You might also like
- Natural Resources PowerPointDocument25 pagesNatural Resources PowerPointK RaghuNo ratings yet
- A. DBR For Cooling Tower, Rev.0Document2 pagesA. DBR For Cooling Tower, Rev.0SumitBhaumikNo ratings yet
- Vinyl: Chloride Acetylene and Chloride: Catalvtic-Rate StudiesDocument6 pagesVinyl: Chloride Acetylene and Chloride: Catalvtic-Rate StudiesEvan Afrista Wiokartina PurbaNo ratings yet
- Phase Equilibria: Basic Principles, Applications, Experimental TechniquesFrom EverandPhase Equilibria: Basic Principles, Applications, Experimental TechniquesNo ratings yet
- Pulsation of Flow and Pressure in Piping of Reciprocating CompressorsDocument26 pagesPulsation of Flow and Pressure in Piping of Reciprocating CompressorsSuhas JoshiNo ratings yet
- UOP 3-28-6 - Storage Tanks Low PressureDocument3 pagesUOP 3-28-6 - Storage Tanks Low Pressurejev_vdNo ratings yet
- Ttnej en 00 CircuitDocument23 pagesTtnej en 00 CircuitАлексей КолесовNo ratings yet
- Basics of Reciprocating Compressors With PDFDocument13 pagesBasics of Reciprocating Compressors With PDFtruong cong trucNo ratings yet
- Cooling Towers Design and Operation ConsiderationsDocument10 pagesCooling Towers Design and Operation ConsiderationsLiu YangtzeNo ratings yet
- Analysis of Hydraulic Pressure Transients in The Waterways of Hydropower StationsDocument77 pagesAnalysis of Hydraulic Pressure Transients in The Waterways of Hydropower Stationskamran1340No ratings yet
- Pressure Seal ValveDocument5 pagesPressure Seal ValveWilson WongNo ratings yet
- Pressure Points: Ask The EngineerDocument5 pagesPressure Points: Ask The EngineerMario MolinaNo ratings yet
- Scrubbing Tower DesignDocument10 pagesScrubbing Tower DesignPrathmesh GujaratiNo ratings yet
- Catalogue Air Cooled Chiller Uaa St3 Uay r134Document84 pagesCatalogue Air Cooled Chiller Uaa St3 Uay r134kirboikaladNo ratings yet
- Autoclave PDFDocument8 pagesAutoclave PDFDïëgöNïïckYtzNo ratings yet
- Annex 11 - Calculation Example For The Design of A Sand TrapDocument6 pagesAnnex 11 - Calculation Example For The Design of A Sand TrapSHINo ratings yet
- Design Fractionating Columns: Entrainment and CapacityDocument6 pagesDesign Fractionating Columns: Entrainment and CapacityVictor VazquezNo ratings yet
- WRC 569-2019Document109 pagesWRC 569-2019EricNo ratings yet
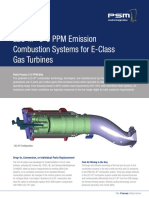
- Lec-Lii 3-5 PPM Emission Combustion Systems For E-Class Gas TurbinesDocument4 pagesLec-Lii 3-5 PPM Emission Combustion Systems For E-Class Gas TurbinesHBNBILNo ratings yet
- AIChE The Most Beneficial Technical ChemE SkillsDocument49 pagesAIChE The Most Beneficial Technical ChemE SkillsSubhradip BhattacharjeeNo ratings yet
- Air Separation Plants History and Technological Progress 2019 Tcm19 457349Document28 pagesAir Separation Plants History and Technological Progress 2019 Tcm19 457349Jambanlaya JasdNo ratings yet
- Vit and Super VitDocument2 pagesVit and Super VitPawan Beniwal60% (5)
- Piping For Process Plants Part 6 PDFDocument7 pagesPiping For Process Plants Part 6 PDFSandra MArrugoNo ratings yet
- Select Best Model Two-Phase Relief Sizing: The ForDocument9 pagesSelect Best Model Two-Phase Relief Sizing: The ForjowarNo ratings yet
