You might also like
- GM Passlock II SystemDocument14 pagesGM Passlock II Systemalmia tronicsNo ratings yet
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Assembly ProcedureDocument115 pagesAssembly ProcedureAlex Castillo100% (1)
- Fiber Optic Trainer/ Fiber & OSP TechnicianDocument7 pagesFiber Optic Trainer/ Fiber & OSP Technicianapi-78570706No ratings yet
- Gordon NovelDocument50 pagesGordon NovelNic Hotep100% (2)
- Yamaha XT 250 Service Manual PDFDocument282 pagesYamaha XT 250 Service Manual PDFFreddy Jiron100% (1)
- 2 Coagulation FlocculationDocument26 pages2 Coagulation FlocculationNurSyuhada ANo ratings yet
- TM 9-1245 37-MM Gun, M3, and Carriage, M4-1941Document54 pagesTM 9-1245 37-MM Gun, M3, and Carriage, M4-1941ferdockmNo ratings yet
- Manual SumitomoDocument4 pagesManual SumitomoJorge A Vilal50% (2)
- 5e6b0pt Tunnel Fan Cat029 E0 Ed2Document24 pages5e6b0pt Tunnel Fan Cat029 E0 Ed2berkahharianNo ratings yet
- The Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementFrom EverandThe Book of the Singer Junior - Written by an Owner-Driver for Owners and Prospective Owners of the Car - Including the 1931 SupplementNo ratings yet
- Telma F7 Installation On Meritor RS160-180-185 Axle TL103014Document6 pagesTelma F7 Installation On Meritor RS160-180-185 Axle TL103014Odim41No ratings yet
- BoQ PlumbingDocument30 pagesBoQ PlumbingberkahharianNo ratings yet
- (Replacement Criteria For Traction Sheave) K 608007-01Document4 pages(Replacement Criteria For Traction Sheave) K 608007-01Ali DiabNo ratings yet
- XT 250 Manual Mecanico PDFDocument282 pagesXT 250 Manual Mecanico PDFroberthpz1982No ratings yet
- Taper Grip Installation GuideDocument2 pagesTaper Grip Installation GuideFredy Jesus Quispe ValverdeNo ratings yet
- MZ45 MZ45GDocument2 pagesMZ45 MZ45GSalpa AdenugrahaNo ratings yet
- Hyponic InstallationDocument7 pagesHyponic InstallationDeMen NguyenNo ratings yet
- Eaton: Hydraulic MotorDocument4 pagesEaton: Hydraulic MotorRidha AbbassiNo ratings yet
- Bushing Kit For Front Axle AM/AMA56, AM/AMA61 and AM70: Service Kit, Part No 1 355 387Document2 pagesBushing Kit For Front Axle AM/AMA56, AM/AMA61 and AM70: Service Kit, Part No 1 355 387joaojitoNo ratings yet
- Assembling The Printrbot Play Kit (Model 1505)Document29 pagesAssembling The Printrbot Play Kit (Model 1505)Vishal PaiNo ratings yet
- Seat Belts PDFDocument26 pagesSeat Belts PDFJairo Rodriguez A.No ratings yet
- SEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Document16 pagesSEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Coke Ker JetspeedNo ratings yet
- SRAM SPECTRO S7 Maintenance - en PDFDocument0 pagesSRAM SPECTRO S7 Maintenance - en PDFkuvalda2000No ratings yet
- InstallationDocument17 pagesInstallationEdson CRNo ratings yet
- QVPF22V315S SingleV LockFour BoltPillowBlock - 2Document5 pagesQVPF22V315S SingleV LockFour BoltPillowBlock - 2Wildan PriatnaNo ratings yet
- Bomba de Aceite-InstalaciónDocument5 pagesBomba de Aceite-InstalaciónOscar CAPSSANo ratings yet
