You might also like
- Connecting Rod ReplacementDocument11 pagesConnecting Rod Replacementfjafarvand100% (1)
- Roller Chain Coupling: Features 1. Simple Structure 1. Advantages of HousingDocument5 pagesRoller Chain Coupling: Features 1. Simple Structure 1. Advantages of Housingsyaifularifin33No ratings yet
- Tandler Angle GearsDocument2 pagesTandler Angle GearsEmerson IpialesNo ratings yet
- Bearing Fit ChartDocument6 pagesBearing Fit ChartAvinash MamillapalliNo ratings yet
- Manual Avance AutomaticoDocument20 pagesManual Avance AutomaticopesyrNo ratings yet
- Angular Contact Bearing InstallationDocument3 pagesAngular Contact Bearing Installationdk4monjureNo ratings yet
- Item Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)Document11 pagesItem Standard Value Limit Value Valve Sinkage - 0.1 To 0.1 MM (-0.004 To 0.004 In.) 0.5 MM (0.020 In.)pearl nojokeNo ratings yet
- Roller Circle - Check and AdjustDocument3 pagesRoller Circle - Check and AdjustGilney FreitasNo ratings yet
- 950H - Ajuste de Luz de VálvulasDocument4 pages950H - Ajuste de Luz de VálvulasRenato Assis da Silva100% (2)
- Blackhawk Pump Manual 2018Document75 pagesBlackhawk Pump Manual 2018Ivan MaltsevNo ratings yet
- Steering Axle: PART NO. 897097 1600 SRM 316Document16 pagesSteering Axle: PART NO. 897097 1600 SRM 316Nguyễn Thanh NhànNo ratings yet
- Assembly TECHLOK 3 Fold English v3 2013Document2 pagesAssembly TECHLOK 3 Fold English v3 2013Chup AlaNo ratings yet
- 2100103-Tilt CylindersDocument17 pages2100103-Tilt CylindersFrancisco DiazNo ratings yet
- Manual de Taller Honda PCX150Document185 pagesManual de Taller Honda PCX150Bruno De CarloNo ratings yet
- ConrodDocument4 pagesConrodIrwanto ManafNo ratings yet
- Operating Manual For Bevel Gear Boxes: DrehmoDocument16 pagesOperating Manual For Bevel Gear Boxes: DrehmohamzaNo ratings yet
- 08 Cylinder-PistonDocument14 pages08 Cylinder-PistonDidier GarciaNo ratings yet
- Accent Cylinder Head AssemblyDocument30 pagesAccent Cylinder Head Assemblyflash_24014910No ratings yet
- Prueba Resorte de EmbragueDocument2 pagesPrueba Resorte de Embraguejohan gomezNo ratings yet
- Cylinderipiston: System Components 10-2 Cylinderipiston Removal 10-4 10-3 Cylinderipiston Installation....... 10-9Document118 pagesCylinderipiston: System Components 10-2 Cylinderipiston Removal 10-4 10-3 Cylinderipiston Installation....... 10-9poiufdsapuroiqNo ratings yet
- 1 GRDocument11 pages1 GRGanbileg BatbilegNo ratings yet
- Manual de La Bop 3.06 15M PDFDocument28 pagesManual de La Bop 3.06 15M PDFJack FosterNo ratings yet
- n14 Cylinder Head InstallationDocument3 pagesn14 Cylinder Head InstallationOumarba KamandaNo ratings yet
- KXR50 Cap 08 (Cilindro Pistone)Document18 pagesKXR50 Cap 08 (Cilindro Pistone)tutifruti649No ratings yet
- Cylinder Liner ProjectionDocument4 pagesCylinder Liner ProjectionFernando Daniel Saez VillarrealNo ratings yet
- TN42.1005 - Procedure Checking EndPlay in Ball Bearing PDFDocument2 pagesTN42.1005 - Procedure Checking EndPlay in Ball Bearing PDFarifuddinnurdinNo ratings yet
- Engine Valve Lash - Inspect Adjust (SENR9939-32)Document3 pagesEngine Valve Lash - Inspect Adjust (SENR9939-32)Guido Emanuel SteinbachNo ratings yet
- FIS113eng Hi Temp BellowsDocument8 pagesFIS113eng Hi Temp Bellowsandres castroNo ratings yet
