You might also like
- Guide to Load Analysis for Durability in Vehicle EngineeringFrom EverandGuide to Load Analysis for Durability in Vehicle EngineeringP. JohannessonRating: 4 out of 5 stars4/5 (1)
- Dual Phase Steel FundamentalsDocument15 pagesDual Phase Steel FundamentalsAnshuman RoyNo ratings yet
- 2017 AHSS BrochureDocument16 pages2017 AHSS BrochureRht BrdNo ratings yet
- Press Hardened SteelDocument243 pagesPress Hardened Steelhadi tirtosantosoNo ratings yet
- Advanced High Strength Steel (Ahss) Application GuidelinesDocument163 pagesAdvanced High Strength Steel (Ahss) Application Guidelines366900100% (1)
- Automotive & BIW - 231212 - 121616Document100 pagesAutomotive & BIW - 231212 - 121616Kasturi Venkata Mohana RaoNo ratings yet
- AHSS Ver3Document131 pagesAHSS Ver3spocajtNo ratings yet
- Roll Forging Process Shapes Metal Parts Under Compressive ForcesDocument6 pagesRoll Forging Process Shapes Metal Parts Under Compressive ForcesSaptarshi SinhaNo ratings yet
- A Comparative Study of The Forming-Limit Diagram Next Term Models For Sheet SteelsDocument8 pagesA Comparative Study of The Forming-Limit Diagram Next Term Models For Sheet SteelsRaghav KhajuriaNo ratings yet
- Intro To Hot StampingDocument31 pagesIntro To Hot StampingBENU MADHAB100% (1)
- CleanSteel9 2015 CAPURRO PDFDocument11 pagesCleanSteel9 2015 CAPURRO PDFSpark Fernando Calderon ContrerasNo ratings yet
- SB Tooling Solution AHSSDocument21 pagesSB Tooling Solution AHSSHugo RodriguezNo ratings yet
- AHSS Guidelines V5.0 20140514Document276 pagesAHSS Guidelines V5.0 20140514medane_saad6707No ratings yet
- Evolution of Advanced High-Strength Steels in Automotive ApplicationsDocument27 pagesEvolution of Advanced High-Strength Steels in Automotive ApplicationsJoao daokNo ratings yet
- A Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar HussainDocument23 pagesA Study of Casting Characteristics For Die Cast Aluminum Alloy-Anwar Hussainoquintero99100% (2)
- Cast Iron Types & PropertiesDocument2 pagesCast Iron Types & Propertiessahitya karaheNo ratings yet
- AHSS Applications Guidelines - FinalDocument348 pagesAHSS Applications Guidelines - FinalNuket Mehmet EkiciNo ratings yet
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- Forming Limit DiagramsDocument7 pagesForming Limit DiagramsatseucNo ratings yet
- 256412Document68 pages256412tabibkarim100% (1)
- GMW16066 JN09Document5 pagesGMW16066 JN09Felipe De la cruzNo ratings yet
- NADCA-High Temp DieDocument12 pagesNADCA-High Temp DiejalilemadiNo ratings yet
- Automotive Workshop On BiW-Structures PDFDocument41 pagesAutomotive Workshop On BiW-Structures PDFArvind KatyayanNo ratings yet
- Aluminium Bonding and Special Assemblies: 1. Screw and Bolt Fastenings 116 2. Machine Rivets 118Document14 pagesAluminium Bonding and Special Assemblies: 1. Screw and Bolt Fastenings 116 2. Machine Rivets 118zsmithNo ratings yet
- Gears HoningDocument7 pagesGears Honingsav33No ratings yet
- The T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356Document5 pagesThe T6 Heat Treatment of Semi-Solid Metal Processed Alloy A356tumoyeNo ratings yet
- Grain Refinement of AluminiumDocument12 pagesGrain Refinement of AluminiumOmer Can EserNo ratings yet
- Aluminium and Aluminium AlloysDocument3 pagesAluminium and Aluminium AlloysCherie DiazNo ratings yet
- Square Cup Deep Drawing Using Forming Limit DiagramDocument16 pagesSquare Cup Deep Drawing Using Forming Limit DiagramDan WolfNo ratings yet
- 09 Cast IronDocument34 pages09 Cast IronyogeshmangulkarNo ratings yet
- Aluminum Use in AutomobileDocument20 pagesAluminum Use in Automobilenav_sarNo ratings yet