- Rear SealDocument9 pagesRear SealHammad Uddin JamilyNo ratings yet
- EC200SXII Injection Molding MachineDocument1 pageEC200SXII Injection Molding MachineJosephNo ratings yet
- Rear Axle ShaftDocument8 pagesRear Axle ShaftSalud y Cuidado AutomotrizNo ratings yet
- Breakage of The Tightening Stud of Cyl - CoverDocument5 pagesBreakage of The Tightening Stud of Cyl - Coverstergios meletisNo ratings yet
- IKO Bearing CatalogueDocument18 pagesIKO Bearing Cataloguenurek2100% (2)
- Genesis 3.8L Section 7Document40 pagesGenesis 3.8L Section 7Nacho MowjiNo ratings yet
- Daniel Senior Orifice Fitting: Fastener Torque GuideDocument20 pagesDaniel Senior Orifice Fitting: Fastener Torque GuideDianaMartínezNo ratings yet
- Deethanizer Reflux Pump InfoDocument5 pagesDeethanizer Reflux Pump InfoarasNo ratings yet
- Getriebebau NORD: 6HUYR'ULYHDGDSWHU7/SH6 (36 (Document4 pagesGetriebebau NORD: 6HUYR'ULYHDGDSWHU7/SH6 (36 (olivier.bigouretNo ratings yet
- MY18 GENERATION Ó GIANT CONTACT SWITCH SEATPOST - ENDocument13 pagesMY18 GENERATION Ó GIANT CONTACT SWITCH SEATPOST - ENAnand sNo ratings yet
- TIL03029 TELMA REPLACEMENT ARM TANDEM Rev12jul07Document16 pagesTIL03029 TELMA REPLACEMENT ARM TANDEM Rev12jul07Paulo PereiraNo ratings yet
- Engine Mechanical System: Timing System - Timing ChainDocument11 pagesEngine Mechanical System: Timing System - Timing ChainoliNo ratings yet
- RM3U0808SBK: Section NN-NN PPDocument1 pageRM3U0808SBK: Section NN-NN PPGustavo MaureiraNo ratings yet
- SYZR InstructionsDocument4 pagesSYZR InstructionsCraigNo ratings yet
- Trorfiro: Drive Shaft Phase AnglesDocument31 pagesTrorfiro: Drive Shaft Phase AnglesSonthi MooljindaNo ratings yet
- Montero Transmision XaviDocument20 pagesMontero Transmision XaviFrancisco HernandezNo ratings yet
- Whyte - 146-T-120-E-120 Supplementary Service Manual Edn1Document16 pagesWhyte - 146-T-120-E-120 Supplementary Service Manual Edn1Jamie WatsonNo ratings yet
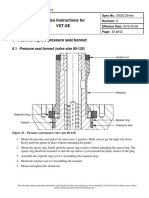
- Service Instructions For Vst-Se: 8.1 Pressure Seal Bonnet (Valve Size 90-125)Document1 pageService Instructions For Vst-Se: 8.1 Pressure Seal Bonnet (Valve Size 90-125)AhmadNo ratings yet
- Sab 330Document8 pagesSab 330Manuel perezNo ratings yet
- C7 EngineDocument2 pagesC7 EngineOli MijanaNo ratings yet
- Stick - 3.86 MDocument3 pagesStick - 3.86 Mcristian chuquicondor torresNo ratings yet
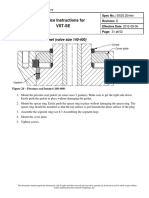
- Service Instructions For Vst-Se: 8.2 Pressure Seal Bonnet (Valve Size 140-400)Document1 pageService Instructions For Vst-Se: 8.2 Pressure Seal Bonnet (Valve Size 140-400)AhmadNo ratings yet
- Ringspann GMBH: Operating Instructions ForDocument2 pagesRingspann GMBH: Operating Instructions ForAlaa MaherNo ratings yet
- C4.4 Medida Cigüeñal PermitidasDocument3 pagesC4.4 Medida Cigüeñal PermitidasLuis GutiérrezNo ratings yet
- BmvwinstallDocument16 pagesBmvwinstallAlejandroO.VargasNo ratings yet
- Belimo LF24 SR - USDocument7 pagesBelimo LF24 SR - USAlfredo Ferrari Jr.No ratings yet
