You might also like
- Heat Treat 2Document5 pagesHeat Treat 2gawaNo ratings yet
- WABCO Specification for Passivation of Al AlloysDocument3 pagesWABCO Specification for Passivation of Al AlloysAbothe35No ratings yet
- Zn-Ni coating passivation steel corrosion protectionDocument5 pagesZn-Ni coating passivation steel corrosion protectionPaulo Henrique NascimentoNo ratings yet
- Thin Sheet Steel SpecificationDocument2 pagesThin Sheet Steel SpecificationReginaldo Santos100% (1)
- TL245 English 2004Document8 pagesTL245 English 2004Elliott RussellNo ratings yet
- Jed-257 008 en LDocument4 pagesJed-257 008 en LcroplaninecNo ratings yet
- Electrolytic Zinc Coating PDFDocument2 pagesElectrolytic Zinc Coating PDFzoran100% (1)
- PPS polymer specificationDocument4 pagesPPS polymer specificationரஞ்சன் ஞானயோளிNo ratings yet
- VW 50019 PDFDocument4 pagesVW 50019 PDFSujay Nahalde100% (1)
- Hes B008-03 Hexagon NutsDocument5 pagesHes B008-03 Hexagon NutsPreetam KumarNo ratings yet
- Ford Wa 960-2004Document1 pageFord Wa 960-2004DanielMa0% (1)
- Jed-050m 008 eDocument5 pagesJed-050m 008 egsuoagNo ratings yet
- ESJU5A-1N261-AB - 2020-03-31 (Kaynak Speği) TRDocument37 pagesESJU5A-1N261-AB - 2020-03-31 (Kaynak Speği) TRMuhammet AşıkNo ratings yet
- 20Mnv6 Hollow Bar: Iso Stocked Sizesiso ChartDocument3 pages20Mnv6 Hollow Bar: Iso Stocked Sizesiso ChartretrogradesNo ratings yet
- Din 888 Screws For Projection WeldingDocument6 pagesDin 888 Screws For Projection WeldingtestesadaNo ratings yet
- Cast Alloy Steel Spec Ensures WeldabilityDocument6 pagesCast Alloy Steel Spec Ensures WeldabilityarunrathikaNo ratings yet
- Acrylonitrile Butadiene Styrene - UV Stabilized and General Purpose, Heat StabilizedDocument7 pagesAcrylonitrile Butadiene Styrene - UV Stabilized and General Purpose, Heat StabilizedJefferson CruzNo ratings yet
- JIS Steel Wires StandardDocument7 pagesJIS Steel Wires StandardPS NguyễnNo ratings yet
- WPS GTAW-SMAW h1Document1 pageWPS GTAW-SMAW h1Jesus Gabrielw Blanco GhostbustersIzNo ratings yet
- Hot Rolled Carbon Steel Strip and Sheet (IS: 1079-1968)Document1 pageHot Rolled Carbon Steel Strip and Sheet (IS: 1079-1968)H & H GRSENo ratings yet
- Material Specifications: Zinc Plating 1. ScopeDocument12 pagesMaterial Specifications: Zinc Plating 1. ScopeHaroldo Hubner NetoNo ratings yet
- Chemical and Mechanical PropertiesDocument5 pagesChemical and Mechanical PropertiesAristotle MedinaNo ratings yet
- Hot Rolled Carbon Steel Sheet, Plate and Strip According To IS 1079:2017Document8 pagesHot Rolled Carbon Steel Sheet, Plate and Strip According To IS 1079:2017raghavendragouda patilNo ratings yet
- Weld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelDocument8 pagesWeld Acceptance Criteria and Repair Procedures Drawn-Arc Welded Automotive Studs, Nuts and Brackets - SteelMuhammad AliNo ratings yet
- Posmac: Posco Magnesium Aluminium Alloy Coating ProductDocument48 pagesPosmac: Posco Magnesium Aluminium Alloy Coating ProductCatherine DussnNo ratings yet
- Aerospace Material Specification: Plating, Nickel General PurposeDocument8 pagesAerospace Material Specification: Plating, Nickel General PurposeSURYAS63No ratings yet
- Normazione 50180: Fiat Group AutomobilesDocument16 pagesNormazione 50180: Fiat Group AutomobilesMurat TanoğluNo ratings yet
- FORD WX200 Rev2014Document4 pagesFORD WX200 Rev2014Amandeep SinghNo ratings yet
- Geomet 321Document2 pagesGeomet 321Satnam Rachna FastenersNo ratings yet
- Cathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsDocument5 pagesCathodic Electrocoating of Body Skin Parts Made From Aluminum Semi-Finished ProductsMaryana c100% (1)
- ck-105 Rev.1 of July'2014 Amdt - Slipno.1Document12 pagesck-105 Rev.1 of July'2014 Amdt - Slipno.1Sriram SubramanianNo ratings yet
- ASTM A453 Grade 660 Stud - Bolt.nut - WasherDocument1 pageASTM A453 Grade 660 Stud - Bolt.nut - WasherTdk DallasNo ratings yet
- 0803 - John Deere - Casting Repairing InstructionsDocument4 pages0803 - John Deere - Casting Repairing Instructionscrazy dNo ratings yet
- FiatDocument10 pagesFiatrgi178100% (1)
- 521+technical Data Sheet V-6Document2 pages521+technical Data Sheet V-6TeenTeen GaMingNo ratings yet
- Normazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesDocument5 pagesNormazione 52861: Cold Rolled Steels Cold Worked Strips and PlatesRizwanAliNo ratings yet
- Sae J82-2013Document6 pagesSae J82-2013Marcos RosenbergNo ratings yet
- Salt Spray Test Report for Test Coupon IS 5-631 Light GreyDocument1 pageSalt Spray Test Report for Test Coupon IS 5-631 Light GreyaslamNo ratings yet
- TSH7702GDocument8 pagesTSH7702GEmir AkçayNo ratings yet
- Blind Rivet Quality Certification ReportDocument1 pageBlind Rivet Quality Certification ReportZain Abedeen0% (1)
- SAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentDocument2 pagesSAE 8620H Chemical Composition, SAE 8620H Mechanical Properties, SAE 8620H Heat TreatmentAnush Swaminathan100% (1)
- Aluminium 5052 Product Data SheetDocument2 pagesAluminium 5052 Product Data SheetPraveen ThomasNo ratings yet
- 2370 Ed1 ENDocument5 pages2370 Ed1 ENanhthoNo ratings yet
- Ford-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgDocument9 pagesFord-WSS-M1A365-A11A23 - (2017-09) - (Steel-CR-HR-Low Carbon) 9pgdpfloresNo ratings yet
- Surface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801Document4 pagesSurface Treatments Rust Preventer Phosphatic Coating On Ferrous Materials Norm 2801anhthoNo ratings yet
- Bs 443Document20 pagesBs 443abhijit1602No ratings yet
- Iso 9717 2010 en FR - PDF Phosphate CoatingDocument11 pagesIso 9717 2010 en FR - PDF Phosphate CoatingGANESH ANo ratings yet
- NES-M2032 - 2021 - (ColdRoll-High Tensile)Document13 pagesNES-M2032 - 2021 - (ColdRoll-High Tensile)dpfloresNo ratings yet
- Class A2 Is 3618Document3 pagesClass A2 Is 3618Kamal BohraNo ratings yet
- TL-52132 2021Document3 pagesTL-52132 2021Ronald Araujo100% (1)
- Tata Steel - YMPRESS S500MC - Data SheetDocument2 pagesTata Steel - YMPRESS S500MC - Data SheetpnagarajjNo ratings yet
- AluminizedDocument4 pagesAluminizedmarkengineerNo ratings yet
- N33 9 4 2015-04-15Document7 pagesN33 9 4 2015-04-15Anonymous 7ZTcBnNo ratings yet
- DHN 19.0001 Ver3.0 ENGDocument5 pagesDHN 19.0001 Ver3.0 ENGYossiNo ratings yet
- TL 244 EnglischDocument9 pagesTL 244 Englisch'Lampa'No ratings yet
- ABD00048-50 - Non Electrolytic Coatings For Friction And-Or Corrosion Function On Steel ComponentsDocument13 pagesABD00048-50 - Non Electrolytic Coatings For Friction And-Or Corrosion Function On Steel Componentsauto.npdNo ratings yet
- Worldwide Engineering Standards: Material Specification Finish GMW4700Document4 pagesWorldwide Engineering Standards: Material Specification Finish GMW4700Miguel Queiros100% (4)
- TL 212 en 2021 06Document9 pagesTL 212 en 2021 06David DomokosNo ratings yet
- TL244 en 2004-12-01Document6 pagesTL244 en 2004-12-01koalaboiNo ratings yet
- 2010 DThierry ZAMDocument9 pages2010 DThierry ZAMIwinsky CelioNo ratings yet
