You might also like
- NTP Thread Program Rev. ADocument1 pageNTP Thread Program Rev. Arajkumar931No ratings yet
- With Pneumatic and Electric Actuators: Datasheet 448001 EnglishDocument7 pagesWith Pneumatic and Electric Actuators: Datasheet 448001 EnglishPinak ProjectsNo ratings yet
- HD 242 Flexible HoseDocument4 pagesHD 242 Flexible HoseSelvakumar EkambaramNo ratings yet
- Pi Page Gauge High Pressure Connection Ash Pi 61aDocument4 pagesPi Page Gauge High Pressure Connection Ash Pi 61aSurya VamsiNo ratings yet
- Genie Direct Drive 750 Installation & Operation InstructionsDocument4 pagesGenie Direct Drive 750 Installation & Operation InstructionsGMSNo ratings yet
- Panduit - Termination - Solutions PDFDocument124 pagesPanduit - Termination - Solutions PDFPutra Kusuma HarditoNo ratings yet
- Parker Hose 471-2SCDocument1 pageParker Hose 471-2SCMiroslaw LabudaNo ratings yet
- ASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005Document9 pagesASB 412-00-106 - Tail Rotor (T - R) Blade 212-010-750-009 - 011 - 105 - 107 Tip Block Retention Modification Rev. D - 18-Mar-2005yu gangNo ratings yet
- PCB ChecklistDocument5 pagesPCB Checklistizzati_2607100% (1)
- Models:: Whole House Water Filter HousingDocument2 pagesModels:: Whole House Water Filter HousingSergioNo ratings yet
- Data Sheet FZP II T PADocument1 pageData Sheet FZP II T PAGPRNo ratings yet
- HPT RotorDocument46 pagesHPT Rotorkien Duy PhanNo ratings yet
- BIW - Points Discussed With The CustomerDocument9 pagesBIW - Points Discussed With The CustomerJyoti Kale100% (1)
- Vetco MLC Mudline Operating and Service ProcedureDocument40 pagesVetco MLC Mudline Operating and Service Procedurecrni rokoNo ratings yet
- 38P English IOM 60Hz V9Document32 pages38P English IOM 60Hz V9mohamed mustafaNo ratings yet
- ESPCP - Ken Saveth - OilProductionDocument14 pagesESPCP - Ken Saveth - OilProductionJude RodriguesNo ratings yet
- 528001-4JFlexNozzAsmbly 589Document2 pages528001-4JFlexNozzAsmbly 589Fer De La VegaNo ratings yet
- How To Read Your Ticket PDFDocument1 pageHow To Read Your Ticket PDFKarl MakoyNo ratings yet
- How To Read Your Ticket PDFDocument1 pageHow To Read Your Ticket PDFKarl MakoyNo ratings yet
- Bridgeport Series I - BrochureDocument2 pagesBridgeport Series I - BrochureVVNo ratings yet
- E7M Data SheetDocument4 pagesE7M Data SheetCristian CarlettoNo ratings yet
- PE Squeeze Off Flyer 03 20Document2 pagesPE Squeeze Off Flyer 03 20fdo.casanovaNo ratings yet
- How To Read Your Welding TicketDocument1 pageHow To Read Your Welding TicketBala SingamNo ratings yet
- BP Roo: Product SpecificationsDocument1 pageBP Roo: Product SpecificationsWHWENNo ratings yet
- Plastic Cable GlandDocument1 pagePlastic Cable Glandpablopasqualini18No ratings yet
- D8 N R T General Duty1Document9 pagesD8 N R T General Duty1robert0126No ratings yet
- HDL-PSG3442-300 Filtro Solberg - Filtro de Descarga de Equipo PDFDocument1 pageHDL-PSG3442-300 Filtro Solberg - Filtro de Descarga de Equipo PDFYacila AlvaradoNo ratings yet
- Erv700 en 1113Document4 pagesErv700 en 1113ElivarjaoNo ratings yet
- CP Profile - Piston SealDocument2 pagesCP Profile - Piston SealLeandro MarzonettoNo ratings yet
- Tapcon: SCOTS AnchorsDocument2 pagesTapcon: SCOTS Anchorsblessed cccNo ratings yet
- Item 1 Bilge Pump - 803-101.10 BDocument91 pagesItem 1 Bilge Pump - 803-101.10 BИгорь КлимовNo ratings yet
- SmtdataDocument8 pagesSmtdataDaftDeveloperNo ratings yet