- AA02193C STRG Pin Wear Checks and SizesDocument8 pagesAA02193C STRG Pin Wear Checks and SizesSebastiao DuarteNo ratings yet
- 2006 2008 Cbf1000 A 13 Crankshaft Balancer Piston CylinderDocument34 pages2006 2008 Cbf1000 A 13 Crankshaft Balancer Piston CylinderMurariu IonutNo ratings yet
- Kymco Vitality Cilindro Pistón PDFDocument19 pagesKymco Vitality Cilindro Pistón PDFFlanagan MatusNo ratings yet
- Clutch ManualDocument16 pagesClutch ManualCO BDNo ratings yet
- Fis116 en A5 PDFDocument4 pagesFis116 en A5 PDFroyert8No ratings yet
- SEBF 8174 коромысла 3500Document13 pagesSEBF 8174 коромысла 3500Евгений АбрамовNo ratings yet
- Traction Alternator Type Ta10106cyDocument64 pagesTraction Alternator Type Ta10106cyTirthankar DasNo ratings yet
- RENR492704Document3 pagesRENR492704Victor NoschangNo ratings yet
- Culata Motor 3406Document3 pagesCulata Motor 3406Julio GuillenNo ratings yet
- P250-250S Cap 06 (CYLINDER HEADVALVES)Document12 pagesP250-250S Cap 06 (CYLINDER HEADVALVES)Minh ChuNo ratings yet
- Fastener Torques For Reciprocating Compressors: Engineering ReferenceDocument8 pagesFastener Torques For Reciprocating Compressors: Engineering ReferenceTomy lee youngNo ratings yet
- Ringspann ClampDocument5 pagesRingspann ClamphamishjbadamsonNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- Lifter Preload Feb 2016Document1 pageLifter Preload Feb 2016Gabriel ChiavettoNo ratings yet
- Tech Manual 1396 Rev. B: 3.06/4.06" 15,000 Psi ES BOPDocument39 pagesTech Manual 1396 Rev. B: 3.06/4.06" 15,000 Psi ES BOPEl Mundo De Yosed100% (1)
- SMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesDocument5 pagesSMC-IMG-Specifications For Connecting Rods and Bearings Used in 3600 and C280 Family of EnginesVictor NoschangNo ratings yet
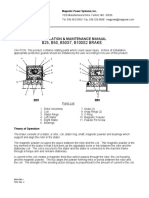
- Magpower Clutch Model CDocument4 pagesMagpower Clutch Model CJuan CaceresNo ratings yet
- Magpower B25 B50 BrakesDocument4 pagesMagpower B25 B50 BrakesJuan CaceresNo ratings yet
- X30592Document16 pagesX30592CTN2010No ratings yet
- 40 90 Mechanical Seal Kits SWIDocument2 pages40 90 Mechanical Seal Kits SWIWong DaNo ratings yet
- OWI 1000 DrawworksDocument54 pagesOWI 1000 DrawworksÖnder Büyükişcan100% (1)
- E-LOCKER Installation ManualDocument17 pagesE-LOCKER Installation ManualpacoramirezdjNo ratings yet
- 10 - SsangYong-Korando - 2012 - EN - US - Manual - de - Taller - Cardan - E1b09bee1eDocument14 pages10 - SsangYong-Korando - 2012 - EN - US - Manual - de - Taller - Cardan - E1b09bee1eMateus FumuassucaNo ratings yet
- KXR50 Cap 07 (Testa Cilindro Valvole)Document13 pagesKXR50 Cap 07 (Testa Cilindro Valvole)tutifruti649No ratings yet
- TIL03029 TELMA REPLACEMENT ARM TANDEM Rev12jul07Document16 pagesTIL03029 TELMA REPLACEMENT ARM TANDEM Rev12jul07Paulo PereiraNo ratings yet
- Self-Priming Pumps: Models 11850-0711 11850-0701Document2 pagesSelf-Priming Pumps: Models 11850-0711 11850-0701Rade PesteracNo ratings yet
- Assembling C32Document24 pagesAssembling C32Muhammad Ramadhan100% (2)
- Voith Fluid Couplings - End in XGDocument18 pagesVoith Fluid Couplings - End in XGDênis DáyolNo ratings yet
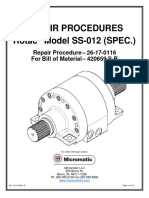
- Roatary Actuators - Micromatic Repair Manual - 26-17-0116Document10 pagesRoatary Actuators - Micromatic Repair Manual - 26-17-0116tungNo ratings yet
