You might also like
- Formulas For Designing Press ToolsDocument21 pagesFormulas For Designing Press ToolsKarthik Gopal86% (35)
- ESI Metal Stamping Design Guide v7Document10 pagesESI Metal Stamping Design Guide v7javad salimiNo ratings yet
- AAAMSA - Selection Guide Chapter 1 - General Specification For Glazed Architectural ProductsDocument8 pagesAAAMSA - Selection Guide Chapter 1 - General Specification For Glazed Architectural ProductsFitriansyah Adi Putra IrwanNo ratings yet
- An Introduction to Metal-Working (Illustrated)From EverandAn Introduction to Metal-Working (Illustrated)Rating: 2.5 out of 5 stars2.5/5 (2)
- Beam to column connection design analysisDocument2 pagesBeam to column connection design analysisHAZIRACFS SURATNo ratings yet
- Sudhir Gensets Training FileDocument47 pagesSudhir Gensets Training FileabhishekNo ratings yet
- Tolerances As Per Aws D1.1: Structural Welding CodeDocument34 pagesTolerances As Per Aws D1.1: Structural Welding Codeegy pureNo ratings yet
- FMEA Facilitator Thought-Starter QuestionsDocument5 pagesFMEA Facilitator Thought-Starter QuestionsvikeshmNo ratings yet
- Magnetic Particle Inspection Levels 1, 2 & 3 Q & ADocument57 pagesMagnetic Particle Inspection Levels 1, 2 & 3 Q & Amikebowen90% (10)
- Magnetic Particle Inspection Levels 1, 2 & 3 Q & ADocument57 pagesMagnetic Particle Inspection Levels 1, 2 & 3 Q & Amikebowen90% (10)
- Automotive Standard UpdateDocument106 pagesAutomotive Standard UpdateKunal KarmakarNo ratings yet
- Powder Coating PDFDocument6 pagesPowder Coating PDFNita HandayaniNo ratings yet
- C550 90Document16 pagesC550 90Ahmed Mohamed Rashed100% (4)
- Fine Blanking Design GuideDocument33 pagesFine Blanking Design GuideVikram Borkhediya100% (5)
- Disclosure To Promote The Right To Information: IS 4351 (2003) : Steel Door Frames - (CED 11: Doors, Windows and Shutter)Document14 pagesDisclosure To Promote The Right To Information: IS 4351 (2003) : Steel Door Frames - (CED 11: Doors, Windows and Shutter)Rachel IngramNo ratings yet
- VDA 16 AppendixDocument22 pagesVDA 16 Appendixserchecko1No ratings yet
- Magnetic Particle TestingDocument38 pagesMagnetic Particle Testingtbmari100% (2)
- Dry Wall, Ceiling, and Painting WorksDocument29 pagesDry Wall, Ceiling, and Painting WorksFrance Ivan Ais100% (1)
- PBT-010 CelanesePolyesterTechTG AM 0613Document80 pagesPBT-010 CelanesePolyesterTechTG AM 0613vikeshm100% (1)
- Guide to Selecting Powder Coatings for SubstratesDocument29 pagesGuide to Selecting Powder Coatings for SubstratesThanh Nguyen100% (1)
- Sabz Infra Solution design upgrade NH-96Document37 pagesSabz Infra Solution design upgrade NH-96akhilesh kumarNo ratings yet
- Data Sheet - ThroughboltDocument2 pagesData Sheet - ThroughboltHarold Jackson MtyanaNo ratings yet
- Application Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesDocument7 pagesApplication Tooling Specification Sheet: Fineadjust Applicator Order No. 63903-2600 FeaturesAmine MaaouiNo ratings yet
- Page 1 of 6Document6 pagesPage 1 of 6Devesh SinghNo ratings yet
- Cutting ConditionsDocument52 pagesCutting ConditionsIbrahimNo ratings yet
- AD54ABS DomedHeadRivetwithAluminumBodyAluminumMandrel PDFDocument2 pagesAD54ABS DomedHeadRivetwithAluminumBodyAluminumMandrel PDFRafi deenNo ratings yet
- Wire Electric Supplies Ltd Copper Specification SheetDocument1 pageWire Electric Supplies Ltd Copper Specification SheetAnonymous WDTFw8EKNo ratings yet