- Pin in PasteDocument13 pagesPin in PasteLina Gan100% (1)
- P - L Copper Compression Parallel Splices: AN UGDocument4 pagesP - L Copper Compression Parallel Splices: AN UGCarlos ArenasNo ratings yet
- Piston Seal OADocument6 pagesPiston Seal OAjuan pablo TurczynNo ratings yet
- Es WD FD 320 y Set UsaDocument1 pageEs WD FD 320 y Set UsaWattsNo ratings yet
- Pneumatic Pin Packages, Enclosed Single Units With 32mm Diameter Cylinders Models: Application: Key Areas of ApplicationDocument4 pagesPneumatic Pin Packages, Enclosed Single Units With 32mm Diameter Cylinders Models: Application: Key Areas of ApplicationBe HappyNo ratings yet
- Series Notification Appliances Mounting OptionsDocument8 pagesSeries Notification Appliances Mounting OptionsWERMERMNo ratings yet
- Cablenet Conector 2009catalogDocument18 pagesCablenet Conector 2009catalogHector CardosoNo ratings yet
- FW0007Document5 pagesFW0007alefeli26No ratings yet
- Guy Grip Dead EndDocument8 pagesGuy Grip Dead EndsalgatranNo ratings yet
- Pneumatic Level Switch: Type 1530Document2 pagesPneumatic Level Switch: Type 1530Zuñiga AntonioNo ratings yet
- EDM 830 - Instrument Installation ManualDocument30 pagesEDM 830 - Instrument Installation Manualraisul dianaNo ratings yet
- Bolting-Up CalcDocument21 pagesBolting-Up CalcJayanth TSNo ratings yet
- Parker Hose Guard PDFDocument9 pagesParker Hose Guard PDFАлександър ПухлевNo ratings yet
- UM - MVG - SO60976 - Modificaton BucketDocument4 pagesUM - MVG - SO60976 - Modificaton Bucket1989vasu.pNo ratings yet
- Piston Seal CTDocument5 pagesPiston Seal CTdaniel_gustavo_2002No ratings yet
- THE OWNER OF THIS EDM-700/800/730/830 Must Keep This ManualDocument30 pagesTHE OWNER OF THIS EDM-700/800/730/830 Must Keep This ManualAvionicsfNo ratings yet
- Baker X-Flow Injection and Production System: Flow Control Systems Technical UnitDocument8 pagesBaker X-Flow Injection and Production System: Flow Control Systems Technical UnitTamer Hesham AhmedNo ratings yet
- PSP Profile, TPU Piston Cap SealDocument3 pagesPSP Profile, TPU Piston Cap SealSamira 1986No ratings yet
- TRAINING PVE Hari 4 PDFDocument13 pagesTRAINING PVE Hari 4 PDFDheska AgungNo ratings yet
- MASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Document44 pagesMASTIP-HOT RUNNER-SystemSelectionGuide - V2.07Sree RajNo ratings yet
- Data Sheet 8WH1000-0AF00: ModelDocument4 pagesData Sheet 8WH1000-0AF00: ModelMicael SantosNo ratings yet
- Tel 6020Document1 pageTel 6020Skynet9000No ratings yet
- Square Profile Cylinders DNC - Inch SeriesDocument26 pagesSquare Profile Cylinders DNC - Inch SeriesAkmal ZuhriNo ratings yet
- Solder Re Flow Guide For Surface Mount DevicesDocument13 pagesSolder Re Flow Guide For Surface Mount DevicesWandyy GonçalvesNo ratings yet
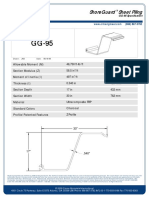
- Shoreguard Sheet Piling: Section Modulus (Z) Moment of Inertia (I) Allowable Moment (M)Document1 pageShoreguard Sheet Piling: Section Modulus (Z) Moment of Inertia (I) Allowable Moment (M)arimel11No ratings yet
- LS H NPT 3KDocument2 pagesLS H NPT 3KBenjaz AvilaNo ratings yet
- FOSC 500AA TC 557 DsDocument2 pagesFOSC 500AA TC 557 DsMohammed IrfanNo ratings yet
- MS24693 S27 MachineScrew MS24693S27Document2 pagesMS24693 S27 MachineScrew MS24693S27Anonymous mq0U43UsPNo ratings yet
- Pin-On-disc Characterization of 2xxx and 6xxx AlumDocument7 pagesPin-On-disc Characterization of 2xxx and 6xxx AlumAnonymous mq0U43UsPNo ratings yet
