You might also like
- Mathematical Arguments. in Each of These Sections Order of The Questions Must Be MaintainedDocument4 pagesMathematical Arguments. in Each of These Sections Order of The Questions Must Be MaintainedKeiNo ratings yet
- Coil SpringDocument7 pagesCoil Springssureshkar7699No ratings yet
- Online Payment of PRC Fees: Land Bank of The Philippines and Professional Regulation Commission Epayment PortalDocument10 pagesOnline Payment of PRC Fees: Land Bank of The Philippines and Professional Regulation Commission Epayment PortalGtech00No ratings yet
- Accomplished ReportDocument3 pagesAccomplished ReportKeiNo ratings yet
- FireBillPoster PDFDocument1 pageFireBillPoster PDFKeiNo ratings yet
- One Subic Power PlantDocument12 pagesOne Subic Power PlantKeiNo ratings yet
- Symbols For Pipe FittingsDocument5 pagesSymbols For Pipe FittingsErnalyn ValenciaNo ratings yet
- E Glass PDFDocument20 pagesE Glass PDFKeiNo ratings yet
- E Glass PDFDocument20 pagesE Glass PDFKeiNo ratings yet
- ST 11301Document9 pagesST 11301PaPaNo ratings yet
- ST 11301Document9 pagesST 11301PaPaNo ratings yet
- Engineering: ManualDocument85 pagesEngineering: Manualsabinum100% (3)
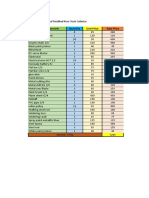
- Budgetary Analysis For Modified River Trash CollectorDocument1 pageBudgetary Analysis For Modified River Trash CollectorKeiNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- H.T BRAUTEK LITHIUM EP SeriesDocument2 pagesH.T BRAUTEK LITHIUM EP SeriesALFREDO CANTOS CORNEJONo ratings yet
- Beam - GBDocument1 pageBeam - GBJake CortezNo ratings yet
- API 1104 2014 EditionDocument17 pagesAPI 1104 2014 EditionekkyNo ratings yet
- Technical Review On Alumina InclusionDocument15 pagesTechnical Review On Alumina InclusionMubeenNo ratings yet
- CellrodDocument2 pagesCellrodjude tallyNo ratings yet
- Waste Liquid NozzleDocument4 pagesWaste Liquid Nozzlelbc123No ratings yet
- Copan Italy 2023Document1 pageCopan Italy 2023sulistyani sapardiNo ratings yet
- Potential and Electric Field Distribution Associated With HVDC Insulators Under Different Pollution ConditionsDocument121 pagesPotential and Electric Field Distribution Associated With HVDC Insulators Under Different Pollution ConditionsFaridah HassanNo ratings yet
- ME8491 - Unit1 PDFDocument44 pagesME8491 - Unit1 PDFSenthilkumar SivasankaranNo ratings yet
- Standard Nail Size Table Chart and Nail TermsDocument4 pagesStandard Nail Size Table Chart and Nail TermsKarthic MannarNo ratings yet
- Flash On English For ConstructionDocument13 pagesFlash On English For ConstructionPatrizia Delussu70% (10)
- Development Constructions LTD.: Construction Methodology - (On Land) For Jetty Extension Project at Meghnaght-01Document6 pagesDevelopment Constructions LTD.: Construction Methodology - (On Land) For Jetty Extension Project at Meghnaght-01Priodeep ChowdhuryNo ratings yet
- Budget Savello 2021Document32 pagesBudget Savello 2021marketing kinaryaNo ratings yet
- Biogeochemical CyclesDocument31 pagesBiogeochemical Cyclesd gNo ratings yet
- 228-04 KALTEK SG Iron French FoundryDocument4 pages228-04 KALTEK SG Iron French FoundryMar CarreonNo ratings yet
- 2line Pavement-Revised - ADocument1 page2line Pavement-Revised - Arolandtrojas100% (2)
- A'-Sialon Ceramics: Review: J - Chem. Phys. 2668Document11 pagesA'-Sialon Ceramics: Review: J - Chem. Phys. 2668Thanh DinhNo ratings yet
- COOKERY 9 - Q1 - Mod2 Week 2 TrueDocument26 pagesCOOKERY 9 - Q1 - Mod2 Week 2 TrueLeah Rizza CabaliwNo ratings yet
- Self-Healing at The Cut Edge of Coil-Coated Galvanised SteelDocument145 pagesSelf-Healing at The Cut Edge of Coil-Coated Galvanised SteelEwo50 NewNo ratings yet
- Mistral HullDocument5 pagesMistral HullmikeNo ratings yet
- Nozzle CloggingDocument17 pagesNozzle CloggingRonald Rayme VenturaNo ratings yet
- RB Tube Cuttern30p S-n42p S-n67p SDocument3 pagesRB Tube Cuttern30p S-n42p S-n67p SW MoralesNo ratings yet
- The Structure of Crystalline and Amorphous SolidsDocument3 pagesThe Structure of Crystalline and Amorphous SolidsFranzhean Balais CuachonNo ratings yet
- Compressed Jayna Price List 01.04.2021Document88 pagesCompressed Jayna Price List 01.04.2021DESIGN85No ratings yet
- DWR 03-23Document1 pageDWR 03-23Nicon Famarin FameronagNo ratings yet
- Technical Data: Santicizer 160Document1 pageTechnical Data: Santicizer 160sriatul2006No ratings yet
- Acrylic FibersDocument53 pagesAcrylic FibersImran Anwar80% (5)
- Sikament - R4PN: Very High Range Water-Reducing and Slump Retaining Concrete AdmixtureDocument2 pagesSikament - R4PN: Very High Range Water-Reducing and Slump Retaining Concrete AdmixtureMahamed86% (7)
- Grouting in PostDocument7 pagesGrouting in PostDeven PatleNo ratings yet
- Case Study On Rapid PrototypingDocument7 pagesCase Study On Rapid PrototypingSachin KumbharNo ratings yet