- The 2 - Generation Audi Space Frame of The A2: A Trendsetting All-Aluminium Car Body Concept in A Compact Class CarDocument5 pagesThe 2 - Generation Audi Space Frame of The A2: A Trendsetting All-Aluminium Car Body Concept in A Compact Class CarKld AliNo ratings yet
- Galvanizing AHSSDocument3 pagesGalvanizing AHSSTrial_TNo ratings yet
- Advantages of LPDCDocument2 pagesAdvantages of LPDCSuhas KrishnaNo ratings yet
- Pre-CAST Mesh Data ConfirmationDocument24 pagesPre-CAST Mesh Data Confirmationcrazy dNo ratings yet
- Failure Analysis of A Car Suspension System Ball JointDocument8 pagesFailure Analysis of A Car Suspension System Ball Jointsubha_aeroNo ratings yet
- Gating-Risering Sec2Document35 pagesGating-Risering Sec2jagan_4u100% (1)
- Aluminium in Innovative Light-Weight Car Design PDFDocument7 pagesAluminium in Innovative Light-Weight Car Design PDFΝΙΚΟΛΑΟΣ ΚΑΡΑΓΚΙΑΟΥΡΗΣNo ratings yet
- 12 - Advances in AHSS For Automotive ApplicationsDocument33 pages12 - Advances in AHSS For Automotive ApplicationsAhmad Fajar HumaidiNo ratings yet
- A Review On Investigation of Casting Defects With SimulationDocument5 pagesA Review On Investigation of Casting Defects With SimulationInternational Journal of Innovations in Engineering and ScienceNo ratings yet
- 1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Document52 pages1.emerging Grades Breakthrough Products Coatings - ArcelorMittal - 201707Jerry WangNo ratings yet
- Fundamentals of Metal CastingDocument45 pagesFundamentals of Metal CastingsuntharNo ratings yet
- China Automotive Steel Conference - POSCO - Jae-Bok Nam PDFDocument27 pagesChina Automotive Steel Conference - POSCO - Jae-Bok Nam PDFSilveradoNo ratings yet
- Aluminum Cylinder BlockDocument66 pagesAluminum Cylinder BlockAnshuman RoyNo ratings yet
- Leporello Aluminium Casting Alloys RHEINFELDEN ALLOYS 2018Document10 pagesLeporello Aluminium Casting Alloys RHEINFELDEN ALLOYS 2018luisA1923No ratings yet
- Forging: Shaping Metal Through CompressionDocument81 pagesForging: Shaping Metal Through CompressionsuneethaNo ratings yet
- Vehicle CrashworthinessDocument17 pagesVehicle CrashworthinessajaykumarKBSNo ratings yet
- About Die CastingDocument3 pagesAbout Die CastingJoelNo ratings yet
- Elements of Gating SystemDocument44 pagesElements of Gating SystemNemani RaghuNo ratings yet
- ProCAST CapabilitiesDocument3 pagesProCAST Capabilitiesvdmoorthy123No ratings yet
- DFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFDocument11 pagesDFM Guidebook Sheetmetal Design Guidelines Issue XVIII PDFNandang KuroshakiNo ratings yet
- 2c-CASTING DESIGN ECONOMICSDocument18 pages2c-CASTING DESIGN ECONOMICSIzzat IkramNo ratings yet
- Metal Forming ProcessDocument19 pagesMetal Forming ProcessragulnarayanNo ratings yet
- Lightweight Magnesium Alloys GuideDocument3 pagesLightweight Magnesium Alloys GuidesaranNo ratings yet
- 2 Krizan COMMATTECH 2006Document11 pages2 Krizan COMMATTECH 2006Shahan KaziNo ratings yet
- Effect of Thermo-Mechanical Cycling On The Microstructure and Toughness in The Weld CGHAZ of A Novel High Strength Low Carbon SteelDocument7 pagesEffect of Thermo-Mechanical Cycling On The Microstructure and Toughness in The Weld CGHAZ of A Novel High Strength Low Carbon SteelYoanela VargasNo ratings yet
- Transformation-Induced Plasticity (TRIP) in Advanced Steels - A ReviewDocument14 pagesTransformation-Induced Plasticity (TRIP) in Advanced Steels - A ReviewFernandoNo ratings yet
- Impact of Intercritical Annealing Temperature and Strain State o 2018Document29 pagesImpact of Intercritical Annealing Temperature and Strain State o 2018SOUADNo ratings yet
- Analysis and Design of Hospital BuildingDocument58 pagesAnalysis and Design of Hospital BuildingAnonymous a7USZU100% (6)