- Hitchiner-Quick Facts and General TolerancesDocument2 pagesHitchiner-Quick Facts and General Tolerancesjavo01280% (1)
- Die Plate Design OptimizationDocument28 pagesDie Plate Design OptimizationDakshNo ratings yet
- VAT 7.5% Grand Total Amount in WordsDocument5 pagesVAT 7.5% Grand Total Amount in WordsNonsoufo ezeNo ratings yet
- Chap3 (D) MillDocument22 pagesChap3 (D) MilljojoNo ratings yet
- 3-Disc, Button, Toothed Cutters - KopyaDocument22 pages3-Disc, Button, Toothed Cutters - KopyaceydaksemrNo ratings yet
- Slitting Cutters GuideDocument1 pageSlitting Cutters GuideMartinianoArrietaNo ratings yet
- Standard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionDocument6 pagesStandard Specifications Roll and Cut Groove For Steel Pipe and Other IPS Pipe Technical Data General DescriptionShaik's PeerNo ratings yet
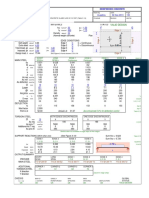
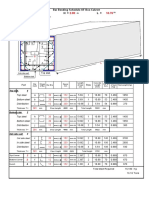
- Bar Bending Schedule of Box CulvertDocument3 pagesBar Bending Schedule of Box CulvertAmbrosius asly ToronNo ratings yet
- Stoody 104Document1 pageStoody 104JUAN DAVID ESPITIANo ratings yet
- Extracto NORMA A 924-A 924 M (Espesores)Document1 pageExtracto NORMA A 924-A 924 M (Espesores)Christian Latorre VielmaNo ratings yet
- Brick Bond and MasonryDocument31 pagesBrick Bond and MasonryDhyey PatelNo ratings yet
- Sammy Kamau Njunguna-1Document7 pagesSammy Kamau Njunguna-1NewtonNo ratings yet
- Chap 24 Milling - PPT - MFG - Chapter24 - FinalDocument52 pagesChap 24 Milling - PPT - MFG - Chapter24 - FinalhoangNo ratings yet
- Fisa Tehnica Freza AntiexDocument1 pageFisa Tehnica Freza AntiexMihai PersinaruNo ratings yet
- Cleats conveyor belts increase capacityDocument3 pagesCleats conveyor belts increase capacityKoen BidlotNo ratings yet
- IPE, HE, UC steel section dimensionsDocument152 pagesIPE, HE, UC steel section dimensionsAshishNo ratings yet
- Technical data sheet for woodgrain PVC sheetDocument9 pagesTechnical data sheet for woodgrain PVC sheetSteviro Dany TendeanNo ratings yet
- Given Data: Cover MM Maximum Steel Diameter MM Density of Concrete Factor of SafetyDocument6 pagesGiven Data: Cover MM Maximum Steel Diameter MM Density of Concrete Factor of SafetyNagendra GuptaNo ratings yet
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument82 pagesPressure Vessel Fabrication & Inspection: Poyyara ConsultantsRajeeb MohammedNo ratings yet
- Design of 7.5m long box culvert with reinforcement detailsDocument2 pagesDesign of 7.5m long box culvert with reinforcement details98675No ratings yet
- Ut NotesDocument43 pagesUt Notesvidya nareshNo ratings yet
- Bimetal-Strip-Steel 2017 Rev.1Document14 pagesBimetal-Strip-Steel 2017 Rev.1humberto cerda gonzalezNo ratings yet
- Excalibur Screwbolt 20mmDocument1 pageExcalibur Screwbolt 20mmAlphaNo ratings yet
- SocketspipedryDocument1 pageSocketspipedryLuís Felipe GuimaraesNo ratings yet
- Bar Bending Schedule and Material CostsDocument3 pagesBar Bending Schedule and Material CostsMame SomaNo ratings yet
- Gear Cutter CalculationDocument6 pagesGear Cutter Calculationapek1No ratings yet
- Fine Adjust Crimp ApplicatorDocument5 pagesFine Adjust Crimp ApplicatorAmine MaaouiNo ratings yet
- T, Chip Thickness 0.6 MM, RPM 590, D 100 MM, FDocument1 pageT, Chip Thickness 0.6 MM, RPM 590, D 100 MM, FZó LáNo ratings yet
- Cross-Section Properties: GeometryDocument2 pagesCross-Section Properties: GeometryRaja ShekarNo ratings yet