- PreventiveMaintenanceList 2021updatedDocument1 pagePreventiveMaintenanceList 2021updatedAnonymous mq0U43UsPNo ratings yet
- NAS1102!06!6 FlatHeadMachineScrew NAS1102 06 6Document3 pagesNAS1102!06!6 FlatHeadMachineScrew NAS1102 06 6Anonymous mq0U43UsPNo ratings yet
- Treinamento BrunidoresDocument1 pageTreinamento BrunidoresAnonymous mq0U43UsPNo ratings yet
- Aluminum AlloyDocument1 pageAluminum AlloyMehmet SoysalNo ratings yet
- O Rings HandbookDocument292 pagesO Rings HandbookleocastarlenasNo ratings yet
- BlackMoly-MM2 - Massa LubrificanteDocument1 pageBlackMoly-MM2 - Massa LubrificanteAnonymous mq0U43UsPNo ratings yet
- Conversion Factors For U.s.-British and Metric UnitsDocument4 pagesConversion Factors For U.s.-British and Metric UnitsAnonymous mq0U43UsPNo ratings yet
- ++A330 ATA Chap 51 Structures PDFDocument408 pages++A330 ATA Chap 51 Structures PDFAnonymous mq0U43UsPNo ratings yet
- Info Emea Aca000Document1 pageInfo Emea Aca000Anonymous mq0U43UsPNo ratings yet
- Info Emea Acc1ps12Document1 pageInfo Emea Acc1ps12Anonymous mq0U43UsPNo ratings yet
- Documentation 1.1. GeneralDocument145 pagesDocumentation 1.1. Generalcoralonso0% (1)
- BlackMoly-MM2 - Massa LubrificanteDocument1 pageBlackMoly-MM2 - Massa LubrificanteAnonymous mq0U43UsPNo ratings yet
- Security: Product Data SheetDocument2 pagesSecurity: Product Data SheetAnonymous mq0U43UsPNo ratings yet
- AIPS 01-02-016 - Issue 4 - Installation of Rivetless NutplatesDocument13 pagesAIPS 01-02-016 - Issue 4 - Installation of Rivetless NutplatesjulianocasNo ratings yet
- ASNA2050 - Solid Rivet - Aluminium&UniversalHead PDFDocument9 pagesASNA2050 - Solid Rivet - Aluminium&UniversalHead PDFAnonymous mq0U43UsP100% (1)
- +VCI2000 Packaging BrochureDocument4 pages+VCI2000 Packaging BrochureAnonymous mq0U43UsPNo ratings yet
- AIPI 01-02-015 - Issue 2 - Installation of Blinds Bolts Threaded TypeDocument16 pagesAIPI 01-02-015 - Issue 2 - Installation of Blinds Bolts Threaded TypejulianocasNo ratings yet
- Customary To MetricDocument5 pagesCustomary To MetricJohn HenryNo ratings yet
- Technische Beschreibung Seecontainer PDFDocument27 pagesTechnische Beschreibung Seecontainer PDFsandy riadiNo ratings yet
- 3M-Catálogo - Aerospace Surface Protection SolutionsDocument15 pages3M-Catálogo - Aerospace Surface Protection SolutionsAnonymous mq0U43UsPNo ratings yet
- Don VI Ap SuatDocument2 pagesDon VI Ap SuatPham ThienNo ratings yet
- 3M - E-A-R - UltraFit - X Earplugs - TD - EUDocument2 pages3M - E-A-R - UltraFit - X Earplugs - TD - EUAnonymous mq0U43UsPNo ratings yet
- 3M Particulate Filter 5935 Tech Data SheetDocument3 pages3M Particulate Filter 5935 Tech Data SheetAnonymous mq0U43UsPNo ratings yet
- Huck Guns ToolsDocument15 pagesHuck Guns ToolsAnonymous mq0U43UsPNo ratings yet
- 256 Pneumatic Installation Tool: 256 HUCK Installation Tool Installs The Following HUCK FastenersDocument1 page256 Pneumatic Installation Tool: 256 HUCK Installation Tool Installs The Following HUCK FastenersAnonymous mq0U43UsPNo ratings yet
- LGP - Processo ManualDocument29 pagesLGP - Processo ManualAnonymous mq0U43UsPNo ratings yet
- PB509 Pin Position Swage Gage IndexDocument9 pagesPB509 Pin Position Swage Gage IndexAnonymous mq0U43UsPNo ratings yet
- 3M Particulate Filter 5935 Tech Data SheetDocument3 pages3M Particulate Filter 5935 Tech Data SheetAnonymous mq0U43UsPNo ratings yet