- SECTION 3.05: Crankcase Component OverhaulDocument36 pagesSECTION 3.05: Crankcase Component OverhaulLUISA FERNANDA TORRES MANOSALVANo ratings yet
- Bearing Installation ProcedureDocument6 pagesBearing Installation ProcedureHamad KhaledNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Lehe0001 00Document6 pagesLehe0001 00AlfredoNo ratings yet
- Safety Data Sheet - Naterial MP 40Document14 pagesSafety Data Sheet - Naterial MP 40AlfredoNo ratings yet
- Strainer - Cono de BrujasDocument2 pagesStrainer - Cono de BrujasAlfredoNo ratings yet
- 211-1074 Breather Gp-CrankcaseDocument1 page211-1074 Breather Gp-CrankcaseAlfredoNo ratings yet
- Chevron HDAX® Prediluted 50-50 Coolant-AntifreezeDocument4 pagesChevron HDAX® Prediluted 50-50 Coolant-AntifreezeAlfredoNo ratings yet
- SS-9408177-18375269-020 SS Page 1 of 5: Page: M-1 of M-3 © 2016 Caterpillar All Rights Reserved MSS-IND-18375269-007 PDFDocument5 pagesSS-9408177-18375269-020 SS Page 1 of 5: Page: M-1 of M-3 © 2016 Caterpillar All Rights Reserved MSS-IND-18375269-007 PDFAlfredoNo ratings yet
- Ariel Corporation: Kbu/KbzDocument2 pagesAriel Corporation: Kbu/KbzAlfredoNo ratings yet
- Old Challenges - New Solutions: GM Journal C/o Striker Communications 2000-A Tom Miller Street Austin, TX 78723Document20 pagesOld Challenges - New Solutions: GM Journal C/o Striker Communications 2000-A Tom Miller Street Austin, TX 78723AlfredoNo ratings yet
- Fluid RecommendationsDocument6 pagesFluid RecommendationsAlfredoNo ratings yet
- Level Switch - LS-1040, LS-1050 & LS-1055 Data SheetDocument16 pagesLevel Switch - LS-1040, LS-1050 & LS-1055 Data SheetAlfredoNo ratings yet
- Insight Led.: Outcome DrivenDocument16 pagesInsight Led.: Outcome DrivenAlfredoNo ratings yet
- AJAX Engine Troubleshooting Guide: Effect CauseDocument3 pagesAJAX Engine Troubleshooting Guide: Effect CauseAlfredoNo ratings yet
- Husky - 515 & 716 PumpDocument8 pagesHusky - 515 & 716 PumpAlfredoNo ratings yet
- Ariel Corporation: KBK / KBTDocument1 pageAriel Corporation: KBK / KBTAlfredoNo ratings yet
- Aceite de CompresorDocument1 pageAceite de CompresorAlfredoNo ratings yet
- The Workforce: GM Journal C/o Striker Communications 2000-A Tom Miller Street Austin, TX 78723Document20 pagesThe Workforce: GM Journal C/o Striker Communications 2000-A Tom Miller Street Austin, TX 78723AlfredoNo ratings yet
- Gas Machinery Journal C/o Striker Communications 106 East 6th Street Suite 900 Austin, TX 78701Document20 pagesGas Machinery Journal C/o Striker Communications 106 East 6th Street Suite 900 Austin, TX 78701AlfredoNo ratings yet
- 196 Bessemer Conversion EngineDocument8 pages196 Bessemer Conversion EngineAlfredoNo ratings yet
- 9U-7291 Ratcheting Screwdriver, 5 Bits: Hand Tools Miscellaneous Hand ToolsDocument1 page9U-7291 Ratcheting Screwdriver, 5 Bits: Hand Tools Miscellaneous Hand ToolsAlfredoNo ratings yet
- Gas Machinery Journal C/o Striker Communications 106 East 6th Street Suite 900 Austin, TX 78701Document16 pagesGas Machinery Journal C/o Striker Communications 106 East 6th Street Suite 900 Austin, TX 78701AlfredoNo ratings yet
- Ratings & StandardsDocument1 pageRatings & StandardsAlfredoNo ratings yet
- Ratings & StandardsDocument1 pageRatings & StandardsAlfredoNo ratings yet
- Torquing Tools New Tools 1st Supplement 3rd Supplement 4th Supplement Table of ContentsDocument9 pagesTorquing Tools New Tools 1st Supplement 3rd Supplement 4th Supplement Table of ContentsAlfredoNo ratings yet