- Caution / Notice / HintDocument15 pagesCaution / Notice / HintZouhair WahbiNo ratings yet
- Caution / Notice / HintDocument3 pagesCaution / Notice / HintZouhair WahbiNo ratings yet
- John Deere 450CLC Excavator Service Repair Technical Manual (TM1925)Document14 pagesJohn Deere 450CLC Excavator Service Repair Technical Manual (TM1925)laopaodunNo ratings yet
- Mini 3dx Plans Tiled A4Document20 pagesMini 3dx Plans Tiled A4andrequalNo ratings yet
- Reassembly: (A) Check Bearing PositionDocument21 pagesReassembly: (A) Check Bearing PositionRonfermNo ratings yet
- 35M-36M DespiecesDocument4 pages35M-36M DespiecesCharles SeychNo ratings yet
- Research&Development of America, Inc.: Suzuki 2005 GSX-R1000Document6 pagesResearch&Development of America, Inc.: Suzuki 2005 GSX-R1000Daniel MartínNo ratings yet
- Keyless Bushing Instruction Manual July 2019Document2 pagesKeyless Bushing Instruction Manual July 2019huseyinNo ratings yet
- Air Brake Fittings: Torque SpecificationsDocument2 pagesAir Brake Fittings: Torque SpecificationsGerardo VelazquezNo ratings yet
- IMF51Document4 pagesIMF51juwon aprilagaNo ratings yet
- Disc BrakesDocument17 pagesDisc BrakesBenz Aio Calachua AraujoNo ratings yet
- Rogue Bar InstallDocument18 pagesRogue Bar InstalljustforaspinNo ratings yet
- MC 10119123 9999Document8 pagesMC 10119123 9999johndere2090No ratings yet
- 1823 Chapter VDocument10 pages1823 Chapter VberkahharianNo ratings yet
- Instructions For Installation, Operation and MaintenanceDocument101 pagesInstructions For Installation, Operation and MaintenanceberkahharianNo ratings yet
- Flender Tübingen Mixer Drives: Technical Data Agitator Drives ZR and DR Series in 8 SizesDocument1 pageFlender Tübingen Mixer Drives: Technical Data Agitator Drives ZR and DR Series in 8 SizesberkahharianNo ratings yet
- SKF Industrial Gearbox 2 2Document2 pagesSKF Industrial Gearbox 2 2berkahharianNo ratings yet
- II Test Running Record: 2.1 Vibration Data No LoadDocument10 pagesII Test Running Record: 2.1 Vibration Data No LoadberkahharianNo ratings yet
- Siemens 1LA7 Cat 40Document1 pageSiemens 1LA7 Cat 40berkahharianNo ratings yet
- Siemens 1LA7 Cat 130Document1 pageSiemens 1LA7 Cat 130berkahharianNo ratings yet
- Siemens 1LA7 Cat 48Document1 pageSiemens 1LA7 Cat 48berkahharianNo ratings yet
- Siemens 1LA7 Cat 123Document1 pageSiemens 1LA7 Cat 123berkahharianNo ratings yet
- DRAIN TYPE FLUID COUPLING For Internal Combustion Engines KPTODocument4 pagesDRAIN TYPE FLUID COUPLING For Internal Combustion Engines KPTOberkahharianNo ratings yet
- Full Size Selection ChartDocument88 pagesFull Size Selection ChartberkahharianNo ratings yet
- Loiskov Jednotky YDocument44 pagesLoiskov Jednotky YberkahharianNo ratings yet
- FCL Couplings: Chengdu Leno Machinery Co., LTDDocument1 pageFCL Couplings: Chengdu Leno Machinery Co., LTDjamblang_limNo ratings yet
- Installation Operation Maintenance Manual (Harvest Series)Document36 pagesInstallation Operation Maintenance Manual (Harvest Series)berkahharianNo ratings yet