- HRD Programme 12thplan PDFDocument32 pagesHRD Programme 12thplan PDFரஞ்சன் ஞானயோளிNo ratings yet
- CAD Storm PresentationDocument7 pagesCAD Storm Presentationரஞ்சன் ஞானயோளிNo ratings yet
- GATE BooksDocument1 pageGATE Booksரஞ்சன் ஞானயோளிNo ratings yet
- NCERT Class 12 Political Science Part 2 PDFDocument197 pagesNCERT Class 12 Political Science Part 2 PDFManikanta LalkotaNo ratings yet
- Mechanical-Engineering Gate2016.InfoDocument3 pagesMechanical-Engineering Gate2016.InfoHenryNo ratings yet
- General Studies and Engineering Aptitude: T.B.C.: SKP-U-DSTDocument16 pagesGeneral Studies and Engineering Aptitude: T.B.C.: SKP-U-DSTரஞ்சன் ஞானயோளிNo ratings yet
- UPSC EXAM Calendar 2014Document5 pagesUPSC EXAM Calendar 2014ரஞ்சன் ஞானயோளிNo ratings yet
- HRD Programme 12thplan PDFDocument32 pagesHRD Programme 12thplan PDFரஞ்சன் ஞானயோளிNo ratings yet
- Annual Calendar 2018 EnglDocument1 pageAnnual Calendar 2018 EnglSaketNo ratings yet
- GS DDocument16 pagesGS Dரஞ்சன் ஞானயோளிNo ratings yet
- GATE Mechanical 1999 PaperDocument16 pagesGATE Mechanical 1999 PaperTapadev DasNo ratings yet
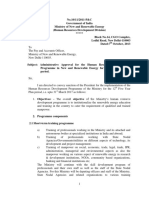
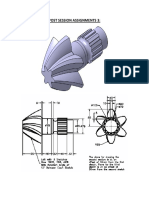
- Post Session Assignments 3Document2 pagesPost Session Assignments 3ரஞ்சன் ஞானயோளிNo ratings yet
- CH 27.8 PlasticsDocument95 pagesCH 27.8 PlasticsSmruti Ranjan PattanayakNo ratings yet
- Ese 18 Ga Set ADocument65 pagesEse 18 Ga Set Aரஞ்சன் ஞானயோளிNo ratings yet
- General Studies and Engineering Aptitude: T.B.C.: SKP-U-DSTDocument16 pagesGeneral Studies and Engineering Aptitude: T.B.C.: SKP-U-DSTரஞ்சன் ஞானயோளிNo ratings yet
- Test Booklet General Studies and Engineering Aptitude: T.B.C.: SKP-U-DSTDocument16 pagesTest Booklet General Studies and Engineering Aptitude: T.B.C.: SKP-U-DSTரஞ்சன் ஞானயோளிNo ratings yet
- Daily Activity MonitorDocument402 pagesDaily Activity Monitorரஞ்சன் ஞானயோளிNo ratings yet
- Mechanical-Engineering Gate2016.InfoDocument3 pagesMechanical-Engineering Gate2016.InfoHenryNo ratings yet
- Example of Design FMEA WorksheetDocument5 pagesExample of Design FMEA Worksheetரஞ்சன் ஞானயோளிNo ratings yet
- ResumeDocument3 pagesResumeரஞ்சன் ஞானயோளிNo ratings yet
- Example of Design FMEA WorksheetDocument5 pagesExample of Design FMEA Worksheetரஞ்சன் ஞானயோளிNo ratings yet
- CATIA software overview and applications in 40 charactersDocument20 pagesCATIA software overview and applications in 40 charactersரஞ்சன் ஞானயோளிNo ratings yet
- NASA Lunar Sampling System Design Chall... Ineering & Design Challenges - GrabCADDocument7 pagesNASA Lunar Sampling System Design Chall... Ineering & Design Challenges - GrabCADரஞ்சன் ஞானயோளிNo ratings yet
- Jed 426Document4 pagesJed 426ரஞ்சன் ஞானயோளிNo ratings yet
- 1 Scope: SpecificationDocument5 pages1 Scope: Specificationரஞ்சன் ஞானயோளிNo ratings yet
- Product Brochuer-Two Stage Compressor 02Document2 pagesProduct Brochuer-Two Stage Compressor 02Ranjan GnanaoliNo ratings yet
- 528 JED Specification JED-005M 008 GDocument4 pages528 JED Specification JED-005M 008 Gரஞ்சன் ஞானயோளிNo ratings yet
- Roy MechDocument6 pagesRoy Mechரஞ்சன் ஞானயோளிNo ratings yet
- 528 JED Specification JED-612 008 en BDocument5 pages528 JED Specification JED-612 008 en Bரஞ்சன் ஞானயோளிNo ratings yet
- Elastollan Verarbeitung enDocument28 pagesElastollan Verarbeitung enwoongs73No ratings yet
- STD00017 Issue 19 Corrosion Prevention (18-10-2017)Document28 pagesSTD00017 Issue 19 Corrosion Prevention (18-10-2017)Ace LeeNo ratings yet