- 2 Way-3way Valves For Chilled Water SystemDocument1 page2 Way-3way Valves For Chilled Water SystemLDhir100% (1)
- (PDF) Improved Calculation of DiffuserDocument64 pages(PDF) Improved Calculation of DiffuserSHINo ratings yet
- Coke Deposition From Acetylene, Butadiene and Benzene Decomposition at 500 - 900 C On Solid SurfacesDocument12 pagesCoke Deposition From Acetylene, Butadiene and Benzene Decomposition at 500 - 900 C On Solid SurfacesKaren RomeroNo ratings yet
- ABB Relief Case Sizing ManualDocument20 pagesABB Relief Case Sizing ManualMaximiliano AndreiNo ratings yet
- BGP2-E8-LST-001 Electrical Cable ScheduleDocument3 pagesBGP2-E8-LST-001 Electrical Cable ScheduleGalih100% (1)
- Service Performance ME-BDocument2 pagesService Performance ME-BValeriy DomashenkoNo ratings yet
- KeepingWaterOutofYourStorageSystem Updated 2Document13 pagesKeepingWaterOutofYourStorageSystem Updated 2haifuleddyNo ratings yet
- Steam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.EngDocument6 pagesSteam Reformer Outlet Header Failure: Charles Ormsbee, B.SC., P.Engvaratharajan g rNo ratings yet
- High-Pressure Fluid Phase Equilibria: Phenomenology and ComputationFrom EverandHigh-Pressure Fluid Phase Equilibria: Phenomenology and ComputationNo ratings yet
- A New Pressure Drop Model For Structured Packing H.A. Kooijman PDFDocument10 pagesA New Pressure Drop Model For Structured Packing H.A. Kooijman PDFMichael Sutherland100% (1)
- Numerical Simulation of Multiphase Reactors with Continuous Liquid PhaseFrom EverandNumerical Simulation of Multiphase Reactors with Continuous Liquid PhaseNo ratings yet
- Feed Contamination With Sodium and Its ImpactDocument12 pagesFeed Contamination With Sodium and Its Impacttonytayic100% (1)
- ABB Ie2 High EfficiencyDocument4 pagesABB Ie2 High EfficiencyPARBATINo ratings yet
- Handbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7From EverandHandbook of Thermal Conductivity, Volume 2: Organic Compounds C5 to C7No ratings yet
- Write Up On FSSSDocument33 pagesWrite Up On FSSSdilbagh_scribdNo ratings yet
- Chemical Process Retrofitting and Revamping: Techniques and ApplicationsFrom EverandChemical Process Retrofitting and Revamping: Techniques and ApplicationsGade Pandu RangaiahNo ratings yet
- Role of Sparger Design in Mechanically Agitated Gas-Liquid ReacDocument8 pagesRole of Sparger Design in Mechanically Agitated Gas-Liquid ReacAriel AnnaNo ratings yet
- Heat and Material BalanceDocument35 pagesHeat and Material BalancesohaibNo ratings yet
- Reactive Distillation ProcessesDocument9 pagesReactive Distillation ProcessesAndrew TanNo ratings yet
- Two-Phase Flow Discharge in Nozzles and Pipes - A Unified ApproachDocument6 pagesTwo-Phase Flow Discharge in Nozzles and Pipes - A Unified ApproachAksheyNo ratings yet
- Modeling Mineral Size Reduction in The Closed-Circuit Ball Mill at The Pine Point Mines Concentrator (1981)Document18 pagesModeling Mineral Size Reduction in The Closed-Circuit Ball Mill at The Pine Point Mines Concentrator (1981)Ryan Cunningham100% (1)
- Farris ASME VIII Full Range ScopeDocument82 pagesFarris ASME VIII Full Range ScopeMarcelo Kleber FelisbertoNo ratings yet