- Design and Analysis of Retaining WallsDocument38 pagesDesign and Analysis of Retaining WallsMohamed MuayidNo ratings yet
- CHAPTER 7: Benchmark Test ResultsDocument10 pagesCHAPTER 7: Benchmark Test Resultsnapoleon_velasc3617No ratings yet
- Solved Problems (1) Draw The Cam Profile For Following ConditionsDocument6 pagesSolved Problems (1) Draw The Cam Profile For Following Conditionsrakesh kumarNo ratings yet
- BrochureDocument4 pagesBrochureChristina MaierNo ratings yet
- Inventory Database - All Parts Inc (8/20/20)Document2,835 pagesInventory Database - All Parts Inc (8/20/20)All Parts Inc.No ratings yet
- Cardboard Automata: Try It!Document10 pagesCardboard Automata: Try It!sotkoonNo ratings yet
- RF Single Site Verification Methodology: Test Tools DescriptionDocument11 pagesRF Single Site Verification Methodology: Test Tools DescriptionroniNo ratings yet
- Working Principle of Diesel EngineDocument30 pagesWorking Principle of Diesel EngineShahzaibUsmanNo ratings yet
- Document Feeder: (Machine Code: A662)Document32 pagesDocument Feeder: (Machine Code: A662)servicerNo ratings yet
- Design Example Flexure 2013-08-20Document16 pagesDesign Example Flexure 2013-08-20Meshach ParasuramanNo ratings yet
- Format Final EIM 7 8 Q0Document7 pagesFormat Final EIM 7 8 Q0herbert rebloraNo ratings yet
- Emergency Access ManagementDocument5 pagesEmergency Access ManagementPabitraKumarNo ratings yet
- TL140 Workshop Manual (CT9E004)Document613 pagesTL140 Workshop Manual (CT9E004)kris75% (8)
- Aiwa NSX Sz80Document32 pagesAiwa NSX Sz80panamaspace100% (3)
- Mini-Excavators: Breaking New GroundDocument7 pagesMini-Excavators: Breaking New GrounddongNo ratings yet
- Printing, Laminating & Encoding Solutions: Fargo® Dtc5500LmxDocument6 pagesPrinting, Laminating & Encoding Solutions: Fargo® Dtc5500Lmxgroovey9040No ratings yet
- Non-Concurrent Space ForcesDocument2 pagesNon-Concurrent Space ForcesJessica De GuzmanNo ratings yet
- AAFDS Service SpecificationDocument20 pagesAAFDS Service SpecificationLUIS GIRALDONo ratings yet
- 1.3.7 High - and Low-Level Languages and Their Translators PDFDocument7 pages1.3.7 High - and Low-Level Languages and Their Translators PDFArham NabiNo ratings yet
- Datasheet Sunedison 330W PDFDocument2 pagesDatasheet Sunedison 330W PDFDarilho Batista IgnacioNo ratings yet
- 4.2 Beam Post-ProcessingDocument23 pages4.2 Beam Post-Processingjingyong123No ratings yet
- Utmost TFT Training Part1Document96 pagesUtmost TFT Training Part1gideontargrave7No ratings yet
- HZS120F8Document2 pagesHZS120F8saimunNo ratings yet
- Design of Connecting Rod For Light Weight Using C70S6 MaterialDocument9 pagesDesign of Connecting Rod For Light Weight Using C70S6 MaterialKongala Vamsi KrishnaNo ratings yet
- 811 Brochure GrisgoldDocument20 pages811 Brochure GrisgoldEmerson RuizNo ratings yet
- SAE-J1926 Port Reference DimensionsDocument1 pageSAE-J1926 Port Reference DimensionsSamuel RochetteNo ratings yet
- EXPERIMENT Heat BalanceDocument7 pagesEXPERIMENT Heat BalanceYogesh Shekhawat100% (2)
- Design of Triangular Reinforced Concrete Beam in Usd: March 2011Document10 pagesDesign of Triangular Reinforced Concrete Beam in Usd: March 2011Husen GhoriNo ratings yet
- Sue's Rendezvous Illegal Certificate of OccupancyDocument3 pagesSue's Rendezvous Illegal Certificate of OccupancySamuel L. RiversNo ratings yet
- Bearing SPM Condition Analyser BVT 111Document2 pagesBearing SPM Condition Analyser BVT 111industrialindiaNo ratings yet