- Service Bulletin: Topic: Ident No: Supersedes: Date: Subject: Models AffectedDocument2 pagesService Bulletin: Topic: Ident No: Supersedes: Date: Subject: Models AffectedAlfredoNo ratings yet
- Ratings & Standards: NotesDocument1 pageRatings & Standards: NotesAlfredoNo ratings yet
- BearingDocument8 pagesBearingOmkar Kumar JhaNo ratings yet
- Disassembled Views (6L50)Document20 pagesDisassembled Views (6L50)cruces.bossNo ratings yet
- Bearing Design - KAronDesignGuideRevE030405Document44 pagesBearing Design - KAronDesignGuideRevE030405Grafton MontgomeryNo ratings yet
- Mitsubishi 4DQ5Document120 pagesMitsubishi 4DQ5candongueiro100% (4)
- 1989 Nissan Sentra 1.6L Automatic Manual Transmission OverhaulDocument29 pages1989 Nissan Sentra 1.6L Automatic Manual Transmission OverhaulRubenNo ratings yet
- AxlesDocument48 pagesAxlesWaleed LemsilkhiNo ratings yet
- Repuestos Sugeridos LF90D Final 2020Document7 pagesRepuestos Sugeridos LF90D Final 2020Felipe BernalNo ratings yet
- h040 9600c Tool Manual 08 07Document30 pagesh040 9600c Tool Manual 08 07MarceNo ratings yet
- Water Group American MarshDocument12 pagesWater Group American MarshEsteban TobarNo ratings yet
- 13 WireRope W PDFDocument91 pages13 WireRope W PDFStolin FernandesNo ratings yet
- CH15 RS Coded Switches Catalog EDocument48 pagesCH15 RS Coded Switches Catalog EleaavilaNo ratings yet
- Manual de Taller Caja A750Document4 pagesManual de Taller Caja A750Junior Carmona95% (19)
- Valve Specifications: (Đính kèm YCMS số /YCMS/2020/DVK.CK.77)Document1 pageValve Specifications: (Đính kèm YCMS số /YCMS/2020/DVK.CK.77)Tu PhamNo ratings yet
- Bray Serie 35 - 36Document6 pagesBray Serie 35 - 36Oscar Horta PolaniaNo ratings yet
- Solid Lubricants PDFDocument26 pagesSolid Lubricants PDFBassam FouadNo ratings yet
- New Star Swiss Tool Catalog 15.0 FinalDocument7 pagesNew Star Swiss Tool Catalog 15.0 FinalCristobal Pérez MonteroNo ratings yet
- DMM 2, Q&aDocument25 pagesDMM 2, Q&arkNo ratings yet
- الساقيه توضيح الاجزاء والمكونات PDFDocument17 pagesالساقيه توضيح الاجزاء والمكونات PDFMohamed AbdoNo ratings yet
- Komatsu Todos Codigos PDFDocument4 pagesKomatsu Todos Codigos PDFIsrael Moller WildcatNo ratings yet
- 13 BushingsDocument25 pages13 BushingsRolffoTelloNo ratings yet
- Model Hh219Document54 pagesModel Hh219helbertortiz100% (1)
- Bechem Berutox M 21 KN 9007601 (GB)Document1 pageBechem Berutox M 21 KN 9007601 (GB)Luciano de Carvalho100% (2)
- Iso Vdma A - EuDocument286 pagesIso Vdma A - EuRaquel AlexandreNo ratings yet
- TeDocument36 pagesTeDCNo ratings yet
- CylinderDocument25 pagesCylinderthomazNo ratings yet
- Schwing Concrete Pump Spare PartsDocument3 pagesSchwing Concrete Pump Spare Partsabdurahman albeladiNo ratings yet
- Tool Wear in Friction Drilling: Scott F. Miller, Peter J. Blau, Albert J. ShihDocument10 pagesTool Wear in Friction Drilling: Scott F. Miller, Peter J. Blau, Albert J. Shihjuan carlosNo ratings yet
- Bop TestDocument18 pagesBop Testjairaso2950No ratings yet
- 05-0049 Rev 2 TD Tubing Head TB 3Document2 pages05-0049 Rev 2 TD Tubing Head TB 3Anonymous F2tu2TrzVtNo ratings yet
- Gluzman - Turbine Bearing Wiped On CoastdownDocument18 pagesGluzman - Turbine Bearing Wiped On CoastdownArzu AkarNo ratings yet