- Article Properly Size Control Valves Fisher en 38152Document4 pagesArticle Properly Size Control Valves Fisher en 38152Sergio Andres Villate UlloaNo ratings yet
- Basic Knowledge Safety Valves enDocument7 pagesBasic Knowledge Safety Valves enKarthik RaoNo ratings yet
- Distillation Columns Containing Structured Packings. A Comprehensive Model For Their Performance. 1. Hydraulic ModelsDocument11 pagesDistillation Columns Containing Structured Packings. A Comprehensive Model For Their Performance. 1. Hydraulic ModelsJohan Sebastian Moreno LaraNo ratings yet
- Design Handbooks Table of ContentsDocument1 pageDesign Handbooks Table of ContentsForcus onNo ratings yet
- Heat Transfer in Packed BedDocument10 pagesHeat Transfer in Packed BedNidhi JainNo ratings yet
- Vortex Breakers: RBRR and RBRQDocument6 pagesVortex Breakers: RBRR and RBRQarachman297988No ratings yet
- Acoustic Induced Vibration - Flare Systems PDFDocument2 pagesAcoustic Induced Vibration - Flare Systems PDFsri9987No ratings yet
- Column Tray Design PDFDocument9 pagesColumn Tray Design PDFSankitNo ratings yet
- The Hot Bypass Pressure Control Rev. Agosto 2018Document12 pagesThe Hot Bypass Pressure Control Rev. Agosto 2018luiz.henriqueNo ratings yet
- Pressure-Relief Valve Selection and Transient Pressure ControlDocument8 pagesPressure-Relief Valve Selection and Transient Pressure ControlmaniazharNo ratings yet
- 2nd Part of CalculationDocument26 pages2nd Part of CalculationLohith NatarajNo ratings yet
- A Comprehensive Program For Calculation of Flame Radiation LevelsDocument6 pagesA Comprehensive Program For Calculation of Flame Radiation LevelsStefano BelliniNo ratings yet
- 41000Document36 pages41000tetiospamNo ratings yet
- Distillation Column InternalsDocument12 pagesDistillation Column InternalsrvsinghNo ratings yet
- 1998 Irving Refinery Hydrocracker Furnace Accident ReportDocument18 pages1998 Irving Refinery Hydrocracker Furnace Accident Reportbazil17No ratings yet
- Thermal ExpansionDocument9 pagesThermal Expansionshahid hamzaNo ratings yet
- Improve Flaring OperationsDocument4 pagesImprove Flaring Operationsaa dd qqNo ratings yet
- SIEMENS - Chlorination-Skid PDFDocument4 pagesSIEMENS - Chlorination-Skid PDFgkdora574No ratings yet
- ArticleDocument33 pagesArticlePawelNo ratings yet
- Fired Heaters - Fired Capital Equipment Key Plant ComponentsDocument4 pagesFired Heaters - Fired Capital Equipment Key Plant ComponentsReyes SanchezNo ratings yet
- ThermodynamicsDocument2 pagesThermodynamicsvinovictory8571No ratings yet
- Exercise 5Document18 pagesExercise 5anamaria ursuNo ratings yet
- Analysis and Design SpecificationDocument63 pagesAnalysis and Design SpecificationBekzhan SoltanalinNo ratings yet
- Ammonia SCCDocument4 pagesAmmonia SCCbramNo ratings yet
- Modern Developments in the Mechanics of ContinuaFrom EverandModern Developments in the Mechanics of ContinuaSalamon EskinaziNo ratings yet
- Produced Water - Unlocking A Valuable Natural Resource: Chevron Tech ChallengeDocument4 pagesProduced Water - Unlocking A Valuable Natural Resource: Chevron Tech ChallengeSHINo ratings yet
- Eastern Instruments - Solids Mass Flow and Air Flow MeasureDocument8 pagesEastern Instruments - Solids Mass Flow and Air Flow MeasureSHINo ratings yet
