You might also like
- Teoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovFrom EverandTeoría de la decisión aplicada - 2da edición: Análisis de decisiones bajo incertidumbre, riesgo, teoría de juegos y cadenas de MarkovNo ratings yet
- Servicios AjustadosDocument23 pagesServicios AjustadosJuan Coasaca PortalNo ratings yet
- Leccion 1. La Estrategia de Walt DisneyDocument7 pagesLeccion 1. La Estrategia de Walt DisneyChristian MatangoNo ratings yet
- Modelo de rehabilitación funcional Fuerzas Militares de ColombiaDocument143 pagesModelo de rehabilitación funcional Fuerzas Militares de ColombiaDanko G. Valdes HurtadoNo ratings yet
- ProductividadDocument24 pagesProductividadFlorencio SolisNo ratings yet
- Caso. Empresa TextilDocument5 pagesCaso. Empresa TextilLuisManuel1092No ratings yet
- Clase AdministracionV Cap1.Administración y Competitividad EstratégicaDocument27 pagesClase AdministracionV Cap1.Administración y Competitividad EstratégicaCarla AguilarNo ratings yet
- Guia Scrum Master MPlazaesDocument24 pagesGuia Scrum Master MPlazaesAnonymous Me42VYfQ100% (1)
- Gerenciamiento de Riesgos en Los ProyectosDocument7 pagesGerenciamiento de Riesgos en Los ProyectosPabloNo ratings yet
- ANÁLISI-MORFDocument14 pagesANÁLISI-MORFMärie MörtensenNo ratings yet
- Cálculo de LiquidaciónDocument2 pagesCálculo de LiquidaciónOscar LuzónNo ratings yet
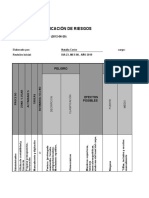
- Matriz de RiesgosDocument13 pagesMatriz de RiesgosANYI NATALIA CERON ARMERONo ratings yet
- Guia PinturasDocument110 pagesGuia PinturasLorena Paiba100% (1)
- Introducción v.18Document10 pagesIntroducción v.18Sandra AnissaNo ratings yet
- Expediente Electrónico de ReclamacionDocument27 pagesExpediente Electrónico de ReclamacionsheilaNo ratings yet
- Unidad 1 Calidad, Productividad y CompetitividadDocument17 pagesUnidad 1 Calidad, Productividad y Competitividadjonnathan torrealbaNo ratings yet
- 5 D Implementación Acciones Correctivas PermanentesDocument1 page5 D Implementación Acciones Correctivas PermanentesGLENDANo ratings yet
- Astonitas Castillo Rebecca Marco Teórico DiagnósticoDocument68 pagesAstonitas Castillo Rebecca Marco Teórico DiagnósticoSteven SosaNo ratings yet
- Analisis y Proyeccion de La DemandaDocument24 pagesAnalisis y Proyeccion de La DemandaLuli PalaciosNo ratings yet
- ANEXO Carta Gantt Unidad 4 Carolina, Gaston, CarlosDocument1 pageANEXO Carta Gantt Unidad 4 Carolina, Gaston, CarlosGaston Guillermo BustosNo ratings yet
- Costos en empresas de servicios: determinación y dilemasDocument26 pagesCostos en empresas de servicios: determinación y dilemasKarol GómezNo ratings yet
- Guías de Auditoría PrimusGFS BPM Módulo 2Document104 pagesGuías de Auditoría PrimusGFS BPM Módulo 2Vanessa SchmidtNo ratings yet
- Segunda FaseDocument26 pagesSegunda FaseLuiz Fernando Quispe TayaNo ratings yet
- Evaluación de ProyectosDocument36 pagesEvaluación de ProyectosWILLIAM ALEXIS TRIVIÑONo ratings yet
- Taller - Técnicas de Elaboración Del Presupuesto de CapitalDocument6 pagesTaller - Técnicas de Elaboración Del Presupuesto de CapitalKarina Cardozo AriasNo ratings yet
- Modelos de Pronósticos y Planeación de La Capacidad, Feb 2021Document115 pagesModelos de Pronósticos y Planeación de La Capacidad, Feb 2021Daniela GaribayNo ratings yet
- Centro de Servicios Compartidos - Encuesta PWCDocument7 pagesCentro de Servicios Compartidos - Encuesta PWCAlejandroNo ratings yet
- Comercializadora de leche CundinamarcaDocument47 pagesComercializadora de leche Cundinamarcanestor mauricio becerra cubillosNo ratings yet
- Artículo Científico - Cero PapelDocument10 pagesArtículo Científico - Cero PapelJose Luis Morales OrozcoNo ratings yet
- Mód1-EtapaDefinirDocument21 pagesMód1-EtapaDefinirDarío FraidiasNo ratings yet
