You might also like
- Material Receiving Report FormDocument2 pagesMaterial Receiving Report FormssNo ratings yet
- DRP001 Ouf Pro U 000 001 B4Document58 pagesDRP001 Ouf Pro U 000 001 B4ss50% (2)
- Noise Measurement Procedures Manual: Second Edition July 2008Document85 pagesNoise Measurement Procedures Manual: Second Edition July 2008barun1977No ratings yet
- TWI UT Level IIDocument7 pagesTWI UT Level IIssNo ratings yet
- 190301SKD S2Document2 pages190301SKD S2ssNo ratings yet
- Odc ND RevDocument1 pageOdc ND RevssNo ratings yet
- DRP001 Ouf Pro U 000 001 B4Document58 pagesDRP001 Ouf Pro U 000 001 B4ss50% (2)
- Inspection Report for Incoming MaterialsDocument1 pageInspection Report for Incoming MaterialsssNo ratings yet
- LPT ParikshaDocument6 pagesLPT ParikshaKlusnerKlusnerKlusnerNo ratings yet
- DFG GTRFCDocument38 pagesDFG GTRFCssNo ratings yet
- 190301SKD S2Document2 pages190301SKD S2ssNo ratings yet
- Aws Preheat Calculations From HardnessDocument6 pagesAws Preheat Calculations From HardnessElias KapaNo ratings yet
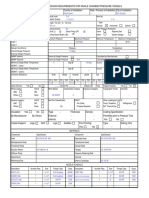
- Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocument3 pagesForm U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsssNo ratings yet
- Visualacuityform PDFDocument1 pageVisualacuityform PDFP BNo ratings yet
- Odc-Sh-Rev 0Document1 pageOdc-Sh-Rev 0ssNo ratings yet
- 35% Reduction in Welding Costs PDFDocument4 pages35% Reduction in Welding Costs PDFssNo ratings yet
- Odc VT RevDocument1 pageOdc VT RevssNo ratings yet
- Odc-Vt-Rev 0 - 14.02.19Document2 pagesOdc-Vt-Rev 0 - 14.02.19ssNo ratings yet
- Form U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsDocument3 pagesForm U-Dr-1 User'S Design Requirements For Single Chamber Pressure VesselsssNo ratings yet
- AUdit Schedule 2018Document1 pageAUdit Schedule 2018ssNo ratings yet
- Odc-Sh-Rev 0 - 14.02.19Document1 pageOdc-Sh-Rev 0 - 14.02.19ssNo ratings yet
- Aws Preheat Calculations From HardnessDocument6 pagesAws Preheat Calculations From HardnessElias KapaNo ratings yet
- Hull and Machinery Steel Castings W8Document6 pagesHull and Machinery Steel Castings W8ssNo ratings yet
- Inco-Weld 725NDUR Filler MetalDocument1 pageInco-Weld 725NDUR Filler MetalssNo ratings yet
- Cast Iron Weld RepairDocument1 pageCast Iron Weld RepairssNo ratings yet
- PWHTDocument57 pagesPWHTssNo ratings yet
- Icc1 Sample Material Work at HeightDocument7 pagesIcc1 Sample Material Work at HeightsaeeddhclNo ratings yet
- Astm G48Document11 pagesAstm G48thedreampower100% (4)
- ASME Standards Benefits Case StudyDocument33 pagesASME Standards Benefits Case StudyssNo ratings yet
- Checklist for WPS-PQR certification requirementsDocument1 pageChecklist for WPS-PQR certification requirementsssNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5782)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Naming Inorganic CompoundsDocument20 pagesNaming Inorganic CompoundsNaeem Akhtar SamoonNo ratings yet
- Thermal Efficiency of 4-Cylinder Engine Using Otto CycleDocument13 pagesThermal Efficiency of 4-Cylinder Engine Using Otto Cycle601195No ratings yet
- Phytochemical Analysis of Leaves Extract of Abutilon Chromatography-Mass Spectrometry (GC-MS)Document10 pagesPhytochemical Analysis of Leaves Extract of Abutilon Chromatography-Mass Spectrometry (GC-MS)Long ManNo ratings yet