- Savvy Separator - The Effect of Inlet Geometries On Flow DistributionDocument13 pagesSavvy Separator - The Effect of Inlet Geometries On Flow DistributionSHINo ratings yet
- Minimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunityDocument7 pagesMinimum Submergence Required For Vortex Breaker - Industrial Professionals - Cheresources - Com CommunitySHINo ratings yet
- KIRK KVID Inlet DiffusersDocument2 pagesKIRK KVID Inlet DiffusersSHINo ratings yet
- KIRK KVME Mist EliminatorsDocument2 pagesKIRK KVME Mist EliminatorsSHINo ratings yet
- 104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceDocument10 pages104SE-Combining New and Old Technologies - Inlet Diffuser and Random Packing Dramatically Improve Reactor PerformanceSHINo ratings yet
- Numerical Model For Mist Separators: February 2014Document10 pagesNumerical Model For Mist Separators: February 2014SHINo ratings yet
- Underwater - Windmill 2Document9 pagesUnderwater - Windmill 2Yadnyesh TaNo ratings yet
- Mtu 12V4000: Standby Power: 1550 Kwel 60 Hz/Water Charge Air Cooling/Fuel Consumption OptimizedDocument3 pagesMtu 12V4000: Standby Power: 1550 Kwel 60 Hz/Water Charge Air Cooling/Fuel Consumption OptimizedDaniel MuratallaNo ratings yet
- Imm Star l10 08 07 17 v06Document4 pagesImm Star l10 08 07 17 v06Risto GodevNo ratings yet
- 1-Role and Potential of New and Renewable SourcesDocument23 pages1-Role and Potential of New and Renewable SourcesNishanth NuthiNo ratings yet
- Dynafluid 3000 MixerDocument2 pagesDynafluid 3000 Mixerfhsn84No ratings yet
- Centrifugal Compressor Axial Thrust: Hassan Mohamed A. M. HassanDocument12 pagesCentrifugal Compressor Axial Thrust: Hassan Mohamed A. M. HassanMosab AmmarNo ratings yet
- Yenen LPG Pump BrochureDocument2 pagesYenen LPG Pump Brochureruhul010% (1)
- Chapter - 5 OTECDocument12 pagesChapter - 5 OTECsahitNo ratings yet
- Hwu FmeaDocument1 pageHwu Fmeaokey nwoguNo ratings yet
- Mr. Ashish NawadeDocument24 pagesMr. Ashish NawadeSantosh WamaneNo ratings yet
- Thermal Engineering-2 Question Bank: Unit WiseDocument12 pagesThermal Engineering-2 Question Bank: Unit Wisebharath devasothNo ratings yet
- Research Study Diesel To BiomassDocument9 pagesResearch Study Diesel To BiomassDarrel MagnoNo ratings yet
- Aayush Pandey (2003002) Siddharth Mandal (2003020) : About Topic Major Components Example Block DiagramDocument2 pagesAayush Pandey (2003002) Siddharth Mandal (2003020) : About Topic Major Components Example Block Diagramumesh choudharyNo ratings yet
- RTO and Scrubber Set Point and Alarm List (29.07.19)Document5 pagesRTO and Scrubber Set Point and Alarm List (29.07.19)JemeraldNo ratings yet
- Government Polytechnic Ambad: Department of Mechanical EngineeringDocument18 pagesGovernment Polytechnic Ambad: Department of Mechanical EngineeringVishal SahaneNo ratings yet
- Basic Ref PipingDocument28 pagesBasic Ref PipingMohammed Jassim50% (2)
- Ejector Vs EductorDocument3 pagesEjector Vs EductorfericoolabissNo ratings yet
- S L Dixon Fluid Mechanics and Thermodynamics of TurbomachineryDocument4 pagesS L Dixon Fluid Mechanics and Thermodynamics of Turbomachinerykuma alemayehuNo ratings yet