- Clase 02 - Introduccion A Metodología Ágil - U1Document63 pagesClase 02 - Introduccion A Metodología Ágil - U1leyla salmeronNo ratings yet
- Evaluación de Riesgos PsicosocialesDocument2 pagesEvaluación de Riesgos Psicosocialesmcpeneman100% (1)
- Indicadores de EvaluacionDocument15 pagesIndicadores de EvaluacionNoelia HuachosNo ratings yet
- Mapa estratégico: perspectivas, temas y objetivosDocument4 pagesMapa estratégico: perspectivas, temas y objetivosmariaNo ratings yet
- Doctrina Del Estudio Del TrabajoDocument15 pagesDoctrina Del Estudio Del TrabajoHenry PrietoNo ratings yet
- Everis Agile 2019Document12 pagesEveris Agile 2019Paola MiyagusukuNo ratings yet
- Finanzas Cap03 Presupuesto de CapitalDocument40 pagesFinanzas Cap03 Presupuesto de CapitalJames Valverde CuellarNo ratings yet
- Estrategia Internacional y FuncionalDocument3 pagesEstrategia Internacional y FuncionalJonathan TaverasNo ratings yet
- Métodos Basados en Gastos Actuales o PotencialesDocument18 pagesMétodos Basados en Gastos Actuales o Potencialesluis silvaNo ratings yet
- Reseña Despilfarro CeroDocument3 pagesReseña Despilfarro CerojoseNo ratings yet
- Lectura U 3 CalidaddeprocesosDocument45 pagesLectura U 3 Calidaddeprocesoslupita almaguerNo ratings yet
- Dust BotDocument15 pagesDust BotChriss KnscoNo ratings yet
- Gestión Integral Del Mantenimiento - PA01Document6 pagesGestión Integral Del Mantenimiento - PA01Luis Saul MantillaNo ratings yet
- METODOLOGÍA DE ESTUDIO DE TIEMPOS Y MOVIMIENTOSDocument29 pagesMETODOLOGÍA DE ESTUDIO DE TIEMPOS Y MOVIMIENTOSLizbeth Alexandra Céspedes García0% (1)
- UPN - Material Gest Calidad y Riesgos P2 Traducido PDFDocument54 pagesUPN - Material Gest Calidad y Riesgos P2 Traducido PDFJhon Burga Llaxa0% (1)
- Curso Planeamiento Estratégico - Estrategias 2013-1Document30 pagesCurso Planeamiento Estratégico - Estrategias 2013-1aliaga14No ratings yet
- Analisis Ergonomico Lesiones de Espalda PDFDocument15 pagesAnalisis Ergonomico Lesiones de Espalda PDFldelapéNo ratings yet
- Ejemplo Presuputo MaestroDocument2 pagesEjemplo Presuputo MaestroRubberPowerNo ratings yet
- S10.s1-Material Plantilla Resuelta BSC-yaconDocument9 pagesS10.s1-Material Plantilla Resuelta BSC-yaconLorena Rodriguez LozaNo ratings yet
- 8D - Ejemplo - CajasDocument10 pages8D - Ejemplo - CajasCamila Lopez100% (1)
- AM2.Proceso de Jerarquía Analítica AHPDocument15 pagesAM2.Proceso de Jerarquía Analítica AHPLuis Dario Alvarez ToscanoNo ratings yet
- Analisis de Estados FinancierosDocument39 pagesAnalisis de Estados FinancierosAntomie B. ZorpalNo ratings yet
- OK 01-Capitulo 1 - Introducción y Conceptos de Estrategia PDFDocument13 pagesOK 01-Capitulo 1 - Introducción y Conceptos de Estrategia PDFJohannaRiquelmeNo ratings yet
- Canvas Modelo de Negocio SocialDocument1 pageCanvas Modelo de Negocio SocialFelipe CharryNo ratings yet
- VSM Actual Metodología CIPDocument60 pagesVSM Actual Metodología CIPALEXANDRA GOYENECHENo ratings yet
- Problemas ResueltosDocument169 pagesProblemas ResueltosDaniel JimenezNo ratings yet
- VAN, TIR y C/B: Herramientas clave para la toma de decisiones financierasDocument25 pagesVAN, TIR y C/B: Herramientas clave para la toma de decisiones financierasNely Quispe FernandezNo ratings yet
- Taller 4 Regresion Lineal GO 2020-2 SGIDocument8 pagesTaller 4 Regresion Lineal GO 2020-2 SGIRicardo DelgadoNo ratings yet
- Inducción A Las Estrategias para La Mejora Continua LeanDocument7 pagesInducción A Las Estrategias para La Mejora Continua LeanJeniree Negrin100% (1)
- Lean ManufacturingDocument18 pagesLean ManufacturingChristian FTNo ratings yet
- S1 Visión Global y Objetivos Del Lean Manufacturing PDFDocument89 pagesS1 Visión Global y Objetivos Del Lean Manufacturing PDFHandal León PalpaNo ratings yet
- Conexión SQL Visual Studio 2015Document11 pagesConexión SQL Visual Studio 2015Handal León PalpaNo ratings yet
