You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- DOE Question PaperDocument11 pagesDOE Question PaperAshok Kumar UppariNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Science Citation Index Sci Journal List 2019Document1,609 pagesScience Citation Index Sci Journal List 2019nurisagir100% (1)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- CADDocument155 pagesCADAshok Kumar UppariNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Heizer10flex ch12 PPDocument7 pagesHeizer10flex ch12 PPIlie IanacheviciNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Research Design: Unit-IIIDocument34 pagesResearch Design: Unit-IIIAshok Kumar UppariNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- PaperTemplate NDocument4 pagesPaperTemplate NAshok Kumar UppariNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Heizer10flex ch12 PPDocument7 pagesHeizer10flex ch12 PPIlie IanacheviciNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Machine Tool Engineering DesignDocument34 pagesMachine Tool Engineering DesignAshok Kumar UppariNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Formats For Selection Under Sub Component 1.2Document9 pagesFormats For Selection Under Sub Component 1.2Ashok Kumar UppariNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Tolerance CalculatorDocument4 pagesTolerance CalculatorAshok Kumar UppariNo ratings yet
- Machine Tool Engineering DesignDocument34 pagesMachine Tool Engineering DesignAshok Kumar UppariNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 90 102Document15 pages90 102Ashok Kumar UppariNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- RUSAguidelines30102013 2Document63 pagesRUSAguidelines30102013 2Ashok Kumar UppariNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Me Cad-Cam - 2010Document33 pagesMe Cad-Cam - 2010Ashok Kumar UppariNo ratings yet
- Chapter Three: Principles of Metal Forming Theory: Manufacture Engineering ProcessesDocument21 pagesChapter Three: Principles of Metal Forming Theory: Manufacture Engineering ProcessesAshok Kumar UppariNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- U.g.examnotispell II Nov 2011Document4 pagesU.g.examnotispell II Nov 2011Ashok Kumar UppariNo ratings yet
- Research Plan ModelDocument2 pagesResearch Plan ModelAshok Kumar UppariNo ratings yet
- Application Form Young Scientist AwardDocument4 pagesApplication Form Young Scientist AwardAshok Kumar UppariNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- U.g.examnotispell II Nov 2011Document4 pagesU.g.examnotispell II Nov 2011Ashok Kumar UppariNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Literaure ReviewDocument13 pagesLiteraure ReviewRavneet SinghNo ratings yet
- Vijay Singh CVDocument2 pagesVijay Singh CVVijay ChauhanNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Workshop DCF80-100 3B GB PDFDocument868 pagesWorkshop DCF80-100 3B GB PDFsubhan.ubaedillahNo ratings yet
- 30HXC CNDocument12 pages30HXC CNtechnokakiNo ratings yet
- UBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantDocument12 pagesUBL3&4 E 0 G0 ES AA0 002P - R3 - Color Schedule For Power PlantAdvent ManurungNo ratings yet
- Peugeot Elystar Diagnostic AidDocument13 pagesPeugeot Elystar Diagnostic Aidpiter4012No ratings yet
- Vibrating Level Switches: For Bulk GoodsDocument2 pagesVibrating Level Switches: For Bulk GoodsGiorgiana RosuNo ratings yet
- Airy Wave TheoryDocument14 pagesAiry Wave TheoryAnirban Guha50% (2)
- PWMcircuit 08Document10 pagesPWMcircuit 08kcarringNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- CAT 777G FiltersDocument3 pagesCAT 777G FiltersettoscarNo ratings yet
- Heat Pump 1-1Document9 pagesHeat Pump 1-1sdio06No ratings yet
- Classical Mechanics Problem SetDocument1 pageClassical Mechanics Problem SetDevanshu GargNo ratings yet
- RVSDX Instruction Manual 23.09.2012Document60 pagesRVSDX Instruction Manual 23.09.2012edgarcooNo ratings yet
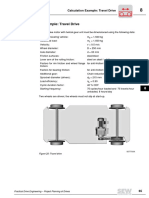
- Travel Drive ExampleDocument10 pagesTravel Drive Examplep-nicoNo ratings yet
- of Gatorade..Document29 pagesof Gatorade..Jay ThakkarNo ratings yet
- Mantenedor de Bateria LBC1206Document6 pagesMantenedor de Bateria LBC1206YERKO OVIEDONo ratings yet
- Evolution Spas Manual ENG-19 PDFDocument44 pagesEvolution Spas Manual ENG-19 PDFAnonymous 0aFzcZ100% (1)
- Survey Questionnaire On Transforming Recycled Cooking Oil Into A Sustainable Butane Alternative For Stove FuelDocument2 pagesSurvey Questionnaire On Transforming Recycled Cooking Oil Into A Sustainable Butane Alternative For Stove Fueljohnphilipcornelio04No ratings yet
- H1000e 6Document472 pagesH1000e 6GesNo ratings yet
- Guia SupacDocument44 pagesGuia SupacMario Vazquez BNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Magnetism PDFDocument4 pagesMagnetism PDFNiksslpadaNo ratings yet
- Environment Quiz - Climate Change and Global WarmingDocument2 pagesEnvironment Quiz - Climate Change and Global Warmingbhingmeh yotal100% (2)
- Schedule of Loads PDFDocument5 pagesSchedule of Loads PDFmae_morano81% (27)
- Design and Fabrication of Oil Skimmer RobotDocument46 pagesDesign and Fabrication of Oil Skimmer RobotSathiya Udumalpet100% (2)
- Biology Internal Assessment 2Document9 pagesBiology Internal Assessment 2Hayley ChiuNo ratings yet
- Mock Defense Parcon 1Document19 pagesMock Defense Parcon 1Nash Gemar Braga EvangelistaNo ratings yet
- Hemp As Construction MaterialDocument37 pagesHemp As Construction MaterialAlex Imreh100% (5)
- 1001 Solved Problems in Electrical EngineeringDocument799 pages1001 Solved Problems in Electrical EngineeringMarlon Manalo92% (13)
- POWER - UNIT - Distributed Blade Power (DPU40D-N06A1)Document3 pagesPOWER - UNIT - Distributed Blade Power (DPU40D-N06A1)Alfonso Rodrigo Garcés GarcésNo ratings yet
- Waterjet 2008 CondensedDocument12 pagesWaterjet 2008 Condensedkaniappan sakthivelNo ratings yet
- Assignment#1Document5 pagesAssignment#1Hennesey LouriceNo ratings yet
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Internal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesFrom EverandInternal Combustion: How Corporations and Governments Addicted the World to Oil and Subverted the AlternativesRating: 4 out of 5 stars4/5 (2)