- Chapter - 10: Roofs and Ceilings: Item. No. Description Unit Rate (RS.) Cement Qty. (QTL.) C G S Sheet RoofingDocument29 pagesChapter - 10: Roofs and Ceilings: Item. No. Description Unit Rate (RS.) Cement Qty. (QTL.) C G S Sheet Roofingravi rajNo ratings yet
- 'TDS ONDULINE TILE (Asia) 2018-03 PDFDocument2 pages'TDS ONDULINE TILE (Asia) 2018-03 PDFIwan SetiawanNo ratings yet
- Ixion CatalogDocument40 pagesIxion CatalogsunshineorthodocNo ratings yet
- Milling Tool DesignDocument18 pagesMilling Tool DesignSiddharth DubeyNo ratings yet
- Measure Coating Thickness with M2s, C2s, M6s ModelsDocument1 pageMeasure Coating Thickness with M2s, C2s, M6s Modelsarhamscientific coNo ratings yet
- R10 @ 225 main steel and additional torsion steel for insitu concrete slabDocument33 pagesR10 @ 225 main steel and additional torsion steel for insitu concrete slabSami Abdelgadir MohammedNo ratings yet
- Two Way Simply Support CautionDesign Excel SheetDocument11 pagesTwo Way Simply Support CautionDesign Excel SheetKrushNo ratings yet
- Appendix2 PDFDocument1 pageAppendix2 PDFkevinyulive.com.sgNo ratings yet
- Appendix2 PDFDocument1 pageAppendix2 PDFkevinyulive.com.sgNo ratings yet
- Concrete & BRC Quantity 900 MM Wide Box Drain: Appendix HGDocument1 pageConcrete & BRC Quantity 900 MM Wide Box Drain: Appendix HGkevinyulive.com.sgNo ratings yet
- Appendix PDFDocument1 pageAppendix PDFkevinyulive.com.sgNo ratings yet
- Propiedades de La Sección Transversal: GeometríaDocument2 pagesPropiedades de La Sección Transversal: GeometríaAntonio CastroNo ratings yet
- Concrete & BRC Quantity 900 MM Wide Box Drain: Appendix HGDocument1 pageConcrete & BRC Quantity 900 MM Wide Box Drain: Appendix HGkevinyulive.com.sgNo ratings yet
- Appendix2 PDFDocument1 pageAppendix2 PDFkevinyulive.com.sgNo ratings yet
- Aplus F1650L 16ga Pneumatic Nailer PDFDocument1 pageAplus F1650L 16ga Pneumatic Nailer PDFkennethNo ratings yet
- RD - ROAD FURNITUREDocument58 pagesRD - ROAD FURNITUREMuthusamy ArumugamNo ratings yet
- Understanding Key Specs of Linear Hall Effect SensorsDocument9 pagesUnderstanding Key Specs of Linear Hall Effect SensorsvikeshmNo ratings yet
- Engineering Simulation Predicts Production QualityDocument23 pagesEngineering Simulation Predicts Production QualityvikeshmNo ratings yet
- Captive Screws - Cap Head: Hex. SocketDocument5 pagesCaptive Screws - Cap Head: Hex. SocketvikeshmNo ratings yet
- CH 9Document6 pagesCH 9rammech85No ratings yet
- Bolted Joints Technology Design GuideDocument44 pagesBolted Joints Technology Design GuideTugay ArıçNo ratings yet
- CH 9Document6 pagesCH 9rammech85No ratings yet
- Thermoplastics Design Guide 1108Document6 pagesThermoplastics Design Guide 1108vikeshmNo ratings yet
- Engine Leak TestingDocument13 pagesEngine Leak TestingvikeshmNo ratings yet
- The Ral Colour Standard For Plastics: Ral P2 With 200 ColoursDocument5 pagesThe Ral Colour Standard For Plastics: Ral P2 With 200 ColoursvikeshmNo ratings yet
- Joint Design A Critical Factor in Strong Bonds General Guidelines For Ultrasonic Vibration and Spin WeldingDocument6 pagesJoint Design A Critical Factor in Strong Bonds General Guidelines For Ultrasonic Vibration and Spin WeldingvikeshmNo ratings yet
- Polymer ShrinkageDocument5 pagesPolymer ShrinkageGiap NguyenNo ratings yet
- ME 424/426 Drawing GuidelinesDocument5 pagesME 424/426 Drawing GuidelinesshivajitagiNo ratings yet
