You might also like
- ASME PTC 22 Gas Turbine Test Code PDFDocument46 pagesASME PTC 22 Gas Turbine Test Code PDFDaru CahyoNo ratings yet
- Partial Molar EnthalpyDocument4 pagesPartial Molar EnthalpySar Caermare100% (2)
- DG Fitting StandardDocument92 pagesDG Fitting StandardAnonymous B1AOOsmRMiNo ratings yet
- NPTELDocument31 pagesNPTELRashminda Attanayake100% (1)
- Nureg 6007Document122 pagesNureg 6007Baher ElsheikhNo ratings yet
- DR B R Ambedkar Nit JalandharDocument37 pagesDR B R Ambedkar Nit JalandharJayesh VermaNo ratings yet
- 418 Heat Ex ChangersDocument57 pages418 Heat Ex ChangersRanjit_Prakash_653100% (1)
- Piping PDFDocument29 pagesPiping PDFEzekielNo ratings yet
- 6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferDocument35 pages6.1 Working Principle of Equipment:: 6.2.1 Steady State Heat TransferAthar IqbalNo ratings yet
- Piping System Is Transportation System That Use To Flow The Fluid Either in The Form of A Liquid Phase or Gas Phase From One Place To Other PlaceDocument28 pagesPiping System Is Transportation System That Use To Flow The Fluid Either in The Form of A Liquid Phase or Gas Phase From One Place To Other Placerahult19No ratings yet
- Air Pollution Control Technology Fact Sheet: EPA-452/F-03-017Document0 pagesAir Pollution Control Technology Fact Sheet: EPA-452/F-03-017widhisaputrawijayaNo ratings yet
- Tutorial CAD 1aDocument10 pagesTutorial CAD 1avintiloiusNo ratings yet
- Design and Analysis of Heat ExchangersDocument43 pagesDesign and Analysis of Heat ExchangersGabriel PachecoNo ratings yet
- CFD Analysis of Shell and Tube Heat Exchanger A ReviewDocument5 pagesCFD Analysis of Shell and Tube Heat Exchanger A Reviewteguh hady aNo ratings yet
- Types of Plug Flow ReactorsDocument7 pagesTypes of Plug Flow ReactorsDhyrana Shaila100% (1)
- Expansion Loop IDocument50 pagesExpansion Loop IDar Fall100% (1)
- Compressor Performance Map Generation and Testing Per SAE J1723Document40 pagesCompressor Performance Map Generation and Testing Per SAE J1723DoctorObermanNo ratings yet
- Basics of Equivalent Static or Dynamic AnalysisDocument8 pagesBasics of Equivalent Static or Dynamic AnalysisSaikat Das GuptaNo ratings yet
- Ideas To Achieve Optimal Combination of Axial & Cross FlowDocument28 pagesIdeas To Achieve Optimal Combination of Axial & Cross FlowAmirah SufianNo ratings yet
- Heat Exchangers: Chemical Engineering and Materials Science Syracuse UniversityDocument66 pagesHeat Exchangers: Chemical Engineering and Materials Science Syracuse UniversityjmnyoungNo ratings yet
- Shell & Tube Heat Exchanger: Qaim Ali 2005-Chem-87Document32 pagesShell & Tube Heat Exchanger: Qaim Ali 2005-Chem-87Kotaiah NaikNo ratings yet
- Design and Analysis of Vertical Pressure VesselDocument12 pagesDesign and Analysis of Vertical Pressure Vesselkumar31052003No ratings yet
- Unesco - Eolss Sample Chapters: Vacuum Creating EquipmentDocument7 pagesUnesco - Eolss Sample Chapters: Vacuum Creating Equipmentahmed nawazNo ratings yet
- Design and Experimental Analysis of Spiral Tube Heat ExchangerDocument6 pagesDesign and Experimental Analysis of Spiral Tube Heat ExchangergpcshfNo ratings yet
- Normalizing NPSHDocument5 pagesNormalizing NPSHorchids28No ratings yet
- Engineering DictionaryDocument92 pagesEngineering DictionaryVinayak VagheNo ratings yet
- US Units Heat Exchanger Specification SheetDocument1 pageUS Units Heat Exchanger Specification SheetDwi PutraNo ratings yet
- Pump Calc ExampleDocument4 pagesPump Calc ExampleshahqazwsxNo ratings yet
- (Chapter 1) Fluid Mechanics For Mechanical EngineeringDocument38 pages(Chapter 1) Fluid Mechanics For Mechanical EngineeringAnn Razon0% (1)