- ORI Catalogue - Pipe and Fittings Table DataDocument63 pagesORI Catalogue - Pipe and Fittings Table DataMuhammad Aidil FitrahNo ratings yet
- Molten Salt Pumps TechnologyDocument6 pagesMolten Salt Pumps TechnologyDavide FranziniNo ratings yet
- Heat Transfer EquationsDocument163 pagesHeat Transfer Equationsdragon forceNo ratings yet
- Lim Fire Research 03 2Document351 pagesLim Fire Research 03 2torNo ratings yet
- NanomaterialsDocument260 pagesNanomaterialsTaylor Levi MabeNo ratings yet
- Vinyl Floor InstallDocument10 pagesVinyl Floor InstallMoose112No ratings yet
- Carbon Nanomaterials Team MembersDocument4 pagesCarbon Nanomaterials Team MembersAshish Dev (B21MT009)No ratings yet
- Homework 1 W13 SolutionDocument5 pagesHomework 1 W13 SolutionSuzuhara EmiriNo ratings yet
- Geopolymaer Concrete Project Report From Global Academy of Technology (Published On 27/05/2018) As Per The VTU GuidelinesDocument59 pagesGeopolymaer Concrete Project Report From Global Academy of Technology (Published On 27/05/2018) As Per The VTU GuidelinesVijay kumar100% (1)
- Light Commercial INVERTER Top Discharge CDU type Service ManualDocument99 pagesLight Commercial INVERTER Top Discharge CDU type Service ManualAbel Recinos100% (1)
- Heat Exchange Between Non-Black BodiesDocument5 pagesHeat Exchange Between Non-Black BodiesSubindas P KNo ratings yet
- Bemil, Jared C. Bsce 2-A Plate No.1Document3 pagesBemil, Jared C. Bsce 2-A Plate No.1jaredNo ratings yet
- Apcolite Premium Gloss Enamel PDFDocument2 pagesApcolite Premium Gloss Enamel PDFAnand Chavan Projects-QualityNo ratings yet
- Beam Design For Moment Asd LRFD (Example)Document13 pagesBeam Design For Moment Asd LRFD (Example)Guillermo Agustín Yáñez Quezada100% (2)
- EarthingDocument4 pagesEarthingmoali moNo ratings yet
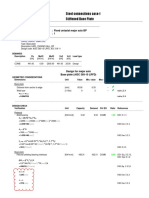
- Steel Connections Case-I Stiffened Base Plate: ResultsDocument4 pagesSteel Connections Case-I Stiffened Base Plate: Resultsfreddysalas12No ratings yet
- Review of P-Y Relationships in Cohesionless SoilDocument33 pagesReview of P-Y Relationships in Cohesionless SoilMalik RizwanNo ratings yet
- Introduction To Structural Analysis-Part 1Document30 pagesIntroduction To Structural Analysis-Part 1Hiew Ching YongNo ratings yet
- Rate AnalysisDocument3 pagesRate AnalysisNiranjan Shrestha83% (12)
- Making Concrete Block SOPDocument4 pagesMaking Concrete Block SOPDoodlez Ahang100% (3)
- Code of Bitumean 14374 PDFDocument8 pagesCode of Bitumean 14374 PDFshreelabNo ratings yet
- Outdoor: Handbook For Thinking, Designing and BuildingDocument136 pagesOutdoor: Handbook For Thinking, Designing and BuildingSimona IonutNo ratings yet
- General Duty Valves For Plumbing Piping PDFDocument12 pagesGeneral Duty Valves For Plumbing Piping PDFfatima tanjutcoNo ratings yet
- Buildability Score - December 2015 Edition - 54Document1 pageBuildability Score - December 2015 Edition - 54Eric HartonoNo ratings yet
- Buckling Restrained Braced FrameDocument24 pagesBuckling Restrained Braced Framedanish khanNo ratings yet
- Kroma Tower Makati City Condo Preselling Alveo LandDocument30 pagesKroma Tower Makati City Condo Preselling Alveo Landpreselling0% (1)
- 08 Counterbalance Valve Mini CatalogDocument60 pages08 Counterbalance Valve Mini Catalogs bNo ratings yet
- Condenser DesignDocument7 pagesCondenser Designemesam100% (2)
- Field Leak Testing of Polyethylene (PE) and Crosslinked Polyethylene (PEX) Pressure Piping Systems Using Hydrostatic PressureDocument5 pagesField Leak Testing of Polyethylene (PE) and Crosslinked Polyethylene (PEX) Pressure Piping Systems Using Hydrostatic Pressureabdelkader benabdallah100% (1)