- Leak Test Handbook: Measuring, Testing, Practical UseDocument36 pagesLeak Test Handbook: Measuring, Testing, Practical UsevikeshmNo ratings yet
- SPS Terminal CatologueDocument8 pagesSPS Terminal CatologuevikeshmNo ratings yet
- CMC8458 Cablecraft Products Catalog Final No Crop MarksDocument84 pagesCMC8458 Cablecraft Products Catalog Final No Crop MarksvikeshmNo ratings yet
- Polymer ShrinkageDocument5 pagesPolymer ShrinkageGiap NguyenNo ratings yet
- Gauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionDocument19 pagesGauges / Pin Gauges / Thread and Tolerance Tables: Schut For PrecisionVishwanadhNo ratings yet
- TT Terminal Technology Company-ProfileDocument17 pagesTT Terminal Technology Company-ProfilevikeshmNo ratings yet
- Products Catalog for Force Measurement Tools 2013Document16 pagesProducts Catalog for Force Measurement Tools 2013vikeshmNo ratings yet
- AnodizingDocument14 pagesAnodizingvikeshmNo ratings yet
- Interpon Anticorrosion Primers Brochure - UkDocument12 pagesInterpon Anticorrosion Primers Brochure - UkSlaviša AleksićNo ratings yet
- Final Structural Acrylic Adhesive Brochure LoResDocument6 pagesFinal Structural Acrylic Adhesive Brochure LoResRomulo Mayer FreitasNo ratings yet
- The most advanced Ultra Low Freezers available todayDocument4 pagesThe most advanced Ultra Low Freezers available todayht7y6kNo ratings yet
- Vikings-Halar Coated Deluge ValveDocument12 pagesVikings-Halar Coated Deluge ValveHenry WuNo ratings yet
- PowdercoatingDocument112 pagesPowdercoatingSammy NgussieNo ratings yet
- ASI Global Partitions BrochureDocument22 pagesASI Global Partitions BrochureMartin TanNo ratings yet
- WB Katalog 2023Document139 pagesWB Katalog 2023anggerNo ratings yet
- InTech-Unsaturated Polyester Resin For Specialty ApplicationsDocument2 pagesInTech-Unsaturated Polyester Resin For Specialty ApplicationsRAZA MEHDINo ratings yet
- Luminaires Price ListDocument119 pagesLuminaires Price ListRamoog100% (1)
- English-CODES YAMITDocument204 pagesEnglish-CODES YAMITAnthony EstradaNo ratings yet
- EN Metallic Powder Coatings 1114Document28 pagesEN Metallic Powder Coatings 1114Станислав ПодольскийNo ratings yet
- Data Sheet: Elcometer 108 Hydraulic Adhesion TestersDocument3 pagesData Sheet: Elcometer 108 Hydraulic Adhesion TesterstilanfernandoNo ratings yet
- Boq For Itd-Itd Cem JVDocument18 pagesBoq For Itd-Itd Cem JVRahul GautamNo ratings yet
- PWL5823 - Encore HD Manual Powder Coating SystemDocument2 pagesPWL5823 - Encore HD Manual Powder Coating Systemamando15No ratings yet
- CP05 - Procedure For Three Layer Polyethylene Coating (CP Liquid Coating, Dan Polymeric Sheet Coating)Document10 pagesCP05 - Procedure For Three Layer Polyethylene Coating (CP Liquid Coating, Dan Polymeric Sheet Coating)herdiansyahNo ratings yet
- Yamit Notebook English CodesDocument188 pagesYamit Notebook English Codesgeronimocuevas00No ratings yet
- Interpon 600 AM - AkzoNobelDocument3 pagesInterpon 600 AM - AkzoNobelJoão Gilberto Vedana JúniorNo ratings yet
- Product CatalogDocument24 pagesProduct CatalogMilad EmilNo ratings yet
- RRS8-00006 Red Superdurable Ral3001Document1 pageRRS8-00006 Red Superdurable Ral3001Jesus Antonio Zuniga MartinezNo ratings yet
- MPI 8 Page BrochureDocument8 pagesMPI 8 Page BrochuresidneidecarvalhoNo ratings yet
- Ggs Grilles - CatalogueDocument302 pagesGgs Grilles - Cataloguewesam allabadiNo ratings yet
- IFS RAL Color Chart PDF DownloadDocument6 pagesIFS RAL Color Chart PDF DownloadRandy SuttlesNo ratings yet