- Shell and Tube Heat Exchanger DesignDocument50 pagesShell and Tube Heat Exchanger DesignAsmaa HarrazNo ratings yet
- ScrubberDocument12 pagesScrubberDiego Silvano J. Barros100% (1)
- Venturi Scrubber SpecDocument15 pagesVenturi Scrubber SpecKamal RajuNo ratings yet
- A Recommended Approach To Piping Flexibility StudiesDocument12 pagesA Recommended Approach To Piping Flexibility StudiesbbmokshNo ratings yet
- Heat Exchangers Review StudyDocument11 pagesHeat Exchangers Review StudyDharmendra PrajapatiNo ratings yet
- Designn of Heat ExchangerDocument53 pagesDesignn of Heat ExchangerBalu BalireddiNo ratings yet
- Venturi Scrubbers: Lesson 3Document14 pagesVenturi Scrubbers: Lesson 3AdhitomoWirawan100% (1)
- Condensate PumpsDocument1 pageCondensate Pumpstricky11No ratings yet
- Handbook - Piping Engineering GuideDocument117 pagesHandbook - Piping Engineering Guidemnt6176No ratings yet
- Molecular Dynamic Based Study On Heat Transfer Through Nanoscale Heat Pipes For Efficient Heat Removal From Advanced Electronic DevicesDocument26 pagesMolecular Dynamic Based Study On Heat Transfer Through Nanoscale Heat Pipes For Efficient Heat Removal From Advanced Electronic DeviceskumarNo ratings yet
- Relief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyDocument3 pagesRelief Valve: Flare Header or Relief Header To A Central, Elevated Gas Flare Where It Is UsuallyKhaled RabeaNo ratings yet
- Cooling Tower 1Document16 pagesCooling Tower 1Prasanna kumar subudhi100% (1)
- Heat Exchange Equipment: Department of Chemical EngineeringDocument43 pagesHeat Exchange Equipment: Department of Chemical EngineeringHarshadeepthi.GNo ratings yet
- Calgary 2011 Nozzle Loads PresentationDocument10 pagesCalgary 2011 Nozzle Loads PresentationpexyNo ratings yet
- 2.heat-Exchangers From Ch6 - Mihir's HandbookDocument12 pages2.heat-Exchangers From Ch6 - Mihir's HandbookThế Quang LêNo ratings yet
- Jacketed PipingDocument4 pagesJacketed Pipingbinukumar100100% (1)
- Plate Fin Heat ExchangerDocument3 pagesPlate Fin Heat ExchangerRaju KalinthaNo ratings yet
- Pump & Pump Piping PresentationDocument55 pagesPump & Pump Piping PresentationEduard Gonzalo Rojas Cervantes100% (1)
- 06+shell+and+tube+hx SDocument65 pages06+shell+and+tube+hx SMuhammad HaidiNo ratings yet
- Pleated Filter Pressure Drop PDFDocument12 pagesPleated Filter Pressure Drop PDFAmbrish SinghNo ratings yet
- Compressor Calculations: Polytropic CalculationDocument1 pageCompressor Calculations: Polytropic CalculationChirag DarjiNo ratings yet
- Nitrile Rubber InsulationDocument2 pagesNitrile Rubber Insulationavid_ankurNo ratings yet
- Damian Vogt Course MJ2429: PumpsDocument25 pagesDamian Vogt Course MJ2429: PumpsAneeq RaheemNo ratings yet
- DAM DesuperheaterDocument4 pagesDAM DesuperheaterangeloNo ratings yet
- Pipe Heat Loss Calcs - 03.01.2011 Rev0Document8 pagesPipe Heat Loss Calcs - 03.01.2011 Rev0JoelHernandezGonzalezNo ratings yet
- Introduction To Piping EngineeringDocument33 pagesIntroduction To Piping EngineeringkysucoNo ratings yet
- Thermodynamic Optimization of Bottoming CycleDocument15 pagesThermodynamic Optimization of Bottoming CycleStjepkoKatulićNo ratings yet
- Piping - Nozzle LoadingDocument2 pagesPiping - Nozzle Loadingaap1100% (1)
- Design of Heat ExchangerDocument20 pagesDesign of Heat ExchangerSHIVAM GUPTANo ratings yet
- Double Pipe Heat Exchanger BY ABDULLAHDocument19 pagesDouble Pipe Heat Exchanger BY ABDULLAH1saeed.abdullah02No ratings yet
- Step 1: Calculate The LMTD: HOT ColdDocument34 pagesStep 1: Calculate The LMTD: HOT ColdFrancisca Hanna0% (2)
- Shell and Tube Heat Exchanger DesignDocument22 pagesShell and Tube Heat Exchanger Designsuperbugima100% (1)
- Hexdesign PartialDocument14 pagesHexdesign Partialcoldness_13No ratings yet