- Fundamentals of Corrosion PDFDocument18 pagesFundamentals of Corrosion PDFAmrul KaishNo ratings yet
- Assessment of Steel Sensitivity To Hydrogen Induced CrackingDocument8 pagesAssessment of Steel Sensitivity To Hydrogen Induced CrackingAnonymous zejWt17No ratings yet
- Reactor Pressure Vessel (RPV) Design and FABRICATIONDocument13 pagesReactor Pressure Vessel (RPV) Design and FABRICATIONVinh Do ThanhNo ratings yet
- Screening Damage Mechanism - 581 & 571Document28 pagesScreening Damage Mechanism - 581 & 571Febri Ramdani NugrahaNo ratings yet
- BMTDSL Corrosion Resistant Ship WhitepaperDocument30 pagesBMTDSL Corrosion Resistant Ship WhitepaperDino PedutoNo ratings yet
- AMS 2418 H Copper PlatingDocument8 pagesAMS 2418 H Copper PlatingJesse Krebs67% (3)
- Results in Physics: SciencedirectDocument11 pagesResults in Physics: SciencedirectbharatNo ratings yet
- Astm B849 PDFDocument3 pagesAstm B849 PDFmarcelo rezende100% (2)
- API 572 Inspection of Pressure VesselsDocument14 pagesAPI 572 Inspection of Pressure VesselsTahseen JwadNo ratings yet
- Drill Collar Pup Joints and Subs NS 1 A4 WatermarkedDocument10 pagesDrill Collar Pup Joints and Subs NS 1 A4 Watermarkedislam atifNo ratings yet
- Cswip Question and Answers: ResponsibilitiesDocument11 pagesCswip Question and Answers: Responsibilitiesfery0% (1)
- Mechanical Integrity of Primary Reformer Hot Outlet Headers: Carl E. JaskeDocument18 pagesMechanical Integrity of Primary Reformer Hot Outlet Headers: Carl E. Jaskevaratharajan g rNo ratings yet
- ASME - PCC-2 - Study - Guide - 510Document48 pagesASME - PCC-2 - Study - Guide - 510MAT-LIONNo ratings yet
- Weldinglectures14 16 Weld DefectsDocument100 pagesWeldinglectures14 16 Weld DefectsAnonymous d23gWCRQNo ratings yet
- Process specification for alkaline degreasing of aircraft partsDocument9 pagesProcess specification for alkaline degreasing of aircraft partsPradeep K sNo ratings yet
- Managing Silica in Boiler WaterDocument100 pagesManaging Silica in Boiler Watermuks1308100% (1)
- Brine Compatibility With MetalDocument36 pagesBrine Compatibility With MetaltongsabaiNo ratings yet
- Corrosion Tests and StandardsDocument200 pagesCorrosion Tests and Standards이선엽100% (1)
- 9 Recent Advancement in PVDocument9 pages9 Recent Advancement in PVYohannes RegassaNo ratings yet
- 208 217Document10 pages208 217amit_iitNo ratings yet
- M-I 19 - CorrosionDocument25 pagesM-I 19 - CorrosionShaykh AlthamasNo ratings yet
- NRL Painting ManualDocument86 pagesNRL Painting ManualopalakalakaNo ratings yet
- API 571 Corrosion Certification PrepDocument6 pagesAPI 571 Corrosion Certification PrepImran KaiNo ratings yet
- Japan Welding Society Transactions Report on TRC Test for High Strength SteelDocument6 pagesJapan Welding Society Transactions Report on TRC Test for High Strength SteelDanilo BarbosaNo ratings yet
- J Ijpvp 2013 04 017Document7 pagesJ Ijpvp 2013 04 017BheemannaChandurNo ratings yet
- Material SelectionDocument99 pagesMaterial SelectionRaj Bindas100% (8)
- 1983 Book Atomistics of FractureDocument1,043 pages1983 Book Atomistics of FractureHuynh ThuongNo ratings yet
- Hydrogen Permeability and Integrity of Hydrogen Transfer PipelinesDocument52 pagesHydrogen Permeability and Integrity of Hydrogen Transfer PipelineslaercioudescNo ratings yet
- Lynch - 2012 - Hydrogen Embrittlement Phenomena and MechanismsDocument19 pagesLynch - 2012 - Hydrogen Embrittlement Phenomena and MechanismsIgor FernandoNo ratings yet