- S0 Introduccion Al Curso LEAN MANUFACTURINGDocument53 pagesS0 Introduccion Al Curso LEAN MANUFACTURINGalejandra gonzalesNo ratings yet
- Toma de Datos Con Cronometro y ValoraciónDocument38 pagesToma de Datos Con Cronometro y ValoraciónHandal León PalpaNo ratings yet
- Informe de Física I - 2Document38 pagesInforme de Física I - 2Handal León PalpaNo ratings yet
- Carpe DiemDocument13 pagesCarpe DiemGustavoCruzVegaNo ratings yet
- Robert GagnéDocument7 pagesRobert GagnéYoel VA CoberchencoNo ratings yet
- Adaptación Del Inventario de Problemas Conductuales y Destrezas Sociales en Niños Escolares de Una Zona Urbano Marginal de Lima. - PsiquiatriaDocument9 pagesAdaptación Del Inventario de Problemas Conductuales y Destrezas Sociales en Niños Escolares de Una Zona Urbano Marginal de Lima. - PsiquiatriaRosemary Fernández RodríguezNo ratings yet
- Para Que Sirve La Sabila Como Planta MedicinalDocument4 pagesPara Que Sirve La Sabila Como Planta Medicinalwatsonovedades0% (3)
- Factores Hormonales Que Estimulan La EspermatogenesisDocument4 pagesFactores Hormonales Que Estimulan La EspermatogenesisCarmen Fraga GarzonNo ratings yet
- Tarea Académica Semana 2 RESUELTODocument2 pagesTarea Académica Semana 2 RESUELTOMIGUEL ANGELNo ratings yet
- Sistema de Cristalización Trab de GeometalurgiaDocument9 pagesSistema de Cristalización Trab de GeometalurgiamoisesNo ratings yet
- DecodificacionDocument5 pagesDecodificacionZenet Zurita LeandresNo ratings yet
- Retracto LegalDocument6 pagesRetracto LegalrebemlrNo ratings yet
- Teorias Del Conceso Conflicto y Nvas Ctes PedagogicasDocument6 pagesTeorias Del Conceso Conflicto y Nvas Ctes PedagogicasDaniela Boutet100% (1)
- Planificacion Diaria Decimo GradoDocument4 pagesPlanificacion Diaria Decimo GradoleensiNo ratings yet
- Infografía Informativa Salud Sexual Ilustrado Vintage Rosa MentaDocument1 pageInfografía Informativa Salud Sexual Ilustrado Vintage Rosa Mentafiorella sirlopuNo ratings yet
- Resumen de Sistemas de Informacion GerencialDocument58 pagesResumen de Sistemas de Informacion Gerencialanon_426267517No ratings yet
- Utp Civil Geomatica 2016Document3 pagesUtp Civil Geomatica 2016RR886No ratings yet
- ARCAISMOSDocument3 pagesARCAISMOSDaniel HernandezNo ratings yet
- FarmacosDocument2 pagesFarmacosMilagros AlvarezNo ratings yet
- Abdomen agudo quirúrgico: clasificación y signos clínicosDocument73 pagesAbdomen agudo quirúrgico: clasificación y signos clínicosFernandaNo ratings yet
- 00 U2000 R16C50 Funciones BásicasDocument82 pages00 U2000 R16C50 Funciones BásicasAlvaro CueNo ratings yet
- Actividad 5 Cartilla DigitalDocument18 pagesActividad 5 Cartilla DigitalJaneth Quiroga ArizaNo ratings yet
- Capítulos 1-2-3-5Document140 pagesCapítulos 1-2-3-5Vanessa CachagoNo ratings yet
- Martires y Bloody MaryDocument2 pagesMartires y Bloody MaryLy APNo ratings yet
- La Correspondencia Militar. 7-6-1915, No. 11,464Document4 pagesLa Correspondencia Militar. 7-6-1915, No. 11,464AzuNo ratings yet
- PRG Teatro 1 - 2020 WEBDocument59 pagesPRG Teatro 1 - 2020 WEBsethNo ratings yet
- CHISTESDocument4 pagesCHISTESAxel RoseNo ratings yet
- Bitácora prácticas adolescentesDocument7 pagesBitácora prácticas adolescentespauolacNo ratings yet
- Ficha - Religion 4Document5 pagesFicha - Religion 4Luis SotomayorNo ratings yet
- Prueba de PermutacionDocument9 pagesPrueba de PermutacionMarioEstebanPérezRodríguez100% (1)
- Olsanatomy2020 PDFDocument12 pagesOlsanatomy2020 PDFnorres pondeNo ratings yet
- Mandato Judicial "Jonathan Patricio Pinto Cristi" A "Marco Andrés Chesta Quiero"Document2 pagesMandato Judicial "Jonathan Patricio Pinto Cristi" A "Marco Andrés Chesta Quiero"Daniela PérezNo ratings yet
- MATEMÁTICA - 3° A - FUNCIONES (2da. Parte)Document7 pagesMATEMÁTICA - 3° A - FUNCIONES (2da. Parte)Pablito MarinoNo ratings yet