- Distillation Column ReboilerDocument13 pagesDistillation Column ReboilerLouie GresulaNo ratings yet
- Feed Drum/ Vessel General Design Considerations Basis or AssumptionsDocument9 pagesFeed Drum/ Vessel General Design Considerations Basis or AssumptionsLouie GresulaNo ratings yet
- Material Selection ProcessDocument10 pagesMaterial Selection ProcessLouie GresulaNo ratings yet
- Lecture 4 - Storage SystemsDocument25 pagesLecture 4 - Storage SystemsLouie GresulaNo ratings yet
- Lecture 5 - Transport of FluidsDocument24 pagesLecture 5 - Transport of FluidsLouie GresulaNo ratings yet
- Perry 04 Thermodynamics PDFDocument43 pagesPerry 04 Thermodynamics PDFrgpd77100% (1)
- Differential Scanning CalorimetryDocument60 pagesDifferential Scanning CalorimetryMariyam100% (2)
- Heat Pump AssignmentDocument10 pagesHeat Pump AssignmentOmer NadeemNo ratings yet
- Aspen Distil Com Thermo Reference GuideDocument315 pagesAspen Distil Com Thermo Reference GuideRolando ValdiviaNo ratings yet
- Physics Final Paper (Expt.11 - Heat Transfer by Radiation)Document5 pagesPhysics Final Paper (Expt.11 - Heat Transfer by Radiation)Jesserene RamosNo ratings yet
- Unsteady State Batch ReactorDocument11 pagesUnsteady State Batch ReactorAvinash GarikapatiNo ratings yet
- PHY202 - Virtual Lab - Mechanical Equivalent of Heat (CH)Document4 pagesPHY202 - Virtual Lab - Mechanical Equivalent of Heat (CH)cole halyNo ratings yet
- Hvac Factsheet BasicsDocument3 pagesHvac Factsheet BasicsAnwar SyedNo ratings yet
- VLLE and VLE of The System Water Ethanol HeptaneDocument5 pagesVLLE and VLE of The System Water Ethanol HeptaneArun EbenezerNo ratings yet
- TemperatureDocument6 pagesTemperatureNur Khairiah Daimah SanupinNo ratings yet
- Physics 715 HW 1Document13 pagesPhysics 715 HW 1Antonildo PereiraNo ratings yet
- Crystallization Prob Set PDFDocument2 pagesCrystallization Prob Set PDFBea BacaniNo ratings yet
- 2018 Product Guide - KatalohDocument82 pages2018 Product Guide - KatalohGeta NurdianaNo ratings yet
- Acsr Panther Conductor Sizing Xls 0 PDFDocument6 pagesAcsr Panther Conductor Sizing Xls 0 PDFRavindra GoyalNo ratings yet
- Zhang 2020 J. Phys. Conf. Ser. 1449 012001Document6 pagesZhang 2020 J. Phys. Conf. Ser. 1449 012001Minh TâmNo ratings yet
- E Steam ProjectDocument10 pagesE Steam ProjectOmar ShahzadNo ratings yet
- Standard Thermal Store Dec 21Document2 pagesStandard Thermal Store Dec 21ErikNo ratings yet
- KKEK2158 Flash Distillation 2Document24 pagesKKEK2158 Flash Distillation 2Ramin FirouztashNo ratings yet
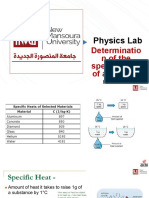
- Physics Lab: Determinatio Nofthe Specific Heat of A Solid by MixingDocument12 pagesPhysics Lab: Determinatio Nofthe Specific Heat of A Solid by MixingFelix SNo ratings yet
- Computer Controlled Expansion Processes of A Perfect Gas UnitDocument1 pageComputer Controlled Expansion Processes of A Perfect Gas UnitMehtab AhmadNo ratings yet
- Catalog: Blower Coil Air Handler Models BCHD and BCVDDocument104 pagesCatalog: Blower Coil Air Handler Models BCHD and BCVDjopaypagasNo ratings yet
- Stawa Solutions Set 4Document3 pagesStawa Solutions Set 4Jason LowNo ratings yet
- Question Bank Calorimetry: 1. Define The Term HeatDocument32 pagesQuestion Bank Calorimetry: 1. Define The Term HeatTajiriMollelNo ratings yet
- P200C ThermostatDocument14 pagesP200C ThermostatYaNo ratings yet
- Thapar Institute of Engg. & Tech., Patiala: Roll NumberDocument1 pageThapar Institute of Engg. & Tech., Patiala: Roll NumberGaurangiNo ratings yet
- Ejercicos Van WylenDocument11 pagesEjercicos Van WylenJorgeJiménezNo ratings yet
- CFD t2 AssignmentDocument11 pagesCFD t2 AssignmentShashank GuptaNo ratings yet