- Kinematics-03-Subjective SolvedDocument11 pagesKinematics-03-Subjective SolvedRaju SinghNo ratings yet
- Softening N Penetration Test BitumenDocument11 pagesSoftening N Penetration Test BitumenEdwin LeonNo ratings yet
- PNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners TypeDocument28 pagesPNR90 PNR510 PNR91 PNR515 PNR92 PNR520: Manual of - Installation - Operating - Maintenance Heavy Oil Burners Typec_lucian2004No ratings yet
- Acceleration GrpahDocument14 pagesAcceleration GrpahRAFAEL TORRESNo ratings yet
- Write An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersDocument3 pagesWrite An Algorithm and Flowchart For Computing The Average Number of The Default 4 NumbersMark Jelan100% (1)
- Trial Manufacture of A Fluid-Type Static Induction TransistorDocument4 pagesTrial Manufacture of A Fluid-Type Static Induction TransistorStanley ClermontNo ratings yet
- Adjusting Well Pump Pressure SwitchesDocument1 pageAdjusting Well Pump Pressure SwitchesD_D_76No ratings yet
- Riscv SpecDocument32 pagesRiscv SpeckartimidNo ratings yet
- Estimate SR 14-15 02 KHANDEKARDocument5 pagesEstimate SR 14-15 02 KHANDEKARAkshay SavvasheriNo ratings yet
- Build-A-Bard ABB - RFQ-807683Reaprovechamiento Relaves - SR For Cotejado 010A - HVACDocument18 pagesBuild-A-Bard ABB - RFQ-807683Reaprovechamiento Relaves - SR For Cotejado 010A - HVACchristianNo ratings yet
- 007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCDocument43 pages007-013558-001 SAS PCE SPE With Support For HSM PSE2 Integration Feature Documentation RevCpietoeNo ratings yet
- ITIL Quick ReferenceDocument3 pagesITIL Quick ReferenceKalyaan KrushnaNo ratings yet
- 4 and 6 Pole MotorDocument6 pages4 and 6 Pole Motorarajamani78100% (1)
- Quality ControlDocument10 pagesQuality ControlSabbir AhmedNo ratings yet
- JNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIDocument2 pagesJNTUA B Tech 2018 1 2 May R15 ECE 15A54201 Mathematics IIMRUDULA KULAKARNINo ratings yet
- SOP 829 - 032 Check-Reset KEMS, CrownomaticDocument2 pagesSOP 829 - 032 Check-Reset KEMS, CrownomaticAnonymous XbmoAFtINo ratings yet
- HighpuritysealsDocument6 pagesHighpuritysealstuannhocutNo ratings yet
- Electro Magnetic Induction PDFDocument28 pagesElectro Magnetic Induction PDFPuran BistaNo ratings yet
- Distributed PowerDocument3 pagesDistributed PowertibvalNo ratings yet
- 1 Xpower Safirus Owners Manual enDocument8 pages1 Xpower Safirus Owners Manual enMarianela MasyRubiNo ratings yet
- Woodworking Plans - Wheelbarrow PlanterDocument3 pagesWoodworking Plans - Wheelbarrow PlanterMirel HotescuNo ratings yet
- G270han01 V0Document26 pagesG270han01 V0NemkoNo ratings yet
- PIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorDocument72 pagesPIONEER AUTORADIO Deh-X4850bt Deh-X6850bt Operating Manual Ing - Esp - PorJesus NinalayaNo ratings yet
- SdccmanDocument126 pagesSdccmanGustavo A. Sarache MillanNo ratings yet
- Measurement Advisory Committee Summary - Attachment 3Document70 pagesMeasurement Advisory Committee Summary - Attachment 3MauricioICQNo ratings yet