- Exploring Chemistry With Electronic Structure Methods PDFDocument335 pagesExploring Chemistry With Electronic Structure Methods PDFAbel ErnestoNo ratings yet
- Ficha Tecnica PikotekDocument2 pagesFicha Tecnica Pikoteking_arriagaNo ratings yet
- AlplexDocument2 pagesAlplexWHWENNo ratings yet
- BioPolymer Based Packaging BookDocument489 pagesBioPolymer Based Packaging BookPrabhuPalanichamy100% (1)
- Biomaterials 1Document50 pagesBiomaterials 1Lidia EscutiaNo ratings yet
- Hardness Report PDFDocument4 pagesHardness Report PDFEmanuel PataquivaNo ratings yet
- Phytoremediation Studies For Removal of Copper & Chromium Using Azolla Pinnata and Water HyacinthDocument6 pagesPhytoremediation Studies For Removal of Copper & Chromium Using Azolla Pinnata and Water HyacinthNivetaNo ratings yet
- Heat Treatment Manual for Boiler and AuxiliariesDocument30 pagesHeat Treatment Manual for Boiler and AuxiliariesParthiban KarunaNo ratings yet
- Unit-1 Particle Characterization and Their DistributionDocument20 pagesUnit-1 Particle Characterization and Their Distributionyouga SriNo ratings yet
- LT16551GB - Restore Plus Material Safety Data SheetDocument9 pagesLT16551GB - Restore Plus Material Safety Data SheetemezibNo ratings yet
- Multi Parameter Analyser BrochureDocument4 pagesMulti Parameter Analyser BrochureVinodkumar GuptaNo ratings yet
- CAV 2000 Series ViscometersDocument4 pagesCAV 2000 Series ViscometersCorina StanculescuNo ratings yet
- Journal of Colloid and Interface ScienceDocument7 pagesJournal of Colloid and Interface ScienceArif HidayatNo ratings yet
- What is Q345 Steel? Guide to Properties and SpecificationsDocument15 pagesWhat is Q345 Steel? Guide to Properties and SpecificationsDESIGNNo ratings yet
- DynamicDocument34 pagesDynamicCentral HydraulicsNo ratings yet
- E95 002 PDFDocument14 pagesE95 002 PDFMIGUELNo ratings yet
- Oil Plant SolutionsDocument10 pagesOil Plant SolutionsMarcus MihaiNo ratings yet
- ColaTrope AHSDocument2 pagesColaTrope AHSmndmattNo ratings yet
- Artigo SKan BiosafeDocument8 pagesArtigo SKan BiosafeLari GrossiNo ratings yet
- Book & Media Reviews: Polymer Chemistry: An Introduction, 3rd EditionDocument1 pageBook & Media Reviews: Polymer Chemistry: An Introduction, 3rd EditionAbdul QodirNo ratings yet
- Byk-037 TDS (En) PDFDocument2 pagesByk-037 TDS (En) PDFXm QuitNo ratings yet
- A B NR Text NR Val - A B NR Text NR ValDocument9 pagesA B NR Text NR Val - A B NR Text NR ValMas Dwika EmbekNo ratings yet
- Courtoy Rotary Tablet PressesDocument8 pagesCourtoy Rotary Tablet PressesTueNo ratings yet
- TID00019 Manual Acople Falk FLDDocument7 pagesTID00019 Manual Acople Falk FLDNatalia BeltránNo ratings yet
- Water Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniDocument24 pagesWater Chemistry IN Thermal Power Plants (An Overview) : O.P.RangwaniAbhishek Prakash Srivastava100% (1)
- CirculationDocument56 pagesCirculationLuis Nahuelhuaique LemusNo ratings yet
- An Overview of Advances in The Standardization of Herbal DrugsDocument16 pagesAn Overview of Advances in The Standardization of Herbal DrugsVishal Jogi100% (2)