesBaja SAE Collegiate Design Series Report-Brigham Young University-IdahoKarlos QuintanaNo ratings yet
- Let's Build A Can Stirling Engine Step 1 - Material Preparation and StructureDocument6 pagesLet's Build A Can Stirling Engine Step 1 - Material Preparation and Structureulises sosaNo ratings yet
- How To Make A Meat SafeDocument5 pagesHow To Make A Meat SafeChristian Theriault100% (1)
- Upright Trike PlanDocument7 pagesUpright Trike PlanchidoNo ratings yet